Изобретения относятся к черной и цветной металлургии, в частности к области полунепрерывного литья металлов.
Известен способ полунепрерывной разливки металла в вертикальной двухручьевой машине для слитков диаметром до 800 мм (И.К.Марченко // "Полунепрерывное литье стали". М.: Металлургия, 1986, с.208-210). Описанный способ включает подачу расплава из стальковша через промежуточные ковши в установленные на раме кристаллизаторы, формирование в них слитков, посредством механизма качания, захватывание слитков затравками и вытягивание их вниз по брусьевым направляющим, вторичное водовоздушное охлаждение в шахте, кантование на приемный рольганг.
Указанным выше способом возможна разливка лишь заготовок диаметром до 800 мм из двух промковшей при большой высоте машины, на которой производится эта разливка.
Предлагаемыми изобретениями ставится задача расширения технологической возможности разливки заготовок, и в частности разливки заготовок большего сечения из одного промежуточного ковша при меньшей длине технологической оси машины.
Для достижения этого технического результата в способе полунепрерывного литья заготовок, включающем подачу расплава из стальковша в промковш, далее в вертикальные кристаллизаторы, формирование в них заготовок посредством механизма качания, вытягивание заготовок затравкой с заданной скоростью вниз по брусьевым направляющим, вторичное водовоздушное охлаждение в шахте, разливают заготовки в кристаллизаторы, которые располагают в той же шахте, вытягивают по брусьевым направляющим, расположенным в дополнительной нижней шахте и установленным с зазором относительно заготовок, где и выдерживают заготовки до их полной кристаллизации, далее расцепляют заготовки с затравкой, при нахождении их в нижнем положении, и транспортируют заготовки вертикально вверх по технологической оси машины, после того как демонтируют кристаллизаторы и закроют механизмы качания кристаллизаторов защитной плитой, а также разведут в резервные позиции в противоположные стороны друг от друга стальковш и промковш, установленные на откатных тележках.
Из того же источника, что и способ полунепрерывной разливки металла, известна вертикальная двухручьевая МПНЛ, содержащая стальковш, два промковша, кристаллизаторы, механизм качания кристаллизаторов с гидравлическим приводом, устройство для вторичного охлаждения, механизм вытягивания слитков с поддоном. При двухручьевой разливке затравки располагают на одной каретке или поддоне, т.е. ручьи имеют общий механизм вытягивания заготовки. Поддон выполнен в виде литой траверсы и перемещается канатным приводом по направляющим рельсам. На поддоне крепятся затравки и оба ручья имеют общий механизм вытягивания. Привод осуществляется двухбарабанной лебедкой через червячно-цилиндрический редуктор.
Выполнение направляющих, по которым движется поддон - затравки с возможностью вращения их вокруг оси перпендикулярно технологической оси машины, позволяет сократить длину машины. Однако эту машину используют для отливки небольших слитков диаметрами 100-220 мм и длиной 8,6 м.
Наиболее близкой по технической сущности является машина полунепрерывного литья крупных заготовок по а.с. СССР №854568 (опубл. 15.08.1981). Указанная машина включает стальковш, промковши, кристаллизаторы, механизмы качания кристаллизаторов, систему вторичного охлаждения, расположенную в шахте, механизм вытягивания заготовок, выполненный в виде каретки с опорами, установленной подвижно на колонне, привод перемещения каретки с контргрузом, затравку и механизм перемещения затравки с заготовкой в брусьевых направляющих.
Однако и на данной машине возможна разливка лишь заготовок диаметром до 800 мм из двух промковшей при большой высоте технологической оси машины.
Ставится та же задача расширения технологической возможности разливки заготовок. В частности, разливки заготовок большего сечения из одного промежуточного ковша при меньшей длине технологической оси машины.
Для достижения этого технического результата в машине полунепрерывного литья заготовок, содержащей стальковш, промковш, для каждого ручья кристаллизатор, механизм качания кристаллизатора, систему вторичного охлаждения, расположенную в шахте, механизм вытягивания заготовки, выполненный в виде каретки с опорами, установленной подвижно на колонне, привод перемещения каретки с контргрузом, затравку и механизм перемещения затравки с заготовкой в брусьевых направляющих, при этом стальковш и промковш расположены в резервных позициях в противоположных друг от друга сторонах и установлены на откатных тележках, кристаллизатор расположен в той же шахте, что и система вторичного охлаждения, а брусьевые направляющие установлены с зазором относительно заготовки и расположены в дополнительной нижней шахте, при этом каретки и привод механизма вытягивания заготовок размещены за пределами шахт, причем механизм вытягивания заготовок выполнен в виде двух независимых, обращенных друг к другу механизмов.
