Изобретение относится к способу изготовления перемычек гибких печатных плат с применением рулонной технологии. Способ, предлагаемый в изобретении, в частности, применим для изготовления плат, содержащих антенны для радиочастотной идентификации РЧИ (RFID).
Предпосылки изобретения
В антеннах РЧИ и других проводящих рисунках, нанесенных на печатные платы, часто возникает необходимость электрически соединять с помощью так называемых перемычек проводящие участки, между которыми имеются другие проводящие участки, которые не должны иметь электрического контакта с перемычкой или через перемычку.
Типичным применением изобретения является рамочная антенна РЧИ, в которой ее оба конца должны быть связаны с выводами маленького микрочипа. В антенне, сделанной в планарной конфигурации из металлической фольги, размещенной на подложке, один конец остается внутри рамки, а другой снаружи. Микрочип имеет столь малые размеры, что расстояние между концами антенной рамки на порядок больше расстояния между выводами микрочипа. В этом случае необходима перемычка, пересекающая рамку и обеспечивающая электрическое соединение одного конца плоской антенной рамки через другие витки антенной рамки так, чтобы была возможность соединения выводов маленького микрочипа со структурой, образованной самой антенной рамкой и перемычкой снаружи или обычно внутри рамки. Приведенное ниже описание относится к указанному типичному применению, но предложенный способ применим также и для других случаев.
Уровень техники и постановка задачи
В настоящее время известны два способа выполнения вышеуказанных перемычек. В соответствии с первым способом, на витки проводников или на другие участки, которые необходимо пересечь, наносят отверждаемый изоляционный лак. На изоляционный лак с использованием затвердевающей печатной краски наносят проводящий рисунок большей длины, выходящий за участки, подлежащие соединению. Специальная проводящая печатная краска, содержащая серебро, очень дорога, и, кроме того, ее электрическая проводимость существенно ниже по сравнению с фольгой, что увеличивает сопротивление перемычки. Механическая прочность такой структуры также сравнительно мала. В соответствии со вторым способом, выполняют из фольги проводящий рисунок также на задней стороне подложки (в настоящее время такой рисунок выполняют путем травления ламината, покрытого фольгой с обеих сторон). Направленные друг к другу проводящие рисунки на разных сторонах подложки (на одной стороне действительная антенна, на другой перемычка) связывают через подложку посредством так называемых обжимных соединений. Изготовление проводящих рисунков на обеих сторонах подложки заметно увеличивает стоимость, а обжимные соединения выполняют механическим путем с помощью пробивного штампа, требующего индивидуальной настройки для каждой модели антенны, при этом он является чувствительным и дорогостоящим устройством. Кроме того, в случае ламината такого типа, в конечном изделии требуется наличие еще одного дополнительного защитного слоя, делающего перемычку невидимой и предотвращающего ее повреждение.
Из известных публикаций патентов можно упомянуть документы DE 10052517 A1, US 6549176 B2 и JP 2001326517А, в которых описано использование выреза в виде полоскового язычка, проходящего через всю подложку. В этом случае перемычку формируют путем отгибания проводящего слоя и подложки, для чего в подложке на отдельном этапе технологического процесса выполняют отверстия или прорези, точно совмещенные с проводящим рисунком. Поскольку подложку также отгибают, отогнутый элемент отличается значительной толщиной и твердостью, в связи с чем для захвата отгибаемой части требуется мощное оборудование, использование которого крайне затруднительно, особенно при высокой производительности рулонной технологии. Кроме того, при изменении модели антенны всегда необходима точная настройка оборудования в соответствии с местами расположения на ленте указанных сгибов. После сгибания электрически соединенные поверхности расположены неудобно между двумя слоями подложки, что не позволяет использовать преимущества многих приемов, применяемых в рулонной технологии, например точечную сварку ультразвуком и лазером. С точки зрения конечного изделия двойная толщина печатной платы, обусловленная такой перемычкой, создает значительные трудности и во многих случаях, например в смарт-картах, недопустима. Более того, наличие отверстия, образованного в подложке у перемычки, нежелательно и его нельзя оставить на поверхности конечного изделия, что требует наличия дополнительного защитного слоя. Наряду с этим, наличие отверстий снижает надежность и срок службы конечного изделия, в том случае, если при использовании изделия его сгибают.
В патенте US 7071422 В2 описан способ, в котором не закрепленный на подложке полосковый язычок пропускают через выполненные в подложке створчатые отверстия, вначале на заднюю сторону и затем обратно на сторону проводников и, в конечном счете, к выводам микрочипа. В публикации не описано, как можно изготовить полосковый язычок и как пропустить указанным образом через отверстия тонкий язычок, крайне чувствительный к механическим воздействиям, при массовом производстве с использованием рулонной технологии. Даже в лабораторных условиях выполнение створчатых отверстий и пропускание через них фольги без ее обрыва или хотя бы без загибов является очень сложной и длительной операцией. С точки зрения конечного изделия наличие проводящего полоскового язычка на задней стороне подложки и створчатых отверстий в подложке требует дополнительного защитного слоя, и, кроме того, такие отверстия снижают надежность и срок службы конечного изделия, в случае, если изделие сгибают в ходе применения.
