(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ БУМЛЖРЮЙ ТРУБКИ ДЛЯ ПРОИЗВОДСТВА МУНДШТУКОВ и УСТРОЙСТВО для ОСУЩЕСТВЛЕНИЯ СПОСОБА
ма ж ной трубки для пронзводстда мундштуков, содержащем приспособление для формовайня многослойной бумажной трубки, приспособление для транспортирования и подачи к нему бумажной ленты, перед приспособлением для формования трубки по ходу технологического процесса установлены приспособления для нанесения на бумажную ленту линий ослабленной прочности и приспособления для изгибания ленты вдоль этой линин.
При этом приспособление для нанесения на бумажную ленту линии ослабленной прочностн состоит из установленных одни над другим перфорационных ножей.
Кроме того, устройство содержит приспособление для предварительного изгибания бумажной ленты вдоль линии ослаблеиной прочности, приспособление для нанесения слоя клеящего материала, складывания ленты и вырезания на ней язычков, а также j(aMepy увлажнения и термокамеру.
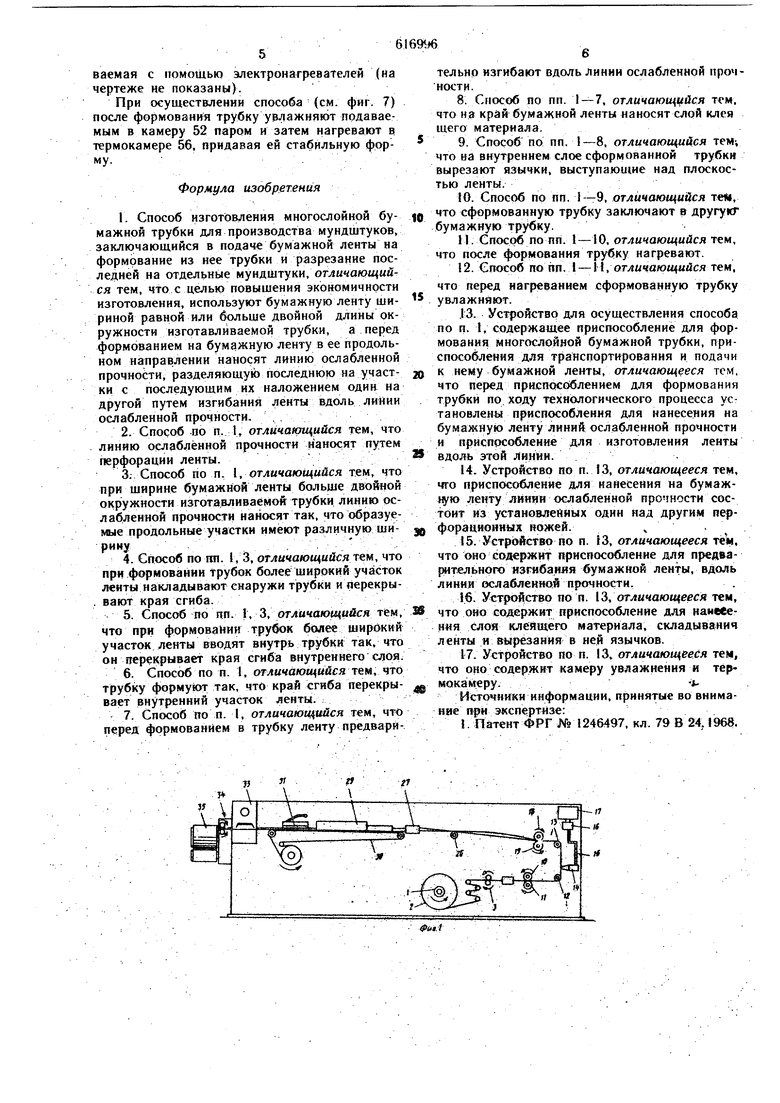
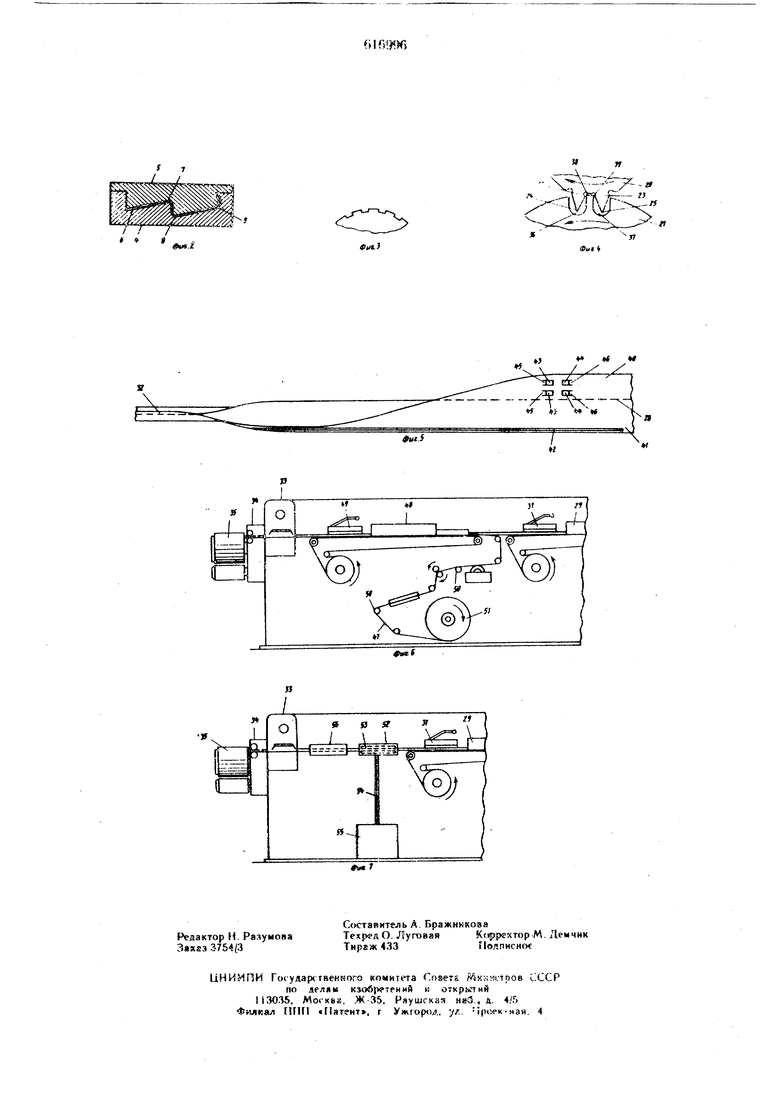
На фиг. I схематически изображено устройство для осуществления предлагаемого способа, общий вид; на фиг. 2 - приспособление для предварительного изгибания бумажной ленты вдоль линии ослабленной прочности; а фиг. 3 - перфорационный но, разрез, в увеличенном масштабе; на фиг. 4 - приспособление для резки и изгиба ленты (в увеличенном масштабе); на фиг. 5 - схема npouiecca формования бумажной ленты, проходящей в устройстве (см. фиг. 1); на фиг. 6 и 7 - варианты выполнения устройства (см. фиг. I), общий вид.
Устройство для осуществления способа изготовления многослойной бумажной трубки для производства мундштуков (см. фиг, 1) содержит установленные по ходу технологического процесса рулонодержатель. 