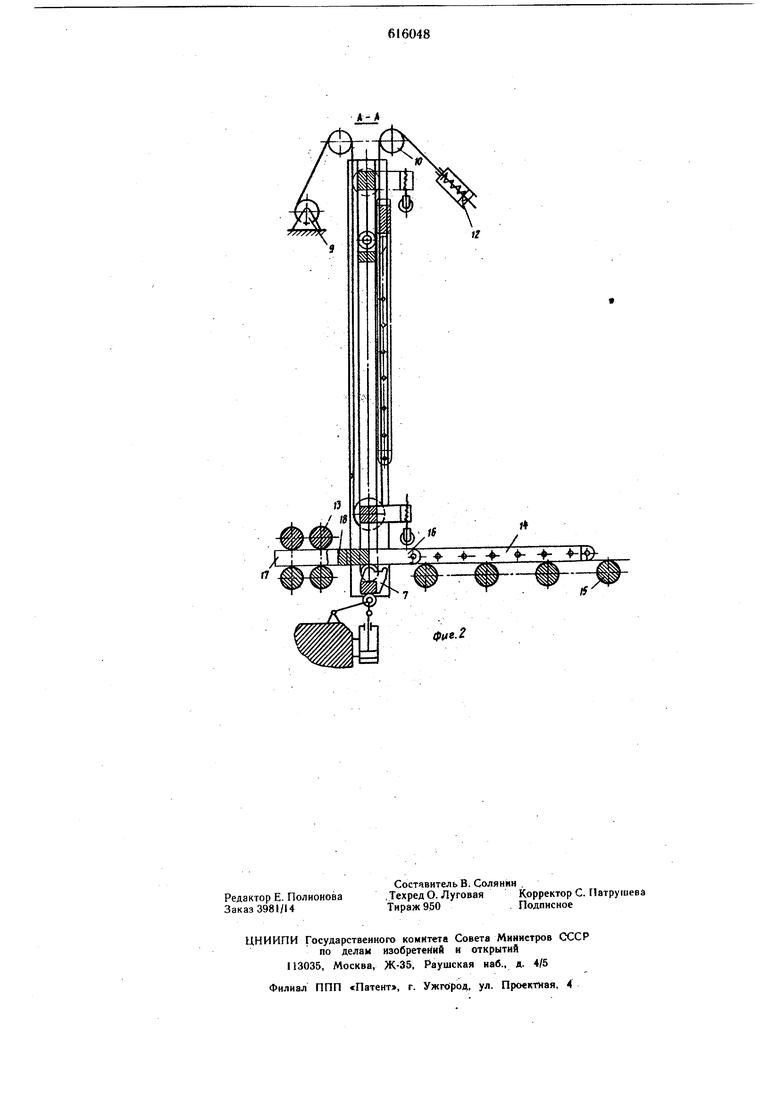
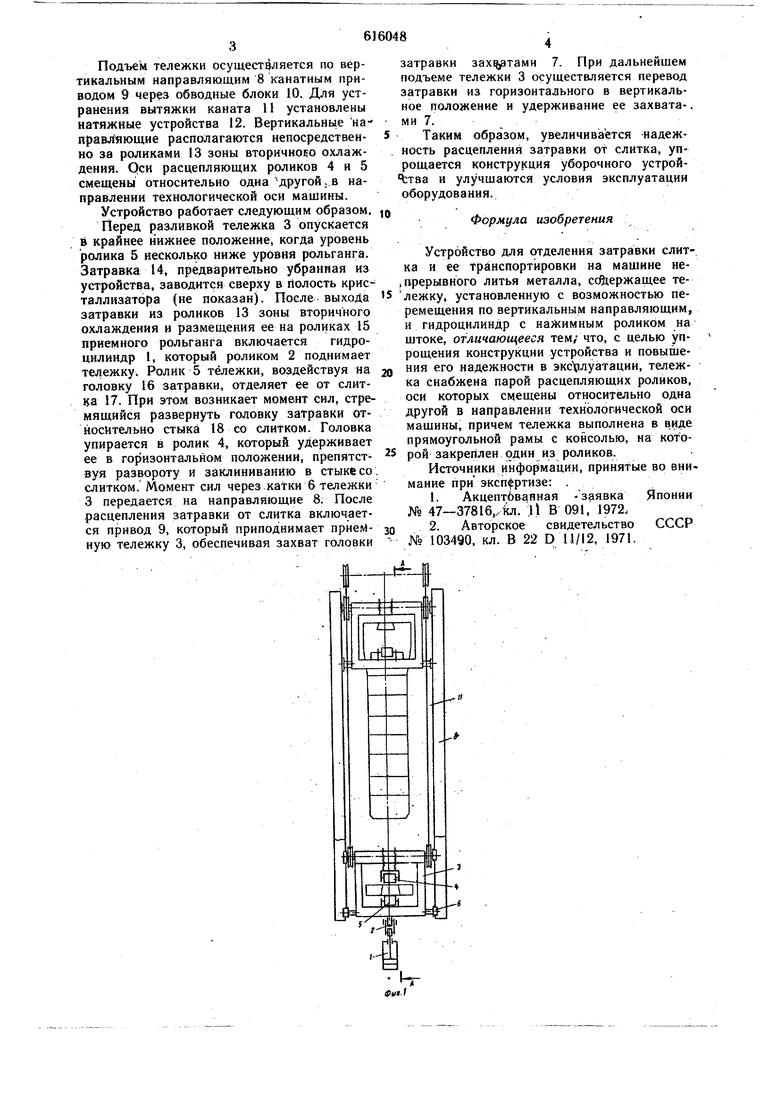
Подъем тележки осуществляется по вертикальным направляющим 8 канатным прнводом 9 через обводные блоки 10. Для устранения вытяжки каната 11 установлены натяжные устройства 12. Вертикальные направляющие располагаются непосредственно за роликами 13 зоны вторично1;о охлаждения. Оси расцепляющих роликов 4 и 5 смещены относительно одна другой; в направлении технологической оси машины. Устройство работает следующим образом, Перед разливкой тележка 3 опускается 6 крайнее нижнее положение, когда уровень ролика 5 несколько ниже уровня рольганга. Затравка 14, предварительно убранная из устройства, заводится сверху в Полость кристаллизатора (не показан). После выхода затравки из роликов 13 зоны вторичного охлаждения и размещения ее на роликах 15 приемного рольганга включается гидроцилиндр 1, который роликом 2 поднимает тележку. Ролик 5 тёлежки, воздействуя на головку 16 затравки, отделяет ее от слитка 17. При этом возникает момент сил, стремящийся развернуть головку затравки относительно стыка 18 со слитком. Головка упирается в ролик 4, который удерживает ее в горизонтальном положении, препятствуя развороту и заклиниванию в стыке со слитком. Момент сил через катки 6 тележки 3 передается на направляющие 8; После расцепления затравки от слитка включается привод 9, который приподнимает приёмную тележку 3, обеспечивая захват головки затравки 7. При дальнейшем подъеме тележки 3 осуществляется перевод затравки из горизонтального в вертикальное положение и удерживание ее захвата-. ми 7. Таким