1 1 Изобретение относится к обработке металлов резанием и может найти применение на инструментальных и машиностроительных предприятиях. Известен способ определения режущей- способности инструмента, характеризующийся тем, что исследуемым инструментом обрабатываюг заготовку на выбранных режимах резанием и измеряют генерируемую в процессе резания термо-ЭДС, по величине которой судят о скорости износа инструмента 1.Л Недостатками этого способа являют ся его узкие технологические возможности, обусловленные тем, что способ не позволяет использоваться для испытания инструмента, выполненного из токонепроводящих материалов или снабженных токоизолирующими прокладками, не позволяет оценивать влияние свойств зоны закрепления на релсущую способность, а также невысокой точностью диагностики инструмента, связанной с потерями в цепи в связи с удаленностью регистрирующих элементов от зоны возбуждения (термо-ЭДС ). Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ определения режущей способности инструмента с многогранной режущей пластиной, размещенного в державке, заключающийся в том, что производят резание и измеряют на державке резца интенсивность и амплитуду сигналов акустичес кой змиссии и учитывают их при определении режущей способности пластины 2. Недостатками известного способа являются искажение сигналов акустической эмиссии за счет влияния закрепляющих элементов пластины ( крепежных элементов, клеевых соединений и т.д.) я также влияние скорости резания, величины подачи, глубины резания на величину сигналов акустической эмиссии, что ведет к низкой точности определения режущей способности. Целью изобретения является повыще ние точности. Поставленная цель достигается тем что согласно способу определения режущей способности инструмента с многогранной режущей пластиной, размещенного в державке, заключающемуся в том, что производят резание и измеряют на державке резца интенсив12ность и амплитуду сигналов акустической эмиссии и учитывают их при определении режущей способности пластины, одновременно измеряют интенсивность и амплитуду сигналов акустической эмиссии на режущей пластине и по отнощению измеренных сигналов определяют режущую способность пластины. На чертеже изображена схема определения режущей способности инструмента с многогранной режущей пластйной, размещенного в державке. Способ реализуется следующим об- разом. Осуществляют кратковременное резание материала на различных скоростях. Датчик 1 закрепляют на режущей пластине 2, а датчик 3 - на держав- ке 4 резца 5. Для лучщего контакта датчика с поверхностью ее покрывают слоем консистентной смазки. В качестве датчиков используют пьезокерамические пластины, зали1Ъ1е компаундом, токовыводящие контакты подключают к аппаратуре для исследования акустических сигналов, например АВН-Щ. Датчик 3 закрепляют на державке 4 резца 5 перед зоной ее закрепления болтом 6 (фиг.1). Под зоной закрепjieHHH режущей части понимается участок с нанесенной токоизолирующей клеевой композицией 7. Измеряют на державке. 4 резца 5 интенсивность и амплитуду А акустических.сигналов датчиком 3, одновременно измеряют интенсивность N и амплитуду А сигналов акустической эмиссии на режущей пластине 2 датчиком 1 и по отнощению измеренных сигналов определяют режущую способность пластины. По измеренным значениям амплитуды А и интенсивности N акустических сигналов, измеренных на режущей пластине 2 и державке 4 резца 5, опреде- ляются соответствующие коэффициенты суммарного динамического возмущения по формуле и А -N W - ----, где А - амплитуда сигналов акустичёс кой эмиссии; N - интенсивность сигналов акустической эмиссии; V - скорость резания. По отнощению W, измеренного на режущей пластине 2, к W, измеренному на державке 4 резца 5, судят о .режу-
щей способности инструмента на различных скоростях. Для упрощения измерения W используют огибающие сигналов А и , измеряемых одновременно при помощи двух приборов АВН-1М. Скорость определяют по числу оборотов детали и ее диаметру.
Приме р. Проводится продольное точение детали из стеклопластика резцом с наклеенной клеем ВК-20 пластиной из твердого сплйва марки . Углы заточки режущей пластины составляют C , ot. 10, Подача резца составляет 0,7 мм/об, глубина резания варьируется в диапазоне 1-2,5 мм. Скорость резания в каждом эксперименте изменяется. Отношение коэффициента суммарного динамического возмущения, измеренного на режущей пластине 2, к коэффициенту суммарного динамического возмущения, измеренному на державке 4 резца 5, равно 1,23. Аналогичные испытания проводятся резцом с напаянной пластиной из того же материала ВК 8. Отношение коэффициентов сз ммарного динамического возмущения составляет 1,1. Проведенные стойкостные испытания показывают, что режуЩая способность (стойкость) инструмента приклеенной пластиной вьш1е примерно ;на 30%.