Отличительными признаками предлагаемой машины является то, что стальковш и промковш расположены в резервных позициях в противоположных друг от друга сторонах и установлены на откатных тележках, кристаллизаторы расположены в той же шахте, что и система вторичного охлаждения, а брусьевые направляющие установлены с зазором относительно заготовок и расположены в дополнительной нижней шахте, при этом каретки и привод механизма вытягивания заготовок размещены за пределами шахт, причем механизм вытягивания заготовок выполнен в виде двух независимых, обращенных друг к другу механизмов. Благодаря тому, что привод механизмов вытягивания снабжен самотормозящей червячной парой, имеется возможность в любой момент остановить механизмы вытягивания, чтобы предотвратить падение слитка вниз при перемещении.
Наличие этих признаков позволяет улучшить разливку заготовок из одного промежуточного ковша при меньшей длине технологической оси машины.
Ниже дан вариант осуществления изобретений, не исключающий другие варианты в пределах формулы, со ссылкой на чертежи, представленные на фиг.1-10.
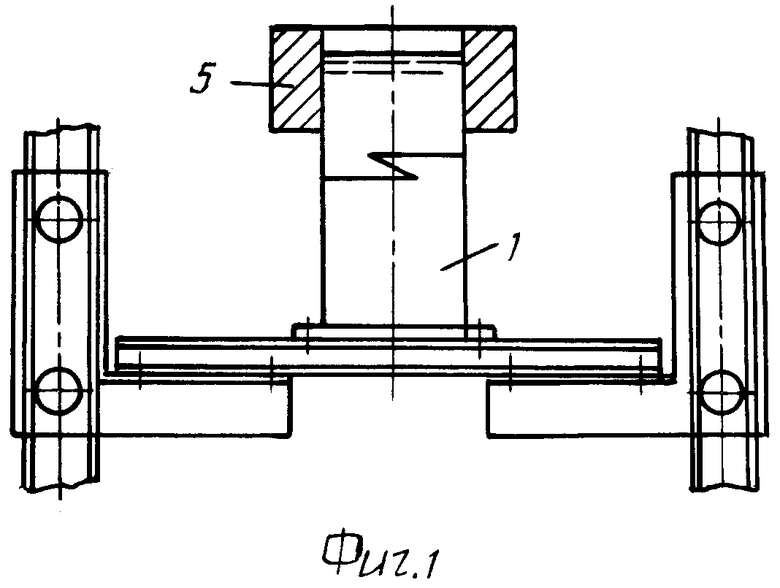