В патенте заявителя FI 121592 В описан способ, в котором использовано выборочное ламинирование, то есть склеивание подложки и металлической фольги по рисунку, в соответствии с которым на металлическую фольгу после выборочного ламинирования наносят рисунок в желаемом виде. В соответствии с этим способом легко изготовить участок рисунка из фольги, не закрепленный на подложке, допускающий сворачивание, изгибание и скручивание для получения различных вариантов перемычек. Однако в упомянутых публикациях не описаны какие-либо решения для промышленного применения, а также неизвестны примеры использования подобных решений, посредством которых возможно изготовление перемычек с использованием не связанных с подложкой проводящих рисунков из фольги подобного типа. Это непростая задача, поскольку используемая металлическая фольга, как правило, тонкая и ее легко повредить, тогда как обычно число перемычек на квадратный метр исчисляется сотнями, а технологический процесс предусматривает частое и, желательно, непрерывное перемещение ленты от барабана к барабану. Таким образом, задачей изобретения является решение этой проблемы, то есть разработка способа изготовления электрических перемычек, пригодных для массового производства по рулонной технологии, предусматривающего использование участков проводящего рисунка из фольги, не связанных с подложкой.
Сущность изобретения
Посредством предложенного способа перемычку выполняют на той же стороне подложки, где расположен действительный проводящий рисунок, или на другой стороне, при этом ее основная часть образована полосковым язычком из фольги, закрепленным на действительном проводящем рисунке, но не связанным с подложкой. Это обеспечивает существенное преимущество, поскольку перемычка не требует дополнительного материала, так как ее выполняют из той части фольги, которая в ином случае была бы удалена с ленты в виде отходов производства или материала подлежащего переработке. Другим важным преимуществом является то, что благодаря креплению одним концом к действительному проводящему рисунку полосковый язычок, вырезанный для перемычки, оказывается в точно заданном положении, что устраняет необходимость в перемещении или позиционировании отдельных мелких деталей.
Если перемычка изготовлена в соответствии со способом, предложенным в изобретении, на той же стороне, что и действительный проводящий рисунок, она обладает достоинствами используемых в настоящее время перемычек, выполненных с применением обжимных соединений, и перемычек, нанесенных печатным способом, и лишена их недостатков. С одной стороны, на задней стороне ламината отсутствуют проводящие элементы, там, где на задней стороне не должно быть никаких проводящих рисунков, и, кроме того, отсутствует необходимость в наличии на задней стороне конечного изделия дополнительных защитных слоев, что способствует значительному снижению стоимости. С другой стороны, фольга намного дешевле, имеет более длительный срок службы и лучшую электропроводность по сравнению с печатной краской, в связи с чем перемычка, изготовленная предложенным способом, дешевле, имеет более длительный срок службы и более высокую электрическую проводимость. В отличие от способов, описанных в публикациях D1-D3, в соответствии с предложенным способом можно согнуть только одну фольгу, без захвата полосковых язычков, и, что очень важно, изготовление перемычек для различных схем возможно без перенастройки оборудования для сгибания.
Если перемычка изготовлена в соответствии со способом, предложенным в изобретении, не на стороне действительного проводящего рисунка, то по сравнению с вариантом, в котором перемычка изготовлена на стороне рисунка, такое решение имеет преимущество, заключающееся в том, что подложка выполняет функции изоляции и отдельная изоляция не требуется. К недостаткам относится тот факт, что в подложке необходимо выполнять отверстие, через которое пропускают полосковый язычок на другую сторону подложки, и то, что такое электрическое соединение требует либо наличия соединительного элемента, проходящего через подложку, например, в виде обжимного соединения, либо выполнения отверстия в подложке также на другом конце перемычки. Вариант с перемычкой, загибаемой на другую сторону, делает возможным также изготовление многослойной печатной платы и выполнение соединений через край печатной платы, например, с земляным слоем или слоем питания на задней стороне.
Возможно также выполнение загнутой через край полоски, например, таким образом, что на вводе выполняют в подложке откидную створку или даже отдельный элемент, который отгибают с помощью валика с одновременным воздействием на полосковый язычок дутьем или всасыванием через зазор, оставшийся с краю створки, причем возможен возврат язычка на место или полное вырезание, в результате чего образуется отверстие. Створка может иметь перфорацию на краю сгиба или могут быть предусмотрены разрывы, и тонкие полосковые язычки действуют в месте изгиба как шарниры. Далее отгибание створки и язычка могут осуществить путем всасывания и/или дутья на том же этапе технологического процесса. Способ, раскрытый в вышеупомянутом патенте FI 121592, необходимо дополнить указанным изготовлением отверстий или створок для ввода на подложке. При этом использование всасывания или дутья, как описано выше, позволяет также изготавливать перемычки или вводы, проходящие через подложку, без применения отдельно установленного оборудования для сгибания перемычек. Сгибание может быть выполнено только за счет всасывания или дутья, поскольку изготовленный лазером неприклеенный полосковый язычок, выполненный способом, предложенным в патенте FI 121592 B, однозначно не связан с подложкой в отличие от язычка, изготавливаемого на механическом оборудовании, который обычно закреплен на подложке. Способ, описанный в патенте US 7071422 B2, не позволяет изготавливать печатные платы с использованием рулонной технологии без программирования оборудования для изготовления створок и полосковых язычков отдельно для каждой модели печатной платы.
