Изобретение относится к электролитичес кому нанесению окисных покрытий (анодирование), в частности к анодированию магниевых сплавов типа МА-8, МА2-1, МА-12, МА-14. МА-15, МЛ-5, МЛ-6, МЛ-9, Ш1-10 и ВДМ-3.
Известен электролит для анодирования магниевых сплавов, содержащий фтористую соль аммония, двухромовокислый натрий, ортофосфорную и сульфосалициловую кислоту 1.
Этот электролит позволяет получить коррозионностойкие окисные покрытия при толщине 40-60 мкм. Однако покрытия такой толщины изменяют размеры деталей и не могут поэтому применяться для защиты деталей 1-2 класСОВ точности и деталей с узкими каналами. Кроме того, покрытия толщиной выще 50 мкм снижают усталостную прочность изделия.
Наиболее близким к изобретению является известный электролит для анодирования магниевых сплавов, содержащий 300 г/л фтористого калия 2. Электролит содержит также едкое кали (80 r/;:t.
OjDiaKO покрытия, получаемые в указанием электролите, нео/июрс/щые, пористые, имени IIH кис «лципи 1е свойств;. Инчкая коррозионная
стойкость покрытия обусловлена тем, что покрытие состоит в основном из окисла и гидроокиси магния.
Цель изобретения - повышение коррозионной стойкости окисного покрытия.
Для этого предлагаемый электролит дополнительно содержит хромовый ангидрид при следующем соотнощении компонентов, г/л: Фтористый калий300-500
Хромовый ангидрид5-50
Кроме того, предлагаемый электролит позволяет проводить одновременно с нанесением покрытия очистку поверхности от различных загрязнений.
Процесс анодирования рекомендуют проводить, при комнатной температуре, напряжении постоянного или переменного тока 60-80 В и плогаости тока 0,5-5,0 А/дм.
Продолжительность процесса зависит от плотности тока: чем выще плотность тока, тем меньще требуется времени лдя поднятия напряжения до заданною значения и соответственно уменьшается продолжительное ь процесса.
Так, при плотности тока 0,5 А/дм продолжителшость процесса составляет 30 мин, а iqjH плотности тока 5 А/дм - 15 мин.
Введение в состав электролита хромового ангидрида позволяет включить в окисную пленку ионы хрома, которые оказьшают на магний пассивирующее действие, что обеспечивает высокие заиупяые свойства покрытия. Одновременное новышание концентрации фтористого калия до 500 г/л позволяет применять предлагаемый электролит для анодирования магниевых сплавов всех систем, т. е. предлагаемый электролит является уннве сальиьп.
В предлагаемом электролите получают покрытия светло-желтого цвета толщиной 4-6 мкм гладкие, эластичные, с высокими защитными свойствами как во влажной атмосфере, так и при погружении в 3%-ньш раствор хлористого натрия. Покрытия обладают также высокой адгезией к лакокрасочному покрытию (ЛКП).