На фиг.1 - схема разливки по одной заготовке на двух ручьях;
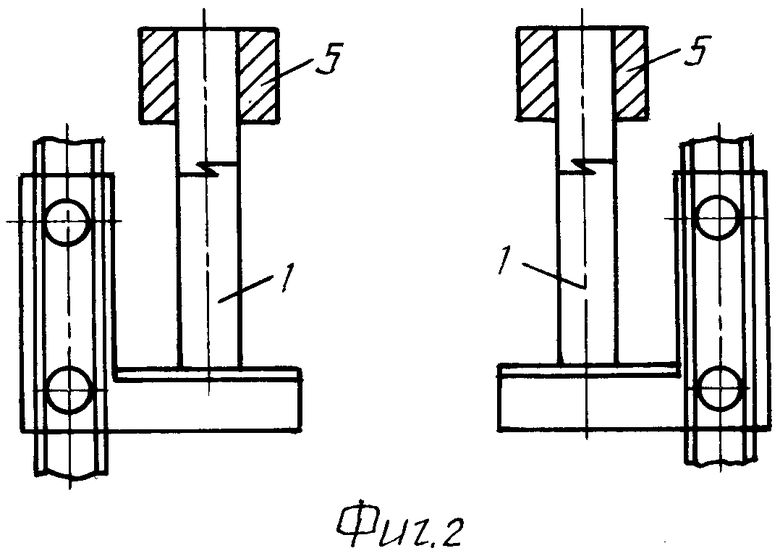
на фиг.2 - схема разливки двух заготовок на двух ручьях;
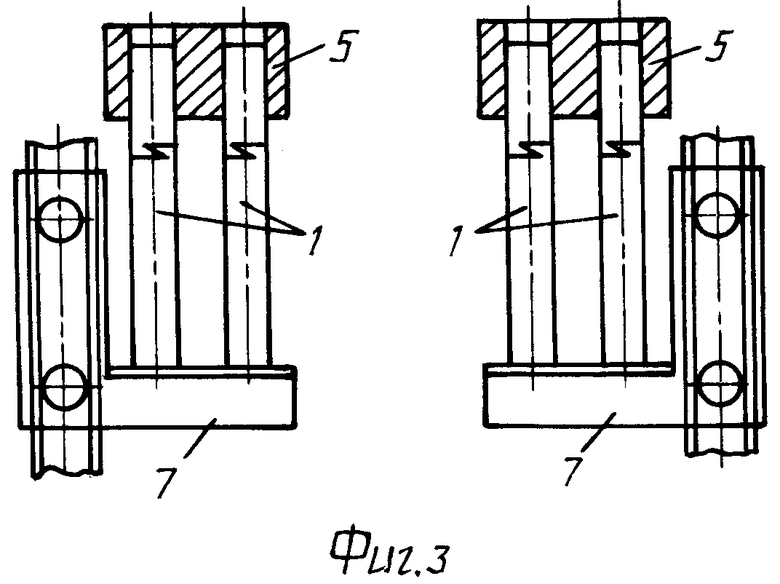
на фиг.3 - схема разливки парами по две заготовки на двух ручьях;
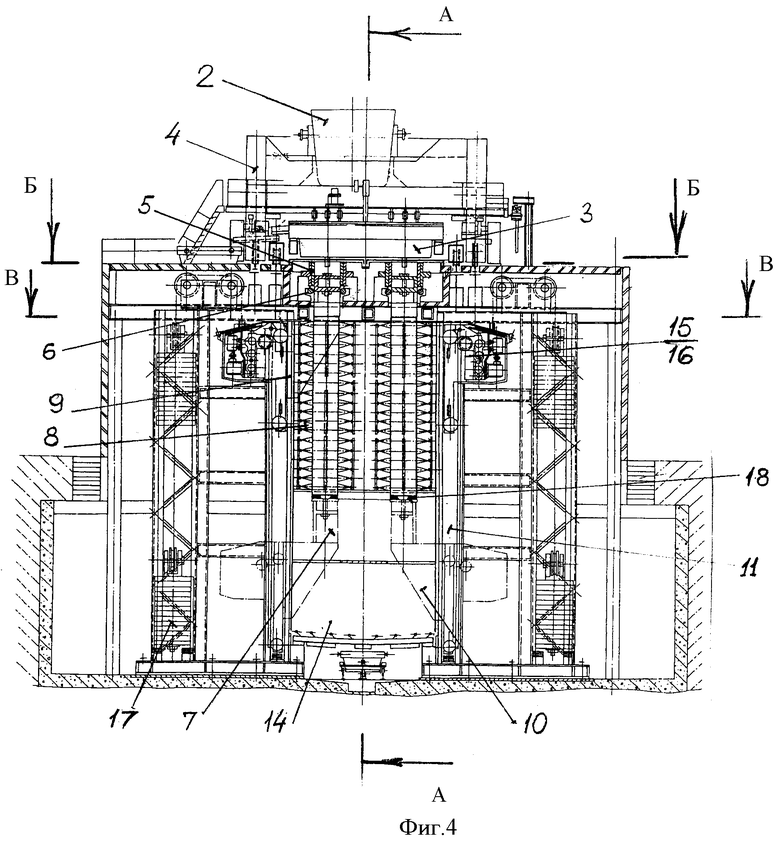
на фиг.4 показан общий вид машины;
на фиг.5 - разрез по А-А;
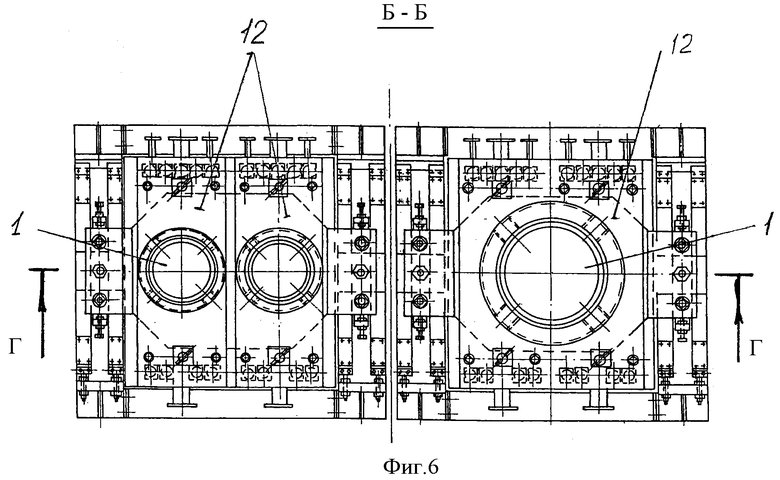
на фиг.6 - разрез по Б-Б (разливка на одном из ручьев пары слитков, а на другом одного слитка);
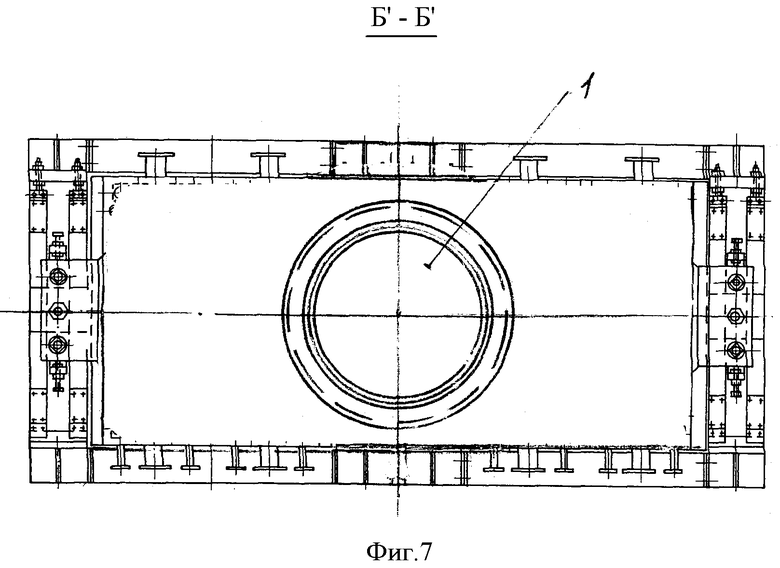
на фиг.7 - то же, разливка на двух ручьях одного слитка;
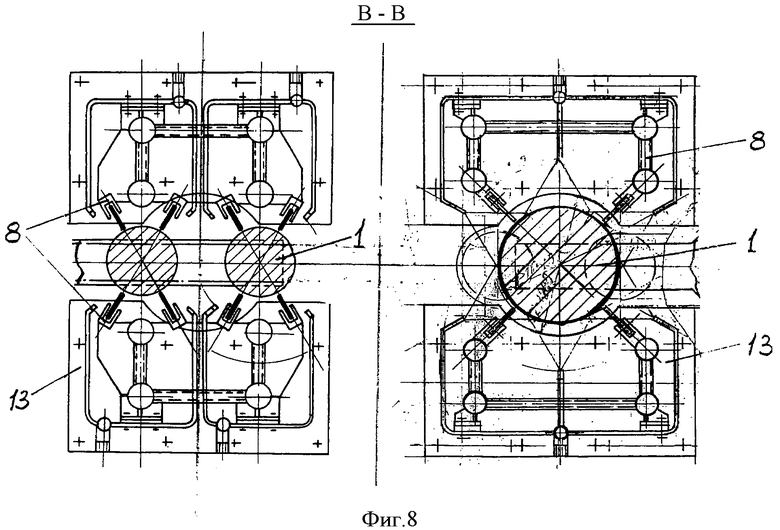
на фиг.8 - разрез по В-В (разливка на одном из ручьев пары слитков, а на другом одного слитка);
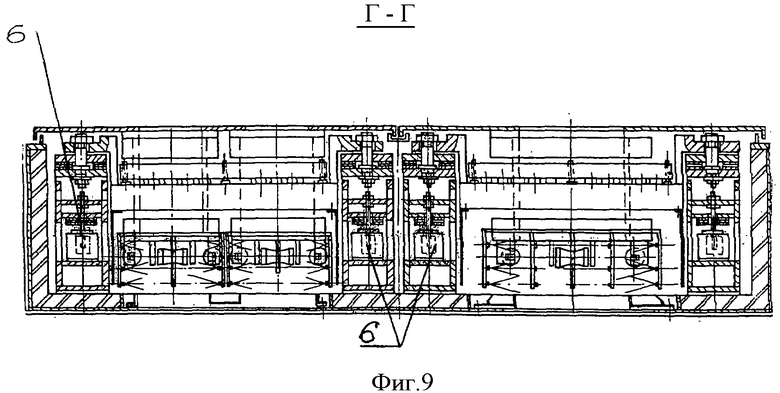
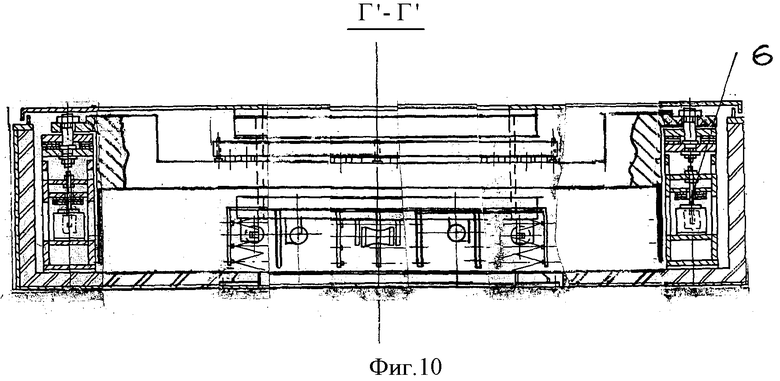
на фиг.9 - разрез по Г-Г (разливка на одном из ручьев пары слитков, а на другом одного слитка);
на фиг.10 - то же, разливка на двух ручьях одного слитка.
Машина полунепрерывного литья заготовок 1 содержит стальковш 2 и промковш 3, расположенные в резервных позициях в противоположных друг от друга сторонах и установленные на откатных тележках 4. На каждом из