Следует отметить, что обычно полоска, загнутая через край, повернута иным образом, чем полоска, находящаяся наверху, то есть ее нижняя поверхность обращена к подложке. На верхней поверхности отогнутая полоска повернута исходной верхней поверхностью вниз, поэтому электрический контакт выполняют между двумя исходными верхними поверхностями. При этом незакрепленный полосковый язычок печатной платы, изготовленный в соответствии со способом, описанным в патенте FI 121592 B, рассмотренным выше, не имеет опасного клея на задней поверхности, и также возможно изготовить на обеих сторонах одинаковую фольгу. Возможно также изготовление многослойной печатной платы путем загибания полосок на другую сторону и последующего формирования рисунка также на задней стороне, например, с использованием способа, предложенного в патенте FI 121592 B.
С точки зрения экономической эффективности и возможности промышленного применения способ изготовления перемычек должен обеспечивать обработку большого числа язычков из тонкой и легко повреждаемой металлической фольги на площади поверхности ламината в единицу времени и он должен быть пригоден для применения в рулонной технологии, главным образом, и наиболее предпочтительно при непрерывном движении ленты. Это означает, что нужно избегать технических решений, требующих захвата полосковых язычков из фольги, поскольку такие решения нуждаются в большом числе быстродействующих захватывающих устройств, адаптируемых к изменению положения антенны, что может привести к повреждению и даже обрыву полосковых язычков из тонкой металлической фольги при их захвате. С другой стороны, следует отдать предпочтение решениям, позволяющим использовать для выполнения операций с полосковыми язычками, а именно для изготовления перемычек, движение ленты, то есть ламината, содержащего проводящие рисунки. Именно указанные исходные принципы лежат в основе способа, предложенного в изобретении.
Ниже со ссылками на прилагаемые чертежи описаны предпочтительные варианты реализации изобретения.
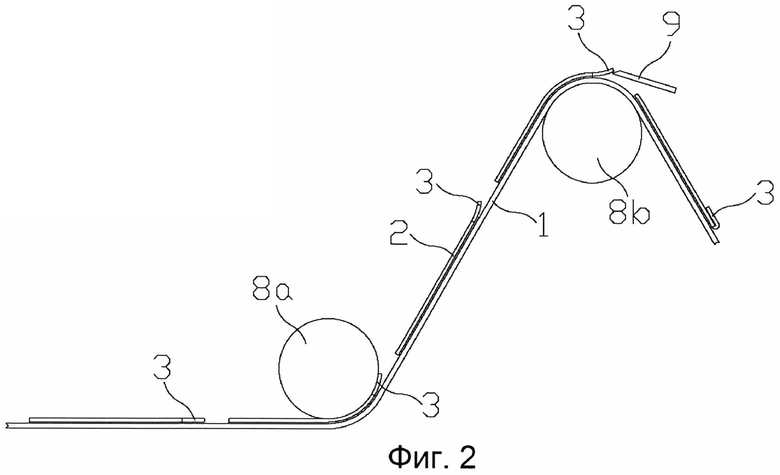
На фиг.1 показаны виды сбоку и сверху изделия на разных этапах его изготовления в соответствии с первым вариантом реализации предложенного способа.
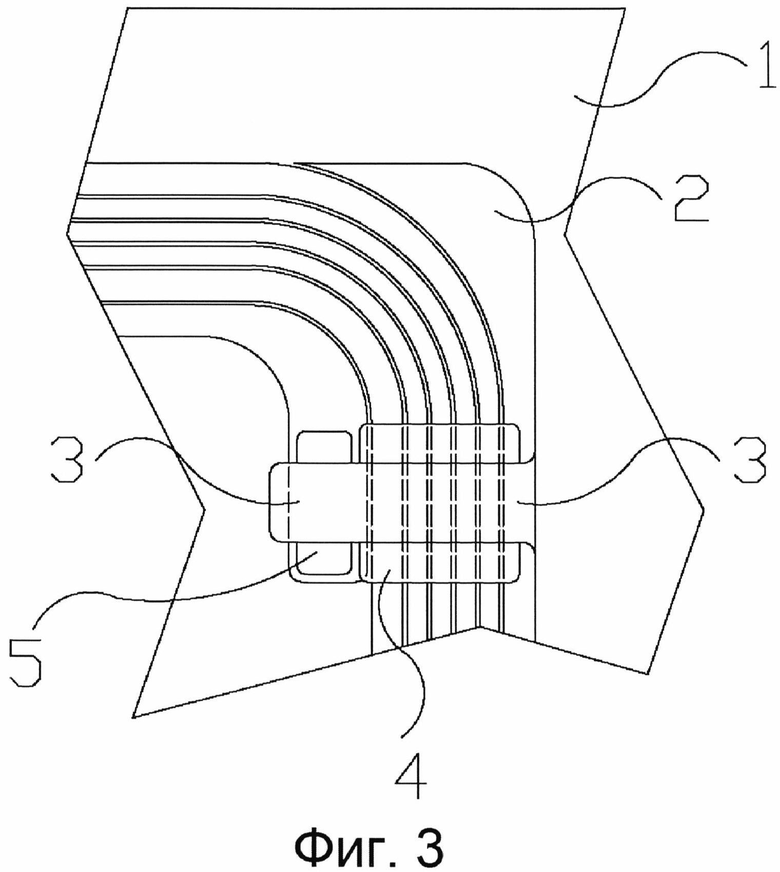
На фиг.2 показан вид сбоку изделия на разных этапах его изготовления в соответствии со вторым вариантом реализации способа.
