1
Изобретение относится к области металлообработки, может быть использовано при расточке отверстий и является усовершенствованием способа повышения виброустойчивости расточной оправки, описанного в авт. св. №. 224263.
В основном изобретении по авт. св. № 224263 описан способ повышения виброустойчивости расточной оправки, при котором элементам оправки сообш,ают нанряженное состояние путем приложения к ним постоянного усилия в направлении, перпендикулярном направлению действия возмущаюш,ей силы. Это обеспечивает повышение частоты собственных колебаний оправки.
Известный способ не обеспечивает исключение повреждения расточенного отверстия резцом при выводе оправки из обработанной детали. Поэтому при реализации этого способа, например, на отделочно-расточных станках для отвода резца от обработанной поверхности необходимо использовать дополнительные устройства.
Целью дополнительного изобретения язляется обеспечение отвода резца от обработанной поверхности.
Это достигается тем, что линию действия усилия, прилагаемого к элементам оправки, смеш,ают в направлении, противоноложном вершине резца, а отвод резца осуш,ествляют путем снятия этого усилия. При этом величину а смещения линии действия прилагаемого усилия относительно оси оправки определяют по формуле
2EJ .
а -Д,
РР
еБ - жесткость поперечного сечения оправки при изгибе; Р - усилие, прилагаемое к элементам оправки в направлении, перпендикулярном направлению действия возмущающей силы; I - расстояние от фланца оправки до резца;
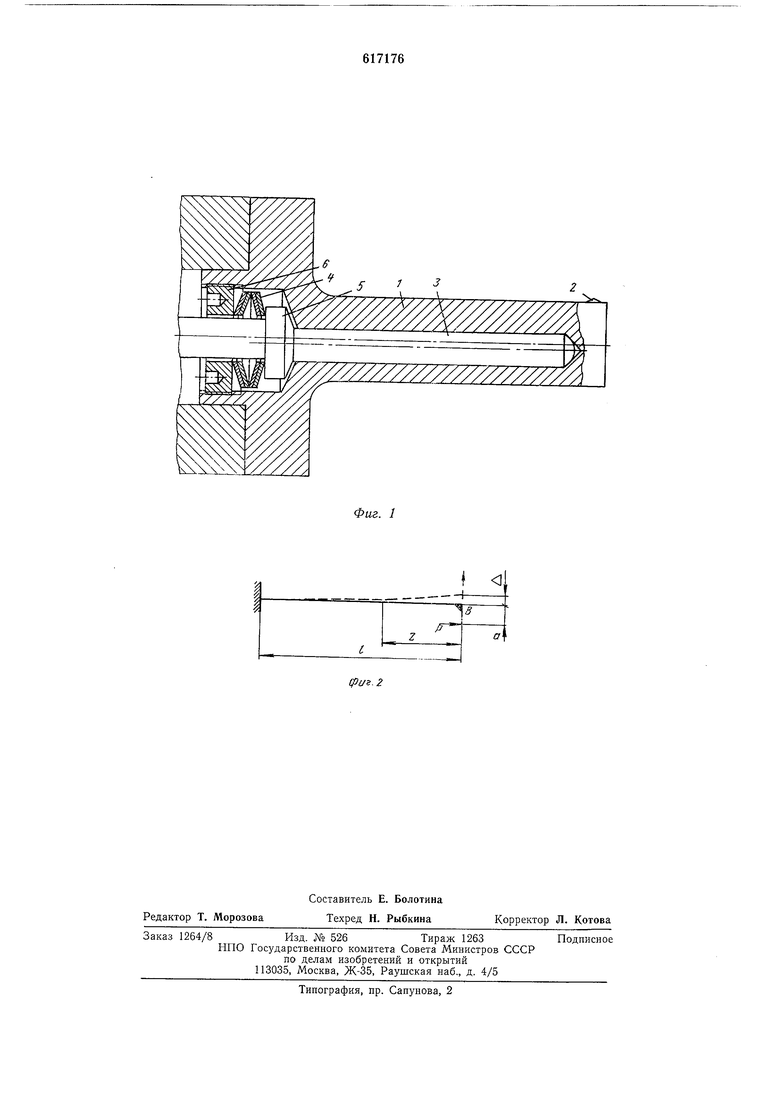
Д«:;0,01-0,02 мм - прогиб оправки у резца, обеспечивающийвыводоправки из обработанного отверстия без повреледения его поверхности. На фиг. 1 изображена расточная оправка, реализующая способ; на фиг. 2 -расчетная схема для определения зависимости упругого прогиба оправки от величины а смещения линии действия усилия, прилагаемого к элементам оправки относительно оси оправки. Оправка крепится своим фланцем к щпинделю расточной головки. В корпусе 1 оправки с резцом 2 выполнено глухое отверстие, ось которого параллельна оси онравкп и смещена в направлении, нротивоположиом верщине резца. В отверстии размещеи стержень 3. Б расточке корпуса 1 устаиовлеи пакет тарельчатых пружин 4, воздействующих на стерл епь 3 через тягу 5.Усилие пружин 4 регулируется пробкой 6.Таким образом в этой оправке лииия действия усилия, прилагаемого к ее элементам смещена в направлении, противоиолол ;ном верщине резца. В процессе обработки усилие, развиваемое пакетом пружин 4, через стержень 3 передается корпусу 1. При этом из-за смещения стержня 3 с оси оправкп корпус 1 подвергается пецептровому растяжению, вследствие чего возникает изгибающий момеит, обеспечивающий упругий прогиб оправки в паправлении врезанпя резца 2 в обрабатываемую поверхность, и растяжепие корпуса