двух ручьев ниже промежуточного ковша 3 установлен кристаллизатор 5, механизм качания кристаллизатора 6, механизм вытягивания 7 заготовки и система вторичного охлаждения 8, расположенная в шахте 9. Механизм вытягивания заготовок 7, выполненный в виде каретки с опорами 10, установлен подвижно на колонне 11. При отливке заготовок ⌀ 500÷1000 мм, находящиеся в рабочей позиции кристаллизаторы 5, установлены на индивидуальных механизмах качания 6 для сообщения кристаллизаторам возвратно-поступательного движения. Механизмы качания кристаллизаторов снабжены защитными плитными настилами 12 при транспортировании заготовки вверх.
Кристаллизатор 5 расположен в той же шахте 9, что и система вторичного охлаждения 8, а брусьевые направляющие 13 установлены с зазором относительно заготовок 1 и расположены в дополнительной нижней шахте 14. Каретки 15 и привод механизма вытягивания заготовок 16 с контргрузом 17 размещены за пределами шахт 9, 14. Механизм вытягивания заготовок 7 выполнен в виде двух независимых, обращенных друг к другу механизмов. Затравки 18 с заготовками 1 расположены в брусьевых направляющих 13 до полной кристаллизации заготовки.
Жидкая сталь из стальковша 2, установленного на откатной тележке 4, подается в промежуточный ковш 3, который, в свою очередь, установлен на своей тележке 4. Тележка 4 имеет привод подъема и перемещения и устанавливается на разливочной площадке машины. Тележка промковша 3 может перемещаться из резервной позиции, где производится разогрев промковша с помощью специального устройства, в рабочую позицию, где установлены кристаллизаторы 5. Поступающий металл из стальковша 2 через два отверстия в промковше 3 подается в два кристаллизатора 5. После заполнения кристаллизатора жидким металлом до определенного уровня производится одновременное включение механизма качания и включение привода механизма вытягивания слитка. Из-за малой скорости разливки слитков ⌀ 1000÷1300 мм механизм качания кристаллизатора не применяется, для чего демонтируются средние кассеты (фиг.9) механизма качания, а кристаллизатор устанавливается на стационарные опоры. Начальная скорость разливки слитка ⌀ 1000÷1300 мм - 0,03 м/мин, далее скорость вытягивания слитка увеличивается до рабочей 0,062 м/мин. Максимальный вес каждого слитка достигает 35 тонн при ⌀ 1000 мм и длине 5700 мм.