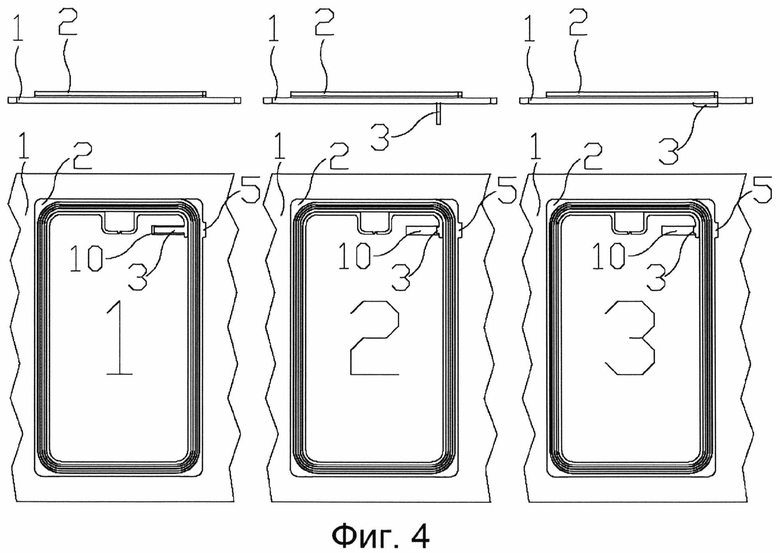
На фиг.3 показана готовая перемычка, выполненная в соответствии с изобретением.
На фиг.4 показаны этапы изготовления в соответствии с третьим вариантом реализации способа, в котором перемычку загибают через подложку.
Простейшая реализация способа и устройства достигается, когда проводящие рисунки с полосковыми язычками спроектированы и расположены на ленте так, что язычки и их перемещение при сгибании параллельны перемещению ленты, как показано на фиг.1 или 2. Кроме того, движение ленты используется наилучшим образом, если свободные концы язычков 3 направлены в сторону движения, то есть вперед. Как правило, например, в случае рамочной антенны РЧИ разработка и позиционирование проводящих рисунков и полосковых язычков из фольги указанным образом не вызывает трудностей.
Испытания, проведенные с реальными проводящими рисунками с полосковыми язычками из фольги, показали, что язычок, не закрепленный на подложке, управляемым образом изменяет свое положение в ответ на соответствующим образом рассчитанное всасывающее воздействие, когда ламинат с проводящим рисунком проходит под всасывающим соплом так, что при движении ленты первым проходит свободный конец язычка из фольги. Этот принцип показан на фиг.1. При этом очевидно, что с точки зрения указанного явления не имеет значения, какая часть (лента или сопло) движется и какая остается на месте. Когда свободный конец полоскового язычка приближается к всасывающему соплу, он начинает подниматься с подложки и изгибается и/или складывается относительно своего края, закрепленного на проводящем рисунке, связанном с подложкой. Пока продолжается относительное перемещение ламината и всасывающего сопла, свободный конец полоскового язычка из фольги постоянно направлен под большим или меньшим углом в сторону всасывающего сопла, в результате чего язычок, как показано на фиг.1, поворачивается на угол вплоть до 180 градусов. При необходимости окончательный загиб и прижим язычка могут выполнить с помощью валика, какого-либо другого механического пресса или, например, с использованием дутьевой головки. При соответствующем расчете и размещении действительных проводящих рисунков и полосковых язычков, закрепленных на них с одного края, возможен управляемый загиб язычка для выполнения пересечения желаемых участков проводящего рисунка. Этот вариант очень легко реализовать даже со стационарными исполнительными устройствами при непрерывно движущейся ленте, при условии, что она перемещается таким образом, что свободные концы полосковых язычков из фольги направлены в сторону движения.
Однако, если движение ленты происходит периодически, этот вариант позволяет также легко обеспечить управляемое сгибание язычков в других направлениях. Сгибание упрощается, если все язычки имеют одинаковое направление, и при сгибании лента неподвижна.
Возможно также управление потоком воздуха во всасывающем и дутьевом соплах, включаемых и выключаемых в необходимые моменты времени, при этом всасывание происходит на маленьком участке и в желаемом направлении. Далее, возможно сгибание соответствующим образом, как показано на фиг.1, но на нескольких последовательных этапах процесса с различными соплами так, что положения сопел по отношению к язычку соответствуют показанным на фиг.1 для различных этапов. Далее, возможно сгибание язычка перпендикулярно направлению движения ленты с помощью всасывающего и/или дутьевого сопла, при этом сопло включают на время, когда язычок находится в надлежащем положении относительно сопла, и всасывание или дутье прекращают до того как язычок выйдет из зоны действия сопла, чтобы не согнуть его окончательно под воздействием заднего фронта воздушного потока. Однако при промышленном производстве с использованием рулонной технологии обычно удается расположить все перемычки в направлении движения ленты.