1 бумажной ленты 2, пару валиков 3 для подачи ленты; приспособление для складывания ленты (см. фнг. 2) состоящее из нижней и верхней части 4 н 5, ограничивающих направляющую 6, которая имеет изгнбц 7 и 8, выполняемые в противоположных направлениях, и изгиб 9 для края бумажной ленты 2; приспособление для нанесения на бумажную лейту линий ослабленной прочности, состоящее из перфорациоийого ножа 10 (см. фиг. 3) и режущего валика И, расположенное между роликами 12 к 13 приспособление для нанесения слоя клеящего материала, содержащее распылитель И клея, соединенный через трубопровод 15 и насос 16 с питателем 17, присяосббленне для складывания ленты н резки язычков см. фиг. 4, 5), содержащее валки iS, 19 .с шайбами 20 и 21, при этом в шайбе 20 выполнены нопарио расположенные зубья и 23 с режущими кромками 24 н 25, 11ая| авляющйй ролик для складывания ленты, яриоюсобление 27 дЛя предварительного иэтмбаяия бумажной ленты вдоль линии 28 осла|бл1еяпо41 «рочнйстя, приспособление 29 для формсАатт . трайспортер 30 я механизм 31 для (образования дива 32 на трубке, ножевые приспосббления 33 для резки трубки на отрезки и прнснособлейне для транспортирования последних в виде пары шайб 34 в барабан 35.
Шайба 21 имеет соответствующее числу зубьев 22, 23 шайбы 20 попарно расположенные отверстия 36, 37 с режущими кромками 38, 39. Линия 28 сгиба, образованная перфорационными ножами 10 на лейте, разделяет последнюю на продольные участки 40 н 41. Лента имеет также участок для нанесения полоски 42 клеящего материала и прорези 43, 44, образованные в ней при вырезании язычков 45, 46. С помощью предложенного устройства (см. фиг. 1-5) способ осуществляют следующим образом.
Парой валнков 3 бумажная лента 2 непрерывно подается с рулонодержателя 1 и направляется в приспособление для складывания ленты, где последнюю сгибают с обеих сторон маркировочной линии в изгибах 7 и 8 направляющей 6 и Б изгибе 9.
Затем на ленте перфорационными ножами
10 образуют линию 28 ослабленной прочности, mносят полоску 42 клеящего материала и с помощью распылителя 14 распыляют слой клеящего материала.
При ширине бумажной ленты 2 больше двойной окружности изготавливаемой трубки
ливню 28 Ослабленной прочности наносят так, чт,о образуемые продольные участки 40 И 41 имеют различную ширину.