Перед началом разливки в каждый кристаллизатор 5 снизу вводится затравка 18, которая, в свою очередь, установлена на механизме вытягивания 7 заготовки.
Выходя из кристаллизатора 5, слиток попадает в закрытую шахту 9, где производится вторичное водовоздушное форсуночное охлаждение слитка, осуществляемое форсунками коллекторов вторичного охлаждения 8.
Образующийся при разливке шлам поступает вниз, где и собирается в коробе устройства уборки шлама.
После выхода слитка из кристаллизатора слиток в вертикальном положении выдерживается в шахте 9 до полного затвердевания, после чего выдается вверх с помощью механизма вытягивания слитка 7. Перед подачей слитка вверх производится перемещение тележки с промковшом 3 из рабочей позиции в резервную, где находится шлаковня. Далее производится снятие кристаллизаторов 5 и установка верхнего защитного плитного настила 12. Заготовки при помощи залитых в них транспортных серег или с помощью других специальных приспособлений убираются с разливочной площадки мостовым краном цеха за пределы машины.
Охлаждение медных гильз кристаллизаторов 5 производится водой, поступающей из водоразборного узла, откуда поступают также вода и воздух к форсункам коллекторов водовоздушного охлаждения слитка.
После уборки заготовки 1 с машины механизмы вытягивания слитков 7 опускаются вниз, снова устанавливаются кристаллизаторы 5, защитный плитный настил 12 убирается, механизмы вытягивания слитков 7 поднимаются вверх, заводя затравки 18 в кристаллизаторы 5. Затравки уплотняются по периметру стыка с медной гильзой кристаллизаторов 5. К рабочей позиции подается тележка с промковшом 3, который ранее был разогрет устройством для сушки промковша. Сталеразливочный ковш 2 центрируется над промковшом 3. Машина готова к новой разливке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Машина полунепрерывного литья металлов | 1991 |
|
SU1790469A3 |
| Машина непрерывной разливки стали для одновременной отливки двух слитков квадратного сечения | 1958 |
|
SU119317A1 |
| Установка полунепрерывной разливки металлов | 1980 |
|
SU899247A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| Способ получения заготовок | 1980 |
|
SU969433A1 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
Изобретение относится к области литейного производства. Способ включает подачу расплава из стальковша в промковш, далее в вертикальные кристаллизаторы, формирование заготовок, вытягивание заготовок вниз с помощью затравки, вторичное водовоздушное охлаждение заготовок, демонтаж кристаллизаторов, транспортирование заготовок вертикально вверх по технологической оси машины и уборку заготовок. Кристаллизаторы располагают в той же шахте, что и вторичное охлаждение. Брусьевые направляющие располагают в дополнительной нижней шахте с зазором относительно заготовок. Перед транспортированием заготовок вверх перемещают стальковш и промковш на откатных тележках на резервные позиции в противоположные стороны друг от друга. Достигается расширение технологических возможностей получения литых заготовок. 2 н. и 7 з.п. ф-лы, 10 ил.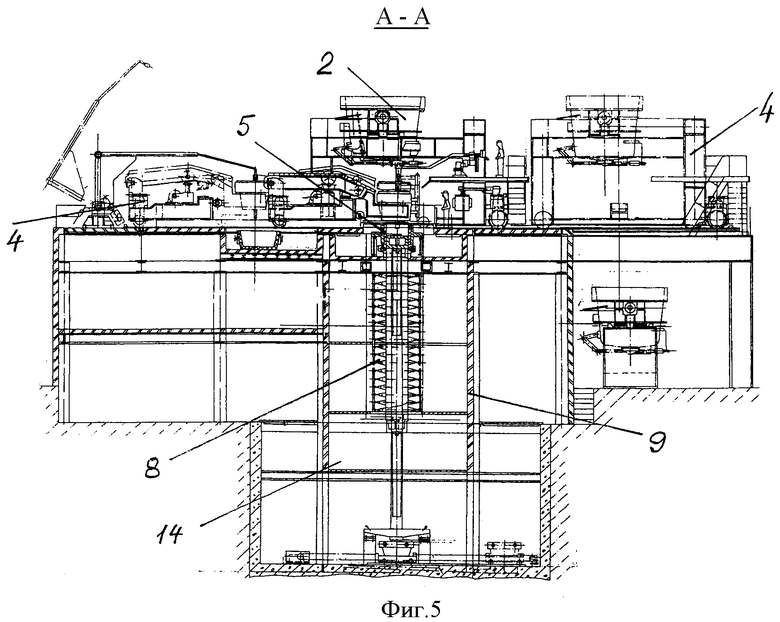
1. Способ полунепрерывного литья заготовок, включающий подачу расплава из стальковша в промковш, далее в вертикальные кристаллизаторы, формирование заготовок, вытягивание заготовок затравкой с заданной скоростью вниз по брусьевым направляющим, вторичное водовоздушное охлаждение в шахте, отличающийся тем, что расплав подают в кристаллизаторы, расположенные в той же шахте, что и вторичное охлаждение, заготовки вытягивают по брусьевым направляющим, расположенным в дополнительной нижней шахте с зазором относительно заготовок, где выдерживают заготовки до их полной кристаллизации, далее расцепляют заготовки с затравкой при нахождении их в нижнем положении и транспортируют заготовки вертикально вверх по технологической оси машины, после того как демонтируют кристаллизаторы, а также разведут в резервные позиции в противоположные стороны друг от друга стальковш и промковш, установленные на откатных тележках, а потом убирают заготовки.