В примере, показанном на фиг.1, на поверхности подложки 1 ленты выполнен проводящий рисунок 2. Участок проводящего рисунка 2 оставлен незакрепленным на подложке 1 так, что на этапе 1 полосковый язычок, обозначенный номером позиции 3, не закреплен и соединен с проводящим рисунком 2 только одной стороной. Перед загибом язычка 3 для создания перемычки на участке, остающемся под язычком, выполняют изоляцию 4, покрывающую, по меньшей мере, проводящие рисунки, остающиеся под перемычкой, которые не должны иметь электрического контакта с перемычкой. Возможно также нанесение изоляции на полосковый язычок или ее выполняют в виде отдельного элемента, размещаемого между язычком и участками проводящего рисунка, которые необходимо изолировать от язычка.
При перемещении ленты полосковый язычок поднимается после прохождения под всасывающим соплом 6, то есть язычок 3 тянется к соплу 6 под действием потока воздуха. При дальнейшем движении ленты вперед (или при движении сопла) полосковый язычок вначале поднимается на этапе 3 и в конце на этапе 4 загибается назад на угол, превышающий 90 градусов относительно своего исходного положения. На этапе 5 показан окончательный загиб язычка и его фиксация с помощью прижимного ролика 7. Вместо прижимного ролика возможно применение щелевого сопла для выполнения дутья вдоль поверхности ленты, щетки или другого подходящего устройства.
В конечном положении полосковый язычок 3 вытянут вдоль всей изоляции 4 на контактном участке 5.
В процессе производства с использованием рулонной технологии также легко осуществлять изгибание ламината с проводящими рисунками с помощью валика, как показано на фиг.2. Если полосковые язычки параллельны направлению перемещения ленты и ленту загибают с помощью поперечного валика 8a или подобного устройства так, что сторона рисунка обращена к поверхности валика, изгибание ламината естественным образом приводит к подъему концов полосковых язычков 3 из фольги, отводя их от подложки 1. Когда подложка 1 снова выпрямляется после вращающегося валика, силы, стремящиеся отгибать язычки, не закрепленные на подложке, исчезают, но язычки остаются в отогнутом положении. Аналогичным образом, когда ленту изгибают так, что подложка 1 обращена к поверхности валика 8b, изгибание ламината естественным образом поднимает язычки 3 от поверхности подложки 1. Проводящий рисунок 2, закрепленный на подложке 1, следует за подложкой при ее изгибании вокруг валика, но при этом отсутствуют силы, стремящиеся отогнуть язычок 3, не закрепленный на подложке 1. Если полосковый язычок 3 выполнен таким образом, что он отделяется от поверхности подложки 1, его отгибание легко продолжить, например, с помощью струи воздуха или воздушного ножа, всасывающего устройства, валика, мягкой вращающейся щетки, различного рода механических нажимных устройств или подобных средств. Гибкую тонкую фольгу также можно легко отогнуть от подложки с помощью электростатической силы. На фиг.2 показано отгибание язычков из полоски фольги с использованием двух валиков и механического отгибающего устройства 9. Этот принцип применим также в системе с одним валиком или подобным сгибающим элементом и очень удобен для работы с непрерывно движущейся лентой.
Для отгибания от подложки полосковых язычков из фольги возможно также использование отверстий, выполненных в соответствующих местах подложки. Через отверстия, например, пропускают струю воздуха или механическое нажимное приспособление, воздействующее на поверхности полосковых язычков и отгибающее или отводящее язычки от подложки. Возможно также использование механических средств, проникающих в подложку, в этом случае нет необходимости в предварительно выполненных отверстиях. Для полосковых язычков из фольги, таким образом, легко обеспечить такое расположение относительно подложки, чтобы было удобно продолжить их отгибание, например, рассмотренными выше способами. Проход через подложку не является целью, но может обеспечить преимущества, особенно в случае, когда полосковые язычки недостаточно хорошо отделены от подложки, например, если приклеивание или разрезание рисунков приводит к склеиванию язычков с подложкой. Для осуществления сгибания полосковых язычков из фольги на ровной ленте или сгибания ленты при прохождении через валик или подобное устройство возможны различные сочетания рассмотренных выше принципов и вариантов.
На фиг.4 показаны этапы изготовления перемычки, выполненной на другой стороне подложки. На этапе 1 полосковый язычок 3 находится в исходном положении над отверстием, вырезанным в подложке. Выполнение отверстия 10 возможно перед приклеиванием фольги к основанию, а полосковый язычок вырезают лазером перед изгибанием. На этапе 2 полосковый язычок отгибают под подложку, например, с помощью всасывания или дутья. На этапе 3 конец полоскового язычка подсоединяют к соединительному участку 5, например, с помощью обжимного соединения или, например, путем склеивания или точечной сваркой через другое отверстие, сделанное в подложке.