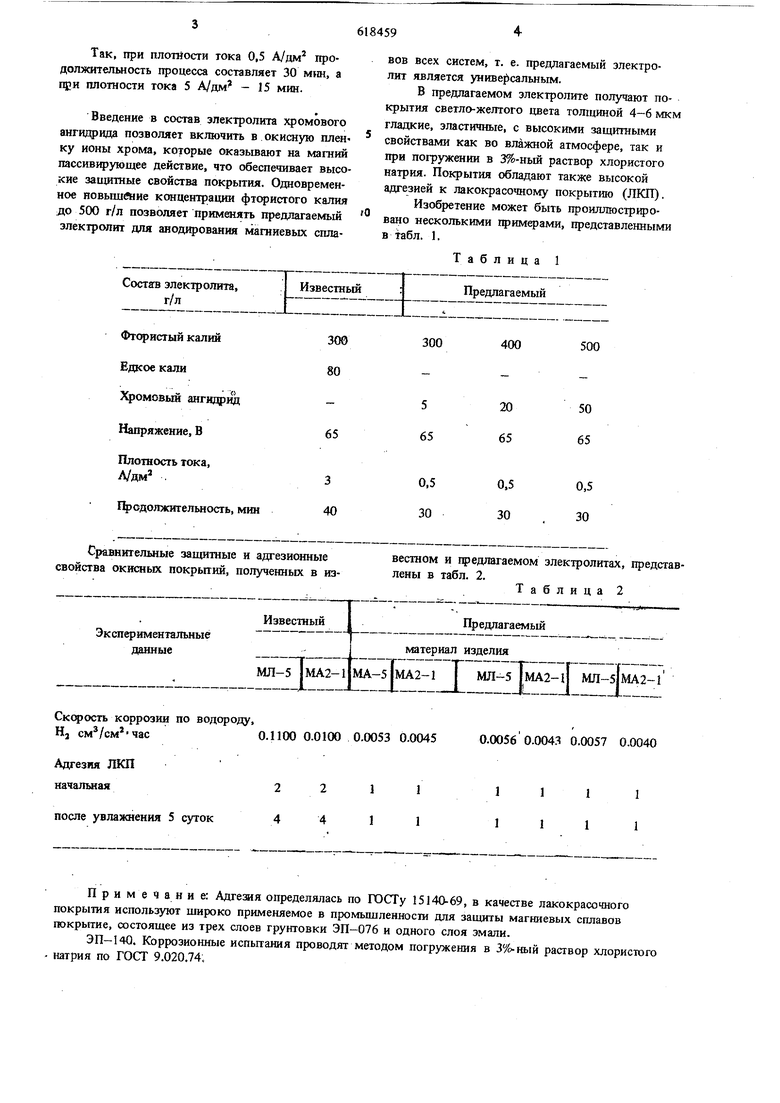
Изобретение может быть проиллюстрировано несколькими гфимерами, представленными в табл. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для осаждения сплава на основе хрома | 1976 |
|
SU584060A1 |
| Способ подготовки поверхностииздЕлий из МАгНия и ЕгО СплАВОВ | 1979 |
|
SU834250A1 |
| СПОСОБ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ | 1991 |
|
SU1824950A1 |
| Электролит для анодирования магния и его сплавов | 1975 |
|
SU536257A1 |
| Электролит для анодирования магниевыхСплАВОВ | 1979 |
|
SU840212A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАГНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2150534C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОКОПРОВОДЯЩЕГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ МАГНИЕВОГО СПЛАВА | 2014 |
|
RU2562196C1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ И СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2559386C1 |
| РАСТВОР ДЛЯ УПЛОТНЕНИЯ АНОДНО-ОКСИДНЫХ ПЛЕНОК НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 1993 |
|
RU2061801C1 |
| Электролит для анодирования алюминиевых сплавов | 1976 |
|
SU617493A1 |
Сравнительные защитные и адгезионные свойства окисньк покрытий, полученных в изИзвестный
Экспериментальные данные
МЛ-5 JMA2Сксростъ коррозии по водороду,
HI см см-час0.1100 0.0100 0.0053 0.0045
Примечание: Адгезия определялась по ГОСТу 15140-69, в качестве лакокрасочного покрытия используют широко применяемое в промыщленносш для защиты магниевых сплавов покрытие, состоящее из трех слоев грунтовки ЭП-076 и одного слоя эмали.
ЭП-140. Коррозионные испытания проводят методом погружения в 3%-ный раствор хлористого натрия по ГОСТ 9.020.74;
вестном и гредлагаемом электролитах, представлены в табл. 2.
Таблица 2
Предлагаемый
материал изделия
МА-5|мА2-1 I МЛ-5 |мА2-1| МЛ-51мА2J1Г-1 1 0.0056 0.004Я 0.0057 0.0040
Как видно из таблицы, защитные свойс ва покрытий, полученных в предлагаемом элек трелите выше на сплаве МЛ-5 в 20 раз, а на сплаве МА2-1 в 2,5 раза при одновременном сохранении адгезионных свойств.
Формула изобретения
Электролит для анодирования магниевых сплавов, содержащий фтористый калий, о т л ичаюпдийся тем, что, с целью повьпиения
коррозионной стойкости окисного покрытия, он дополнительно содержит хромовый ангидрид при следующем соотношении компонентов, г/л: Фтористый калий300-500
Хромовый ангидрид5-50
Источники информации, принятые во внимание |1ри зкспертизе:
