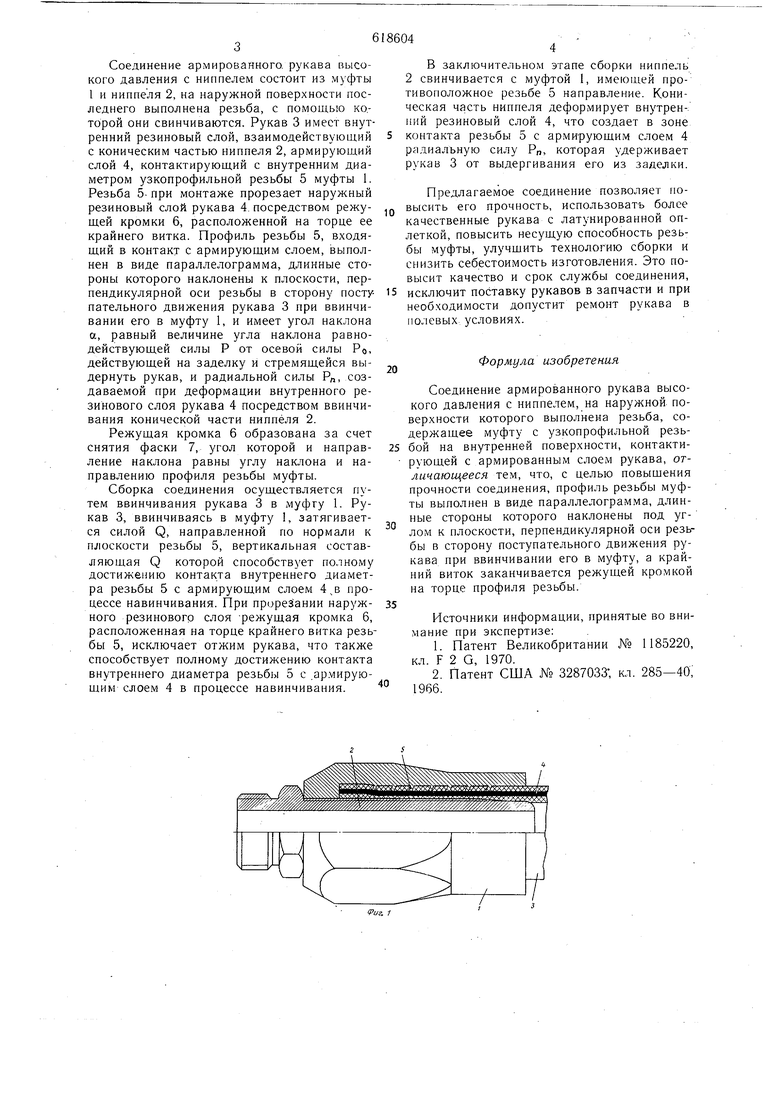
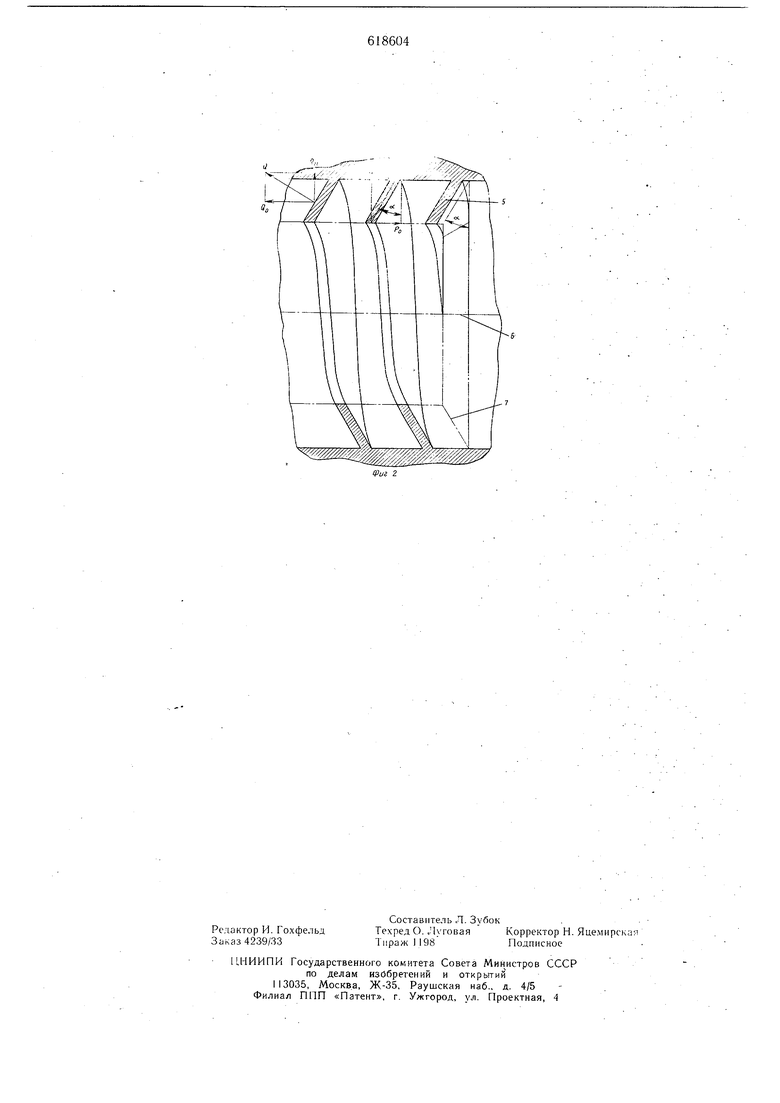
Соединение армированного, рукава высокого давления с ниппелем состоит из муфты 1 и нинпеля 2, на наружной поверхности последнего выполнена резьба, с помощью которой они свинчиваются. Рукав 3 имеет внутренний резиновый слой, взаимодействующий с коническим частью ниппеля 2, армирующий слой 4, контактирующий с внутренним диаметром узкопрофильной резьбы 5 муфты 1. Резьба 5. при монтаже прорезает наружный резиновый слой рукава 4. посредством режущей кромки 6, расположенной на торце ее крайнего витка. Профиль резьбы 5, входящий в контакт с армирующим слоем, выполнен в виде параллелограмма, длинные стороны которого наклонены к плоскости, перпендикулярной оси резьбы в сторону постунательного движения рукава 3 при ввинчивании его в муфту 1, и имеет угол наклона а, равный величине угла наклона равнодействующей силы Р от осевой силы РО, действующей на заделку и стремящейся выдернуть рукав, и радиальной силы Р„, создаваемой при деформации внутренного резинового слоя рукава 4 посредством ввинчивания конической части нипнёля 2. Режущая кромка 6 образована за счет снятия фаски 7, угол которой и направление наклона равны углу наклона и направлению профиля резьбы муфты. Сборка соединения осуществляется путем ввинчивания рукава 3 в муфгу 1. Рукав 3, ввинчиваясь в муфту 1, затягивается силой Q, направленной но нормали к плоскости резьбы 5, вертикальная составляющая Q которой способствует полному достижению контакта внутреннего диаметра резьбы 5 с армирующим слоем процессе навинчивания. При прорезании наружного резиновогр слоя -режущая кромка 6, расположенная на торце крайнего витка резьбы 5, исключает отжим рукава, что также способствует полному достижению контакта внутреннего диаметра резьбы 5 с .ар.