образом, увеличивается надежность расцепления затравки от слитка, упрощается конструкция уборочного устройtTBH и улучшаются условия эксплуатации оборудования. Формула изобретения Устройство для отделения затравки слитка и ее транспортировки на машине непрерывного литья металла, ссб1ержащее тележку, установленную с возможностью перемещения по вертикальным направляющим, и гидроцилиндр с нажимным роликом на штоке, отличающееся тем/ что, с целью упрощения конструкции устройства и повып1е надежности в эксплуатации, тележка снабжена парой расцепляющих роликов, оси которых смещены относительно одна другой в направлении технологической оси машины, причем тележка выполнена в виде прямоугольной рамы с консолью, на которой закреплен одии из роликов. Источники информации, принятые во внимание при экспертизе: . 1.Акцептбваяная -заявка Японии № 47-37816,.kn. В 091, 1972. 2.Авторское свидетельство СССР №103490. кл. В 22 D 11/12, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| Устройство для отделения затравки от слитка в машине непрерывного литья заготовок | 1980 |
|
SU910329A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| Устройство для выдачи слитков | 1980 |
|
SU994107A1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2424081C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Устройство для отделения затравки от слитка и ее транспортировки на машине непрерывного литья заготовок | 1983 |
|
SU1171196A1 |
| Машина полунепрерывного литья металлов | 1991 |
|
SU1790469A3 |
| Устройство для выдачи слитков машины полунепрерывного литья | 1983 |
|
SU1102658A1 |