Далее на более узком участке 40 ленты 2 зубьями 22 и 23 шайбы 20 при. взаимодействии
с шайбой 21 вырезают выступающие над плоскостью ленты язычки 45, 46, которые загибают одновременно в отверстия 36, 37 шайбы 21. Затем более узкий участок 40 ленты накладывают на ее более широкий участок 41 направ ляющим роликом 26 и протягивают ленту через
приспособление 27 для ее предварительного изгибания вдоль линии ослабленной прочности и далее (}юрмируют из ленты трубку, закрепляя ее шов 32 с помощью механизма 31 для его образования.
При формовании трубок более широкий участок ленты накладывают снаружи трубки С перекрыванием края сгиба.
Возможно так же при формовании трубок ш ирокий участок ленты вводить внутрь трубки так, чтобы он перекрыл край сгиба.
Трубку формуют так,. чтобы край сгиба
перекрывал внутренний участок ленты.
При «эсуществленни способа С помощью устройства (см. фиг. 6) формованную бумажную трубку заключают в другую бумажную трубку, образуемую лентой 47.
Для выполнения этой операции устройство снабжено дополнительно приспособлением 48 для формования трубки, механизмом 49 для образования шва на трубке, и валками 50 для подачи леиты 47 с рулонодержателя 51.
Устройство, изображённое на фнг. 7, отличается от устройства, изображенного на фиг. 1, тем, что в нем между механизмом 31 для образования шва и приспособлением 33 для резки трубки есть камера 52 увлажнения с паровым котлом 53, соединенным трубопроводом 54 с
парогенератором 55,н термокамера 56, нагреваемая с помощью злектронагревателей (на чертеже не показаны). При осуществлении способа (см. фиг. 7) после формования трубку урлажняют подаваемым в камеру 52 паром и затем нагревают в термокамере 56, придавая ей стабильную форму... . Формула изобретения 1.Способ изготовления многослойной буМажной трубки для производства муидщтуков, заключающийся в подаче бумажной ленты на формование из нее трубки и разрезание последней на отдельные мундштуки, отлычающмйся тем, что с целью повышения экономичности изготовления, используют бумажную ленту шириной равной или больше двойной длины окружности изготавливаемой трубки, а перед формованием на бумажную ленту в ее продольном направлении наносят линию ослабленной прочности, разделяющую последнюю на участки с последующим их наложением один на другой путем изгибания ленты вдоль линии ослабленной прочности. . 2.Способ по п. 1, отличающийся тем, что линию ослабленной прочности наносят путем перфорации ленты. 3.Способ по п. I, отличающийся ткн, что при щирине бумажной ленты больше двой«ой окр ужности изготавливаемой трубки линию ослабленной прочности наносят так, что образуемые продольные участки имеют различную щирииу4.Способ по пп. I, 3, отличающийся тем, что при формовании Трубок более щирокий участок ленты накладывают снаружи трубки и перекры. вают края сгнба. 5.Способ по тп. I, 3, отличающийся тем, что при формовании более широкий участок ленты вводят внутрь трубки так, что он перекрывает края сгиба внутреннего слоя. 6.Способ по п. I, отлыча(оа4мйея тем, что Tpy6iky формуют так, что край сгиба перекрывает внутренний участок ленты. 7.Способ по п. I, отличающгшся тем, что перед формованием в трубку леиту предварительно изгибают вдоль линии ослабленной прочности. 8.Способ по пп. 1 - 7, oтлuчaющtfйcя тем. что на край бумажной ленты наносят слой клея щего материала. 9.Способ по пп. -8, отличающийся тем-, что на внутреннем слое сформованной трубки вырезают язычки, выступающие над плоскостью ленты. }0. Способ по пп. 1-9, отличающийся те, что сформованную трубку заключают в другукг бумажную трубку. М. Спос(б по пп. I-10, отличающийся тем, что после формования трубку нагревают. 12. Способ по пп I -1, отличающийся тем, что перед иагреванием сформованную трубку увлажняют. ,13. Устройство для осуществления способа по п. 1, содержащее приспособление для формования многослойной бумажной трубки, приспособления для транспортирования и подачи к нему бумажной ленты, отличающееся тем, что перед приспособлением для формования трубки по ходу технологического процесса установлены приспособлення для нанесения на бумажную ленту линий ослабленной прочности и приспособление для изготовления ленты вдоль этой линии.. 14.Устройство по п. 3, отличающееся тем, чго приспособление для нанесения на бумажную ленту линии ослабленной прочности состоит из установлейиых один над другим перфорационных ножей., 15.Устройство до п. 13, отличающееся тем, что оно содержит приспособление для предварительного нзгиба.иля бумажной ленты, вдоль линии ослабленной прочности.. б. Устройство по п. 3, отличающееся тем, что оно содержит приспособление для наиевения слоя клеящего материала, складывания ленты н вырезания в ней язычков. 17. Устройство по п. 13 отличающееся тем, что оно содержит камеру увлажнения и термокамеру,-iКсточингки информации, принятые во внимание при экспертизе: .Патент ФРГ № 1246497, кл. 79 В 24,1968.
г
cr
«ut.l
Фиг