Применение предлагаемого способа позволяет расширить его технологичес i кие возможности за счет нахождения отношения суммарного коэффициента динамического возмущения, измерениего на режущей пластине, к величине, суммарного коэффициента динами«1еского возмущения, измеренного на державке резца. Это позволяет оценить прочностные свойства клеевого соединений влияние клеевой композиции на режу- : щую способность инструмента, демпфирующие свойства клея и влияние уело- ВИЙ закрепления режущей пластины на ее режущую способность, такие как, пайка, механическое крепление и др. Расширяется область применения быстродействзпощего способа прогнозирования режущей способности инструмента на клеесборный инструмент, в том числе с керамическими и алмазными режущими элементами.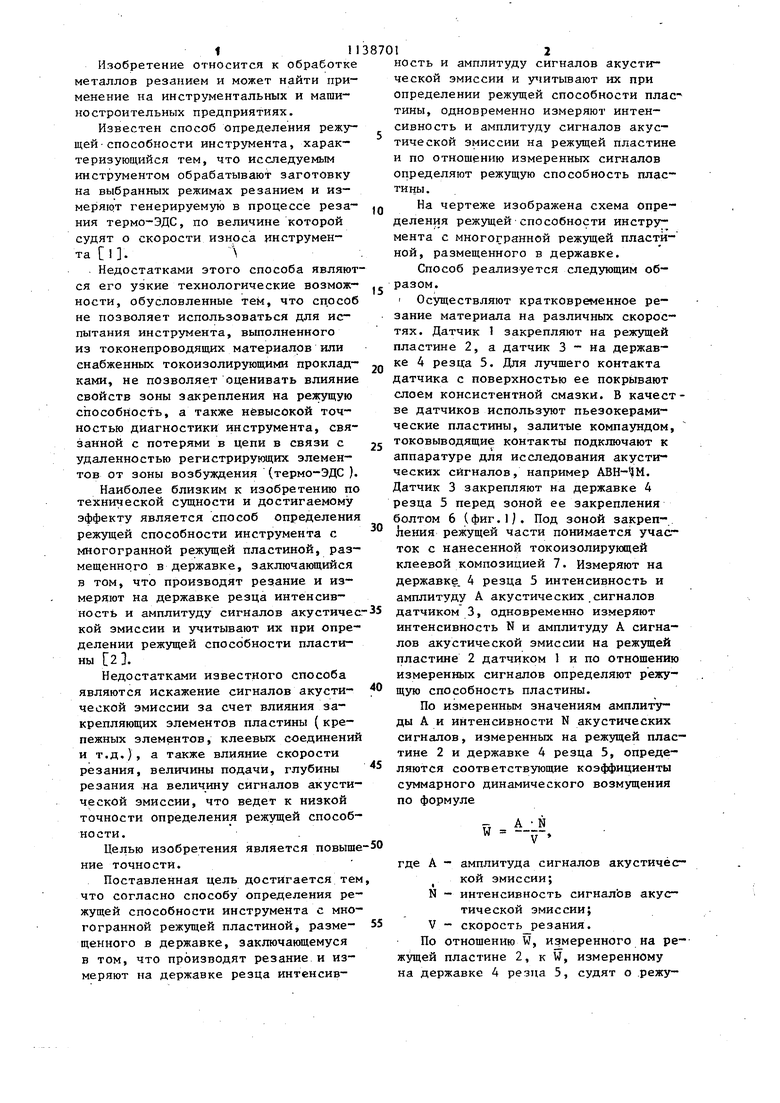
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества режущего инструмента | 1985 |
|
SU1310692A1 |
| Устройство для определения стойкости режущих пластин | 1990 |
|
SU1758509A1 |
| Способ определения стойкости режущего инструмента | 1985 |
|
SU1411640A1 |
| Способ контроля износа режущего инструмента | 1987 |
|
SU1516236A1 |
| СПОСОБ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2024006C1 |
| Способ оптимизации процесса резания | 1981 |
|
SU1013104A1 |