С учетом всего процесса изготовления проводящих рисунков и перемычек, возможно целесообразно изготовить полосковые язычки из фольги, не закрепленные на подложке, так, чтобы они первоначально и, возможно, до момента сгибания были размещены в других местах, не на стороне, вокруг которой их изгибают, закрепленными на том же или соседнем проводящем рисунке или на другом участке фольги, связанном с подложкой. В этом случае они могут, например, значительно лучше выдерживать удаление с подложки других участков фольги.
Учитывая сгибание полосковых язычков из фольги, возможно целесообразно придать язычку такую форму, чтобы его длина и/или форма отличались от требуемой длины и/или формы электрической перемычки. При необходимости формирование такого язычка возможно даже после сгибания, например, путем удаление лишнего участка, выполненного на конце язычка для упрощения сгибания. В некоторых случаях возможно автоматическое удаление таких избыточных участков полоскового язычка в ходе дальнейших этапов технологического процесса, например на этапах штампования на ламинате проводящего рисунка.
Предпочтительным вариантом осуществления предложенного способа является выполнение перемычки антенной рамки метки РЧИ путем отгибания наружу изнутри рамки. В этом случае язычок изготавливают из металлической фольги, остающейся внутри рамки, которую в обычном случае удаляют. Могут изготовить длинный полосковый язычок, а лишнюю часть, остающуюся в таком случае после выполнения перемычки, удалить одновременно с вырезанием метки из ленты. Возможно приклеивание лишней части язычка к ленте за пределами метки, что позволяет избежать появления незакрепленных обрезков.
Следует отметить, что представленные чертежи выполнены без соблюдения масштаба, в частности это относится к толщине слоев материала, которая показана значительно большей, чем в реальности.
Описанные выше варианты изобретения и их сочетания позволяют легко осуществлять загибание не закрепленных на подложке полосковых язычков из фольги контролируемым и подходящим для массового производства по рулонной технологии образом, над проводящим рисунком и/или через проводящий рисунок, закрепленный на действительной подложке. Кроме того, обеспечено предотвращение электрического контакта между загнутыми язычками и теми участками проводящего рисунка, остающегося под ними, которые не должны иметь электрического контакта с язычками. С другой стороны, обеспечен электрический контакт загнутых язычков с теми участками проводящего рисунка под ними, с которыми такой контакт необходим. Кроме того, предусмотрено, что загнутые язычки остаются на месте и выдерживают обработку ламината на последующих этапах.
Возможно электрическое соединение одного и того же полоскового язычка с несколькими контактными участками между или рядом с электрически изолированными участками. Например, один полосковый язычок позволяет создать две последовательные перемычки, проходящие через участки, защищенные изоляцией. Альтернативно, возможно выполнение по меньшей мере двух параллельных контактов в одной перемычке, позволяющих отвести от перемычки два отдельных проводника. Кроме того, возможно выполнение перемычки, например, в форме петли или U-образной формы. Форма перемычки ограничена технологическими возможностями. Предпочтительно используемая лазерная резка позволяет получать перемычки практически любой формы. В конечном счете вырезают перемычку желаемой формы, посредством чего с помощью одного загнутого язычка можно осуществить несколько различных соединений.
Для предотвращения электрических контактов перед загибом полоскового язычка на верхнюю поверхность участков проводящих рисунков, которые необходимо пересечь, и/или на нижнюю поверхность полоскового язычка из фольги могут нанести изоляционный слой путем прессования или печати. В простейшем случае возможно изготовление изоляционного слоя из того же изоляционного клея, который используют для крепления подложки проводящих рисунков, причем этот же материал обеспечивает естественно надежную фиксацию на месте загнутого язычка. Возможно также применение другого изоляционного слоя, например, в виде нанесенного прессованием или печатью изоляционного лака, куска изолирующей ленты или двухсторонней изоленты и других подобных материалов, при условии что изоляционный слой формируют до загиба полоскового язычка из фольги. В качестве изоляции возможно также применение самоклеящейся этикетки или любой другой структуры, обеспечивающей электрическую изоляцию и остающейся на месте на этапах процесса изготовления. Очевидно также, что существует возможность обеспечения изоляции верхней поверхности язычка до его сгибания или даже до вырезания язычка для придания ему окончательной формы. Предпочтительными видами изоляции являются, например, краски или лаки, клеевая масса, включая термореактивный клей, тонкая или пленочная изоляция. Возможно приклеивание тонкой изоляции, например, путем пропитывания ее клеем. Если используют клей, активируемый при нагревании, возможно закрепление перемычки одновременно с нанесением на схему окончательной защиты, например, при изготовлении смарт-карты.