2. Способ по п.1, отличающийся тем, что заготовки вытягивают с помощью двух независимых, обращенных друг к другу механизмов вытягивания, при этом оси заготовок располагают в общей плоскости.
3. Способ по п.1 или 2, отличающийся тем, что всю плавку отливают в одну заготовку диаметром 1000-1300 мм и вытягивают ее механизмами вытягивания, соединенными общей балкой, а работу механизмов вытягивания синхронизируют.
4. Способ по п.1 или 2, отличающийся тем, что отливают и вытягивают по две заготовки диаметром 800-1000 мм, формируют эти заготовки посредством механизмов качания кристаллизаторов, которые закроют защитной плитой перед транспортировкой заготовок вертикально вверх по технологической оси машины.
5. Способ по п.1 или 2, отличающийся тем, что отливают и вытягивают по четыре заготовки диаметром 500÷800 мм, формируют эти заготовки посредством механизмов качания кристаллизаторов, которые закроют защитной плитой перед транспортировкой заготовок вертикально вверх по технологической оси машины.
6. Способ по п.1, отличающийся тем, что заготовки убирают клещевыми захватами или при помощи залитых в них транспортных серег.
7. Машина для полунепрерывного литья заготовок, содержащая стальковш, промковш, для каждого ручья кристаллизаторы, систему вторичного охлаждения, расположенную в шахте, механизм вытягивания заготовок, выполненный в виде каретки с опорами, установленной подвижно на колонне, привод перемещения каретки с контргрузом, затравку, механизм перемещения затравки и брусьевые направляющие, отличающаяся тем, что она снабжена резервными позициями в противоположных друг от друга сторонах, в которых на откатных тележках расположены стальковш и промковш, и дополнительным механизмом вытягивания заготовок, причем кристаллизаторы расположены в той же шахте, что и система вторичного охлаждения, а брусьевые направляющие установлены с зазором относительно заготовок и расположены в дополнительной нижней шахте, при этом каретки и приводы механизмов вытягивания заготовок размещены за пределами шахт и механизмы вытягивания заготовок обращены друг к другу.
8. Машина по п.7, отличающаяся тем, что привод механизмов вытягивания заготовки диаметром 1000÷1300 мм выполнен в виде гидроцилиндров, а два независимых, обращенных друг к другу механизма вытягивания соединены общей балкой.
9. Машина по п.7, отличающаяся тем, что она снабжена механизмами качания кристаллизаторов для заготовок диаметром 500÷800 мм и 800÷1000 мм, расположенными в той же шахте, что и кристаллизаторы, а привод механизмов вытягивания снабжен самотормозящейся червячной парой, причем механизмы качания кристаллизаторов защищены плитами при транспортировании заготовки вверх.
| JP 7144255 А, 06.06.1995 | |||
| МАРЧЕНКО И.К | |||
| Полунепрерывное литье стали | |||
| - М.: Металлургия, 1986, с.208-210 | |||
| Машина полунепрерывного литья металлов | 1979 |
|
SU854568A1 |
| Многоручьевая машина для полунепрерывного литья заготовок | 1988 |
|
SU1622077A1 |

