(54) РАСТОЧНАЯ ОПРАВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга с автоматической подналадкой резца | 1981 |
|
SU975227A1 |
| Расточная оправка | 1972 |
|
SU457544A2 |
| Расточное устройство с механизмом подналадки резца | 1987 |
|
SU1468671A1 |
| Расточная оправка | 1976 |
|
SU596381A2 |
| Устройство для радиального перемещения резца | 1974 |
|
SU511147A1 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| РАСТОЧНАЯ ОПРАВКА | 1973 |
|
SU379328A1 |
| Устройство для подналадки резца | 1984 |
|
SU1196151A1 |
| Расточная оправка | 1980 |
|
SU986622A1 |
| Расточная оправка | 1980 |
|
SU884873A2 |
Изобретение относится к металлообработке, а именно к чистовой обработке отверстий методом расточки.
Известна расточная оправка по основному авт.св, № 457544, используемая для обработки с подналадкой резца. Корпус этой оправки имеет упругодеформируемую консольную часть- резцедержатель, несущий резец и регулировочный винт, контактирующий с клином под нал ад очного механизма через шарик с лыской.
Размещенный в корпусе упругий элемент выпол-нен в виде клиновой пары, нажимной орган которой расположен в радиальном отверстии фланца корпуса, а взаимодействуюший с ним плунжер поджат к торцу свободного конца резцедержателя. Таким образом центробежная сила, возникающая при вращении расточной оправки, через подвижный в радиальном направлении нажимной орган и контактирующий с ним плунжер создает дополнительное усилие, увеличивающее жест кость оправки.
Однако эта оправка при обработке на низких оборотах, щпинделя при растачивании
средних и больщих диаметров (порядка 7О120 м) в деталях из черных металлов не обеспечивает необходимую центробежную силу, так как величина центробежной силы определяется формулой
- f Ц -R где - масса нажимного органа;
V - скорость вращения центра тяжести нажимного органа,
R - радиус расположения его центра Tsжести.
Целью изобретения является расширение технологических возможностей расточной оправки и обеспечение ее надежности в р&боте.
Для этого в предлагаемой оправке нажимной орган клиновой пары снабжен грузом, выполненным в виде охватывающего корпус кольца, центр тяжести которого смещен относительно оси оправки в направлении верщины резца,
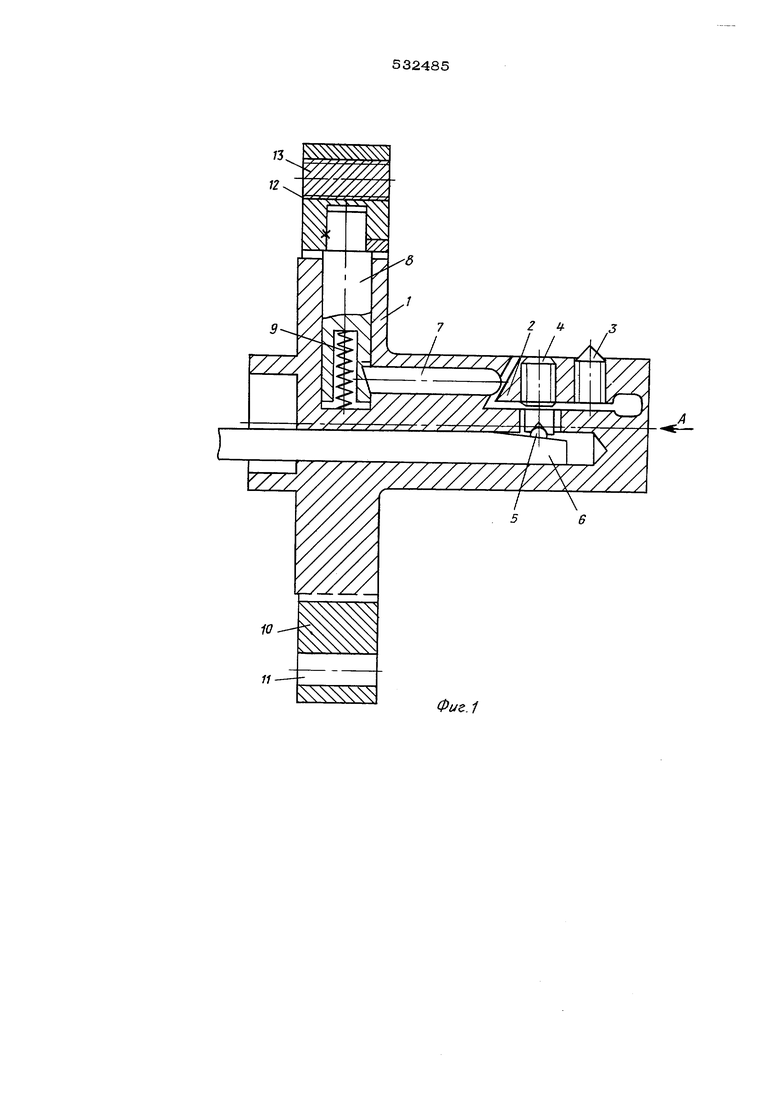
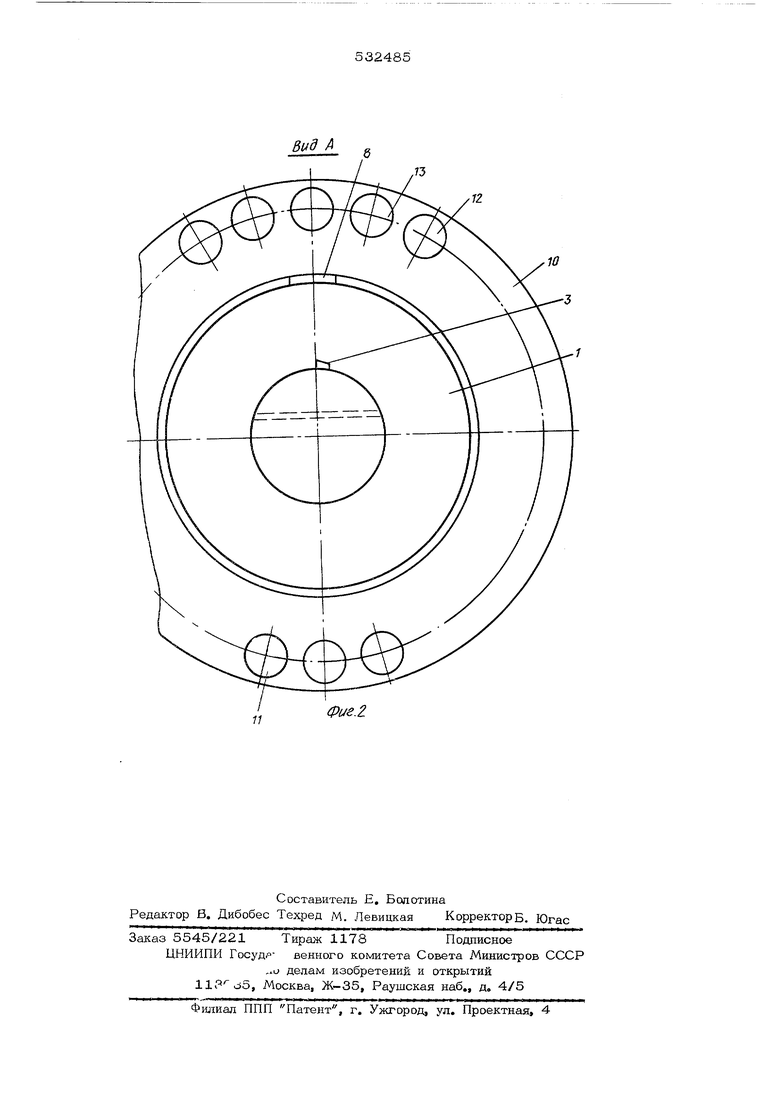
