1
Изобретение относится к металлообработке.
Известен способ крепления режущего элемента из твердого материала в державке путем пайки, согласно которому режущий элемент и опорную поверхность гнезда державки предварительно покрывают слоем связующего материала, например меди 1.
Недостатком данного способа закрепления режущего элемента в державке является применение высокой температуры в процессе пайки, отрицательно влияющей на закрепляемый режущий элемент, а также на различие коэффициентов термического расщирения твердого материала, например гексанита -р и материала державки в процессе крепления, что приводит к возникновению напряжений.
Целью изобретения является увеличение стойкости режущего инструмента за счет исключения влияния температуры в процессе крепления.
Указанная цель достигается тем, что предварительно металлизированный режущий элемент вклеивают в металлизированное гнездо державки и затем зазор между режущим элементом и поверхностью гнезда заполняют связующим материалом, например медью, гальваническим способом.
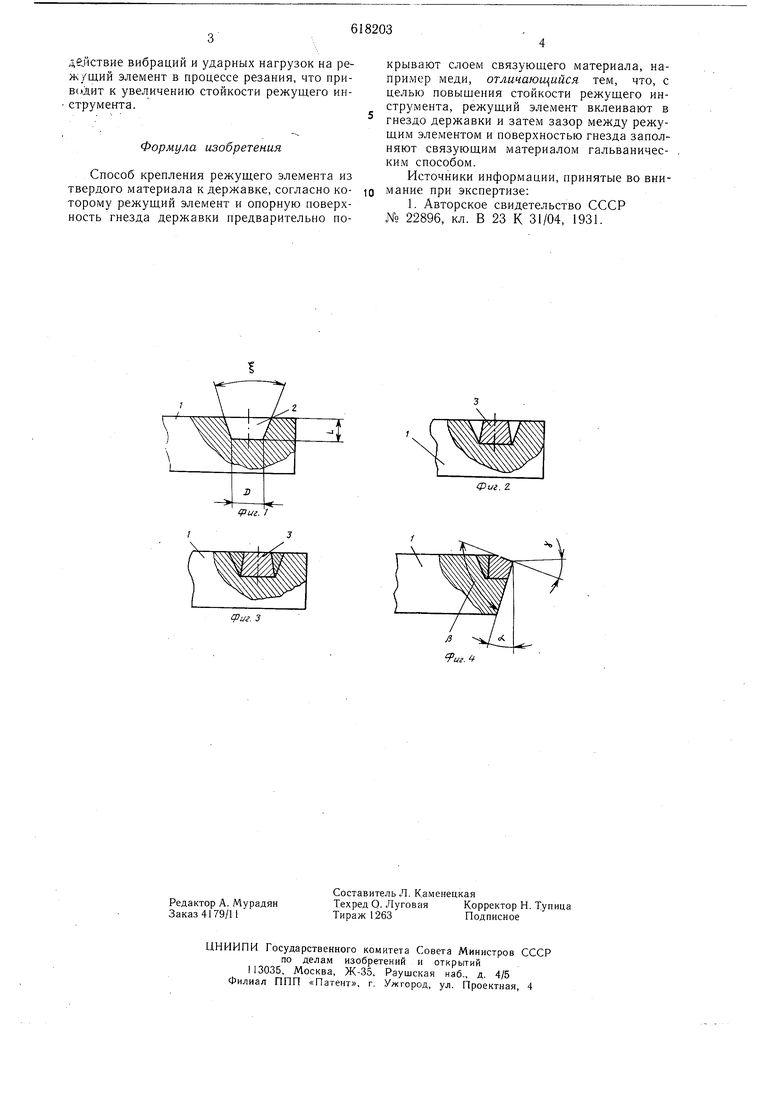
На фиг. 1 изображена державка с отверстием для режущего элемента; на фиг. 2 - то же, с вклеенным режущим элементом; на фиг. 3 - державка с режущим элементом, закрепленным окончательно медью; на фиг. 4 - инструмент в готовом виде, вид сбоку.
В державке 1 изготавливают конусное отверстие 2 с размерами D, L и углом (фиг. 1) и покрывают его слоем меди в цианистом электролите.
Предварительно металлизируют режущий элемент 3 и закрепляют его в отверстии державки (фиг. 2) с помощью -клея. Затем заполняют пространство между державкой и режущим элементом (фиг. 3) медью гальваническим способом предварительно в цианистом, а затем в кислом электролите.
Заточку режущего элемента (фиг. 4) осуществляют алмазными кругами.
Описываемый способ обеспечивает надежное крепление режущего элемента, исключая отрицательный фактор влияния температуры. Шов крепления, полученный описываемым способом, лучще компенсирует возд.йствие вибраций и ударных нагрузок на режущий элемент в процессе резания, что приБ(дит к увеличению стойкости режущего инструмента.
Формула изобретения
Способ крепления режущего элемента из твердого материала к державке, согласно которому режущий элемент и опорную поверхность гнезда державки предварительно покрывают слоем связующего материала, например меди, отличающийся тем, что, с целью повыщения стойкости режущего инструмента, режущий элемент вклеивают в гнездо державки и затем зазор между режущим элементом и поверхностью гнезда заполняют связующим материалом гальваническим способом.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 22896, кл. В 23 К 31/04, 1931.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления режущего элемента из сверхтвердого материала | 1983 |
|
SU1175614A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2105637C1 |
| Способ изготовления резисторов из микропровода в стеклянной изоляции | 1971 |
|
SU479158A1 |
| Способ крепления металлизированного режущего элемента | 1983 |
|
SU1189586A1 |
| Способ определения режущей способности инструмента с многогранной режущей пластиной,размещенного в державке | 1983 |
|
SU1138701A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МЕХАНИЧЕСКИМ ЗАКРЕПЛЕНИЕМ СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН | 1992 |
|
RU2039635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| Способ пайки материалов | 1974 |
|
SU536905A1 |
| Способ изготовления биметаллического режущего инструметна | 1975 |
|
SU565775A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НАПЛАВКОЙ ПРИПОЯ НА ПОВЕРХНОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ | 2004 |
|
RU2260503C1 |
ipui. 3
фаг. 2.