мирующим слоем 4 в процессе навинчивания. В заключительном этапе сборки ниппель 2 свинчивается с муфтой 1, имеющей противоположное резьбе 5 направление. Коническая часть ниппеля деформирует внутренний резиновый слой 4, что создает в зоне контакта резьбы 5 с армирующим слоем 4 радиальную силу Рр, которая удерживает рукав 3 от выдергивания его из заделки. Предлагаемое соединение позволяет повысить его прочность, использовать более качественные рукава с латунированной оплеткой, повысить несущую способность резьбы муфты, улучщить технологию сборки и снизить себестоимость изготовления. Это повысит качество и срок службы соединения. исключит поставку рукавов в запчасти и при ремонт рукава в необходимости допустит по.чевых условиях. Формула изобретения Соединение армированного рукава высокого давления с ниппелем, на наружной поверхности которого выполнена резьба, содержащее муфту с узкопрофильной резьбой на внутренней поверхности, контактирующей с армированным слоем рукава, отличающееся тем, что, с целью повыщения прочности соединения, профиль резьбы муфты выполнен в виде параллелограмма, длинные стороны которого наклонены под углом к плоскости, перпендикулярной оси резьбы в сторону поступательного движения рукава при ввинчивании его в муфту, а крайний виток заканчивается режущей кромкой на торце профиля резьбы. Источники информации, принятые во внимание при экспертизе: 1.Патент Великобритании № 1185220, кл. F 2 G, 1970. 2.Патент США № 3287033, кл. 285-40, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки узла заделки концов рукава | 1989 |
|
SU1629676A1 |
| Способ сборки узла заделки конца рукава | 1990 |
|
SU1702058A1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| РАЗБОРНАЯ ЗАДЕЛКА РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 1992 |
|
RU2084746C1 |
| Шланговое соединение и способ его сборки | 1988 |
|
SU1539438A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| Неразъемное соединение рукава высокого давления | 2019 |
|
RU2730946C1 |
| Соединение эластичного рукава с ниппелем | 1974 |
|
SU506723A1 |
Ш$5$$ $§ $$ /