оправки вдоль ее осн. Напряженное состояние элементов онравкп обеспечивает повышение частоты собственных колебаний ее, а следовательно повьинение виброустойчивости. После окончания обработки тягу 5 перемещают влево при помопщ, например, гидроцилиндра (на чертеже не показан), сжимая при этом пружины 4. Корпус 1 оправки разгружается и благодаря силам упругости выпрямляется. При этом резец 2 отходит от обработанной поверхности, и оправка выводится из отверстия без его повреждения резцом. Такнм образом, отвод резца осуществляется путем снятия усилня, прилагаемого к элементам оправки. Для определения прогиба опразкп в точке В можно воспользоваться интегралом Мора, который для данной схемы имеет вид MpMi (1) где - изгибающий момент в рассматриваемом поперечном сечении оправки, вызываемый приложенной силой Р. - изгибающий момент в рассматриваемом поперечном сечении оправки от приложенной в данном сечении (точка В) единичной силы, направленной в сторопу пропрогиба оправки. Подставив в формулу (1) значения Мр и определяется PaZdZ 7ii7 - -ryv- w Решив уравнние (2) относительно a почается расчетная формула .,„. а - - Д.(3) I Использование изобретеппя позволит еспечить отвод резца от обработанной верхности путем снятия усилия, прилаемого к элементам оиравки. Формула изобретения 1.Способ повышения виброустойчивости сточной оправки ио авт. св. JMs 224263, личающийся тем, что, с целью отворезца от обработанной поверхности, лию действия усилия, прилагаемого к элентам оправки, смещают в паправлении, отивоположном верщине резца, а отвод зца осуществляют путем снятия этого илия. 2.Снособ по п. 1, отличающийся м, что величину смещения линии дейстя прилагаемого усилия отпосительно оси равки определяют по формуле п 22/ л «-7 Д. EJ - жесткость поперечного сечения оправки при изгибе; Р - усилие, прилагаемое к элементам оправки в направлении, перпендикулярном направлению действия возмущающей силы; / - расстояние от фланца оправки до резца;Л 0,01-0,02 мм - прогиб оправки у резца, обеспечивающийвыводоправки из обработанного отверстия без повреждения его поверхности.
Фиг. 1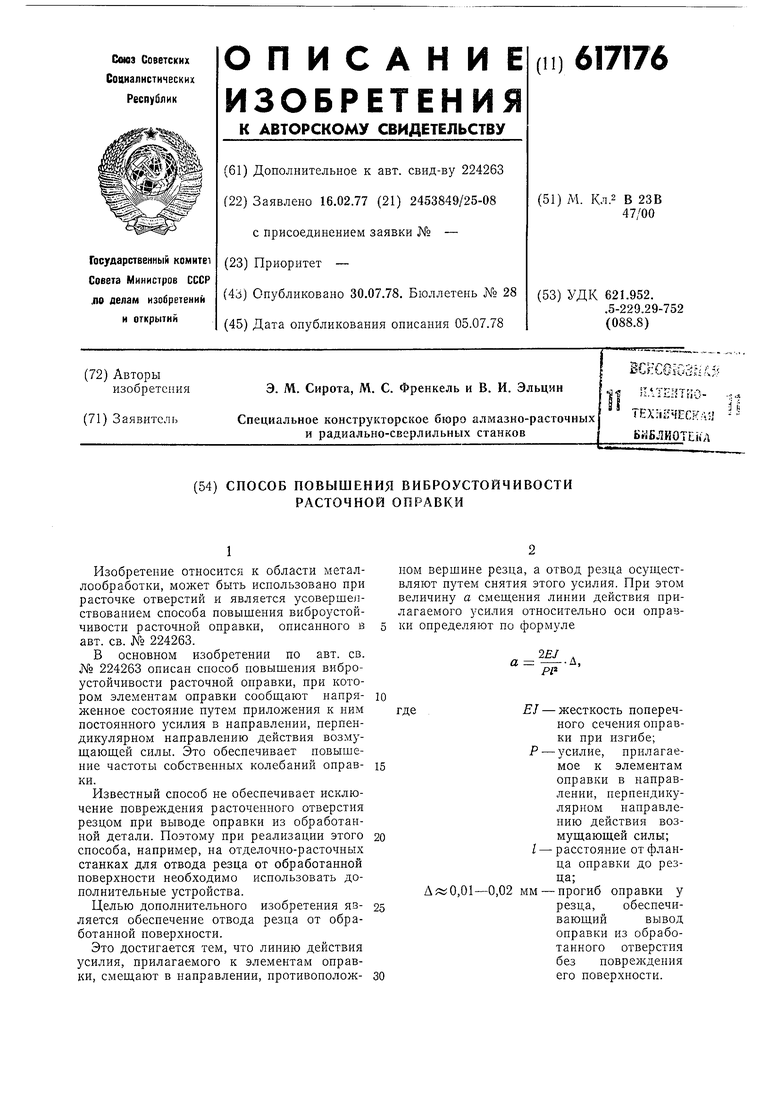
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения виброустойчивости расточной оправки | 1979 |
|
SU774821A2 |
| Виброустойчивая расточная оправка | 1977 |
|
SU778942A1 |
| -С?ОиЮЗНАИ,-.^.iV:-;f'urr-;:--r-:"r^>&Jni | 1973 |
|
SU371031A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU374125A1 |
| Расточная оправка | 1975 |
|
SU532485A2 |
| Однороликовая раскатка | 1979 |
|
SU959991A2 |
| Способ совмещения осей инструмента и обрабатываемой заготовки на расточном станке | 1982 |
|
SU1103958A1 |
| Расточная оправка | 1977 |
|
SU651898A2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Способ повышения виброустойчивости расточной оправки | 1977 |
|
SU656746A2 |