На фиг. 1 изображена расточная оправка, продольный разрез; на фиг. 2 - вид по стрелке А на фиг. 1. Корпус 1 снабжен упруго деформируемой консольной частью резцедержателем 2 несущим чистовой резец 3, В резцедержатель 2 ввинчен регулировочный винт 4 для создания предварительного натяга резцедержателя через шарик 5 с лыской, контактирующей с клином 6 подналадочного механизма. В корпусе размещен упругий элемент, выполненный в виде клиновой плунжера 7, поджимаемого к торцу сво бодного конца резцедержателя 2, и нажимного органа 8, установленного в радиально отверстии фланца корпуса с возможностью осевого перемещения и находящегося под действием пружины 9, Нажимной орган 8 снабжен грузом, вып ненным в виде охватывающего корпус кольца 10 с отверстиями 11 и 12, Отверстия заполнены металлом 13 к расположены по торцу кольца выще резца, а отверстия 11 выполнены на диаметрально противоположном конце кольца и ничем не заполнены. Отверстия 12 заполнены металлом 13 более высоким удельным весом, чем удель ный вес металла расточной оправки, для см щения центра тяжести кольца 10 в сторону вершины резца. При подналадке резца 3 на размер обработки клин 6, перемещаясь в своей расточке, через шарик 5 и винт 4 опускает либо поднимает свободный конец резцедержателя 2, который упруго поджат плунжером 7 и пружиной 9, Возникающая при вращении расточной оправки центробежная сила через подвижны в радиальном направлении нажимной орган 8 с грузом - кольцом 10, облегченным с одной стороны отверстиями 11 и снабженным вставками из более тяжелого металла с другой стороны, создает необходимое усилие, обеспечивающее надежность оправки в работе. Таким образом изобретение расщиряет технологические возможности расточной 0№равки и повышает ее надежность в работе. Груз, вынесенный за фланец борштанги, не только дает возможность получения оптимальных размеров, но и обеспечивает выполнение требований техники безопасности. Выполнение груза в виде охватывающего фланец конца исключает (в отличие от прототипа) возможность выброса его в рабочую зону во время вращения. Ожидаемый экономический эффект от внедрения составит 1500-2000 руб при использовании оправки на деталях массового производства. Формула изобретения Расточная оправка по авт,св, №457544, отличающаяся тем, что, с целью расширения технологических возмож,|К;тей и обеспечения надежности ее в работе, нажимной орган клиновой пары снабжен грузом, выполненным в виде охватывающего корпус кольца, центр тяжести которого смещен относительно оси оправки в направлении вершины резца. Источники информации, принятые во внимание при экспертизе; 1, Авторское свидетельство СССР №45 7 54 4, М,Кл, В 23 В 29/03, Приоритет 26,12,1972.
Фие.1
Вид А
Фиг.г
11
73
72
10