Электрический контакт может быть получен, например, с помощью изотропной или анизотропной проводящей ленты или клея, широко используемого для фиксации микрочипов, или другого клея с достаточной электропроводностью. Поскольку проводящее соединение требуется только на одном конце перемычки и поскольку проводимость полоскового язычка столь же высока, как у самого проводящего рисунка, соединение должно иметь сравнительно небольшую электрическую проводимость. С другой стороны, если необходимая электрическая изоляция выполнена до установки язычка на место, появляется возможность крепления полоскового язычка с помощью проводящего клея или подобного средства, захватывающего большую площадь, чем площадка, предназначенная только для электрического соединения, то есть также на изоляционном слое. Возможно также выполнение электрического соединения другими известными способами, например с помощью обжимного соединения, значительно более легкого для осуществления и более надежного, так как соединяемые элементы фольги находятся напротив друг друга, а не на разных сторонах подложки. Во-вторых, использование обжимного соединения обеспечивает также электрический контакт через изоляционный слой из клея или лака, что позволяет наносить их путем прессования или печати на большей площади, включающей в себя также электрический контакт. Возможно также получение электрического контакта с помощью лазерной точечной сварки, ультразвуковой сварки и других видов сварки или пайки.
Защита перемычки, образованной загнутым полосковым язычком, может быть, предпочтительно, выполнена путем нанесения поверх нее слоя, например, образованного клеящейся этикеткой или лаком. Слой, нанесенный сверху, используют также для закрепления полоскового язычка, в этом случае не требуется наличия клея или другого связывающего средства под язычком.
Прессование или печать клеящих средств или лаков, размещение различного рода кусков ленты, а также выполнение обжимных соединений или других электропроводящих соединений контролируют оборудованием, применяемым при массовом производстве по рулонной технологии. Сочетание этих и других рассмотренных выше различных технических решений, обеспечивающих простое управляемое сгибание не закрепленных на подложке полосковых язычков из фольги на проводящий рисунок и/или через проводящий рисунок, связанный с подложкой, позволяет получить способ изготовления электрических перемычек, отвечающий требованиям массового производства по рулонной технологии, позволяющий изготавливать при оптимальных затратах надежные перемычки с высокой электропроводностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2009 |
|
RU2458492C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТЫ С МЕЖКОМПОНЕНТНЫМИ СОЕДИНЕНИЯМИ | 2012 |
|
RU2587810C2 |
| СПОСОБЫ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ЛАМИНИРОВАННЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ СТРУЙНОЙ ПЕЧАТИ | 2018 |
|
RU2753963C1 |
| ЕМКОСТНОЙ ПРЕОБРАЗОВАТЕЛЬ, ПОЛУЧЕННЫЙ МИКРООБРАБОТКОЙ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2627062C2 |
| Пленочная обмотка высоковольтного тран-СфОРМАТОРА и СпОСОб EE изгОТОВлЕНия | 1979 |
|
SU849316A1 |
| ЕМКОСТНОЙ ПРЕОБРАЗОВАТЕЛЬ, ПОЛУЧЕННЫЙ МИКРООБРАБОТКОЙ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2618731C2 |
| Способ изготовления пленочной обмотки | 1981 |
|
SU1005201A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОПРОВОДЯЩИХ РИСУНКОВ НА ПОДЛОЖКАХ | 2016 |
|
RU2721003C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДЯЩЕЙ СХЕМЫ НА ПОДЛОЖКЕ, ПРОВОДЯЩАЯ СХЕМА НА ПОДЛОЖКЕ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОЙ ПРОВОДЯЩЕЙ СХЕМЫ | 1993 |
|
RU2138930C1 |
Изобретение относится к способу изготовления перемычек гибких печатных плат с применением рулонной технологии. Способ, предлагаемый в изобретении, в частности, применим для изготовления плат, содержащих антенны для радиочастотной идентификации РЧИ (RFID). Технический результат - разработка способа изготовления электрических перемычек, пригодного для массового производства по рулонной технологии, предусматривающего использование участков проводящего рисунка из фольги, не связанных с подложкой, в точно заданном положении, что устраняет необходимость в перемещении или позиционировании отдельных мелких деталей. Достигается тем, что в способе изготовления по рулонной технологии электрических перемычек на подложку (1) из электроизоляционного материала наносят проводящий рисунок (2) из электропроводящего материала, например из металлической фольги, при этом, по меньшей мере, один полосковый язычок (3), выполненный из указанного электропроводящего материала, не закрепленный на подложке и одной своей стороной связанный с проводящим рисунком (2), загибают на участок проводящего рисунка (2), подлежащий электрической изоляции от указанного полоскового язычка (3), и указанный полосковый язычок (3) электрически соединяют с заданным другим участком (5) проводящего рисунка (2). 2 н.п. и 10 з.п. ф-лы, 4 ил.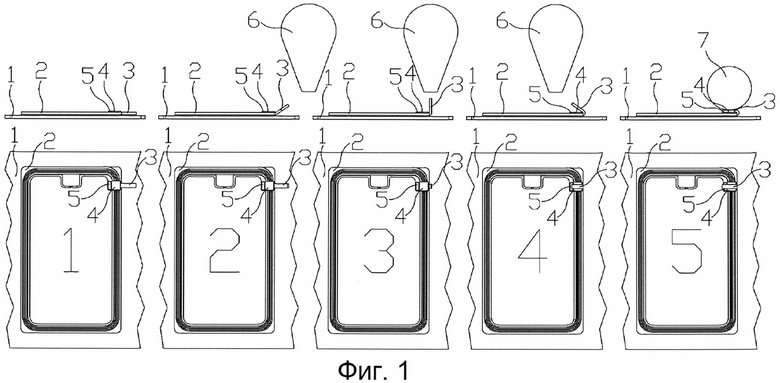
1. Способ изготовления по рулонной технологии электрических перемычек или вводов, в котором на подложку (1) из электроизоляционного материала наносят проводящий рисунок (2) из электропроводящего материала, например, из металлической фольги, отличающийся тем, что, по меньшей мере, один полосковый язычок (3), выполненный из указанного электропроводящего материала, не закрепленный на подложке и одной своей стороной связанный с проводящим рисунком (2), загибают на участок проводящего рисунка (2), подлежащий электрической изоляции от указанного полоскового язычка (3), и указанный полосковый язычок (3) электрически соединяют с заданным другим участком (5) проводящего рисунка (2).