| Способ определения износостойкости режущего инструмента при обработке заготовки на станке | 1985 |
|
SU1441260A1 |
| Способ прогнозирования стойкости режущего инструмента | 1989 |
|
SU1682888A1 |
| Токарный резец для финишной обработки деталей | 1987 |
|
SU1535673A1 |
| Способ контроля состояния режущего инструмента | 1989 |
|
SU1748995A1 |
СПОСОБ ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ИНСТРУМЕНТА С МНОГОГРАННОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ, РАЗМЕЩЕННОГО В ДЕРЖАВКЕ, заключающийся в том, что производят резание и измеряют на дер жавке резца интенсивность и амплитуду сигналов акустической эмиссии и учитывают их при определении режущей способности пластины, о т л и ч а ю щ и и с я тем, что, с целью повышения точности, одновременно измеряют интенсивность и амплитуду сигналов акустической эмиссии на режущей пластине и по отношению измеренных сигналов Определяют режущую способность пластины. ТТЛ .5 00 00 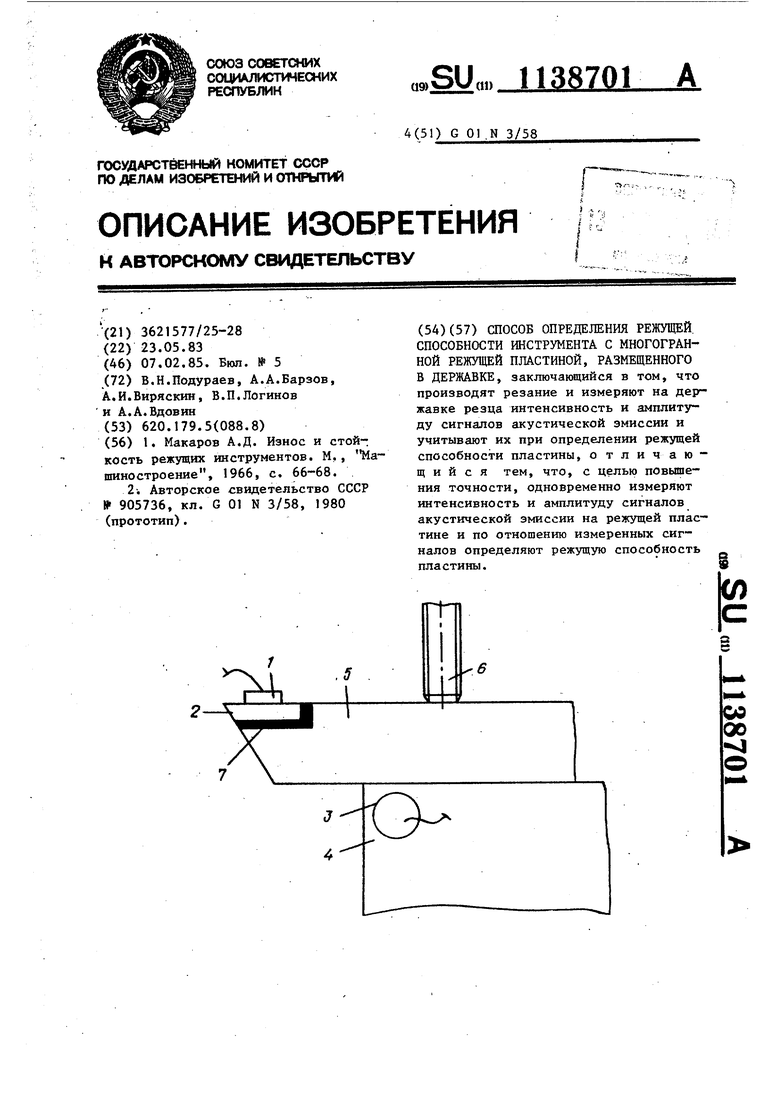
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Макаров А.Д | |||
| Износ и стойкость режущих инструментов | |||
| М., Машиностроение, 1966, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ определения энергоемкости процесса резания | 1980 |
|
SU905736A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