2. Способ по п. 1, отличающийся тем, что указанный полосковый язычок отгибают на проводящий рисунок (2) на той же стороне подложки (1), причем до отгибания полоскового язычка (3) между проводящим рисунком (2) и полосковым язычком (3) выполняют электрическую изоляцию посредством материала или обработки, например, путем печати на указанном участке (4) изоляционного лака или клея.
3. Способ по любому из пп. 1 или 2, отличающийся тем, что перед сгибанием полосковый язычок (3) прикреплен к тому же проводящему рисунку также в месте, расположенном не на той стороне, вокруг которой его загибают, или он закреплен на соседнем проводящем рисунке, или на другом участке фольги, связанном с подложкой, или непосредственно на подложке, при этом перед загибанием полосковый язычок (3) отсоединяют или его отсоединяют при загибании в месте, расположенном не на той стороне, вокруг которой его загибают.
4. Способ по п. 1, отличающийся тем, что форму и размер полоскового язычка (3) выбирают так, чтобы они подходили для загибания, при этом предусматривают возможность придания язычку формы даже после выполнения загибания на отдельном этапе или в ходе последующей обработки.
5. Способ по п. 1, отличающийся тем, что полосковые язычки всех рисунков, имеющихся сверху подложки, располагают, по меньшей мере, параллельно друг другу и, предпочтительно, параллельно направлению движения ленты на технологической линии, при этом движение ленты используют для загибания полосковых язычков.
6. Способ по п. 1, отличающийся тем, что загибание полоскового язычка (3) осуществляют с применением, например, всасывания, дутья, щетки, изгибания ламината при движении вокруг валика, нажима на полосковый язычок валиком, стержнем, пружиной или путем сочетания перечисленных средств.
7. Способ по п. 1, отличающийся тем, что электрическую изоляцию (4) между загнутым полосковым язычком и находящимися под ним проводниками выполняют путем печати на требуемых участках изоляционного лака или изоляционного клея, причем предусматривают возможность использования указанной изоляции для крепления полоскового язычка (3) к находящимся под ним участкам.
8. Способ по п. 1, отличающийся тем, что полосковый язычок (3) соединяют с подлежащим соединению участком (5) посредством изотропного или анизотропного электропроводящего клея, пасты или ленты, обеспечивающих при необходимости также возможность закрепления полоскового язычка на изоляции (4), нанесенной на участки, которые пересекает перемычка.
9. Способ по п. 1, отличающийся тем, что после сгибания полосковый язычок (3) электрически соединяют с другим предварительно заданным участком (5) проводящего рисунка посредством точечной сварки, например, лазером или ультразвуком или посредством обжимного соединения.
10. Способ по п. 9, отличающийся тем, что изоляцией также покрывают подлежащие соединению участки (5) и полосковый язычок (3) соединяют с подлежащим соединению участком (5) так, что указанное соединение проходит сквозь изоляцию проводящих рисунков или изоляционную подложку.
11. Способ по п. 1, отличающийся тем, что готовую перемычку покрывают защитным слоем, например, лаком или клейкой этикеткой, обеспечивающей фиксацию перемычки и, при необходимости, предотвращающей прилипание материалов, используемых в перемычке, на задней поверхности ламината при сматывании ламината в рулон.
12. Электрическая перемычка рамочной антенны метки РЧИ, изготовленная способом по любому из пп. 1-11, в которой полосковый язычок (3) перемычки выполнен из фольги центрального участка антенной рамки, отогнут наружу из центральной части рамочной антенны и соединен с участком (5) проводящего рисунка на внешней поверхности указанной антенной рамки.
| US 6407669 B1, 18.06.2002 | |||
| US 6549176 B2, 15.04.2003 | |||
| DE 10052517 B4, 02.01.2009 | |||
| US 6541851 B2, 01.04.2003 | |||
| ЭЛЕКТРОННАЯ СХЕМА С ПРОВОДЯЩИМИ ПЕРЕМЫЧКАМИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ПЕРЕМЫЧЕК | 2002 |
|
RU2296440C2 |
| ПЕЧАТНАЯ РАМОЧНАЯ АНТЕННА | 2002 |
|
RU2228564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ПЕЧАТНОГО КАБЕЛЯ | 1992 |
|
RU2032288C1 |

