Способы изготовления предварительно напряжеиных каркасов железобетонных элементов путем навивания арматуры иа поперечные стержпи известны. При этом стержни прикрепляются к стенкам .
Однако технология предварительного 1 атяжения но этим способам сложпа, надежность иатяжеи1 я мала, кроме того, пронзводство напряженных конструкций сопряжено, в некоторых случаях, со 311ачительной потерей арматуры па отходы.
В предлагаемом способе навивание арг-атурь: при одновремепиом иатяжении ее производят иа поперечные стержни. Эти стерж1;н прикрепляют к одиому или двум продольным щитам разборной формы, отделенным от остальных щитов, которые присоединяют только перед бетонировапием. Прнчем щиты могут новорачнваться относительно осн, перпендикулярной плоскостн щита, а арматуру Могут навивать при помощи натяжной тележкн, перемещаемой вокруг неподвижно устаиовлеппых щитов.
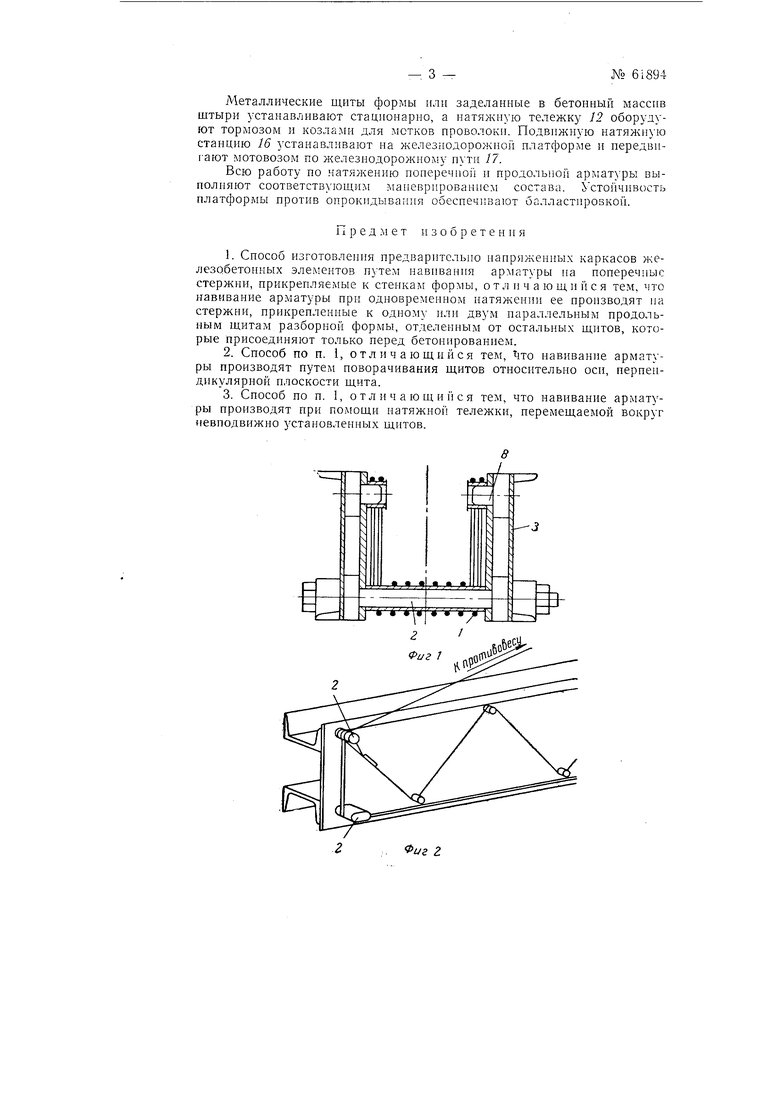
На фнг. 1 изображены два боковых формы с намотанной арматурой, поперечный разрез; на фнг. 2 - одиночный щит формы с намотанной продольной и поперечной арматурой (в аксонометрии); иа фиг. 3 - примерная схедга установки для натяжения и намотки арматуры; па фиг. 4 - схема второго варианта установки для натяжепия и намотки арматуры; па фиг. 5 - схема третьего варианта той же установки R двух видах.
Арматуру 1 в виде непрерывной нити иаматывают в натяпутом состоянии на поперечные стержни 2. Эту навиваемую арматуру прикрепляют к одному или двум осиовпым надлежащей прочности щитам 3 разборной формы 4.
№.61894- 2 -
При вращении щитов формы каждый наложенный виток арматуры, оставаясь натянутым, передает свое предварительное напряжение непосредственно на форму. Усилие натяжения в одном прутке (применяют высокоуглеродистую стальную проволоку диаметром от 1 до 5 мм) не превосходит 1 г. Равномерное натяжение витков регулируют противовесом 5, подвешенным через блок к проволоке, сматываемой с бухты 6. Установка имеет тормоз 7.
Поперечные стержии делают из цилиидрических или сплющенных трубок, надетых на штыри 8, выступающие из щек формы. При необходимости натяжения поперечной арматуры последнюю навивают и натягивают одновременно с продольной арматурой.
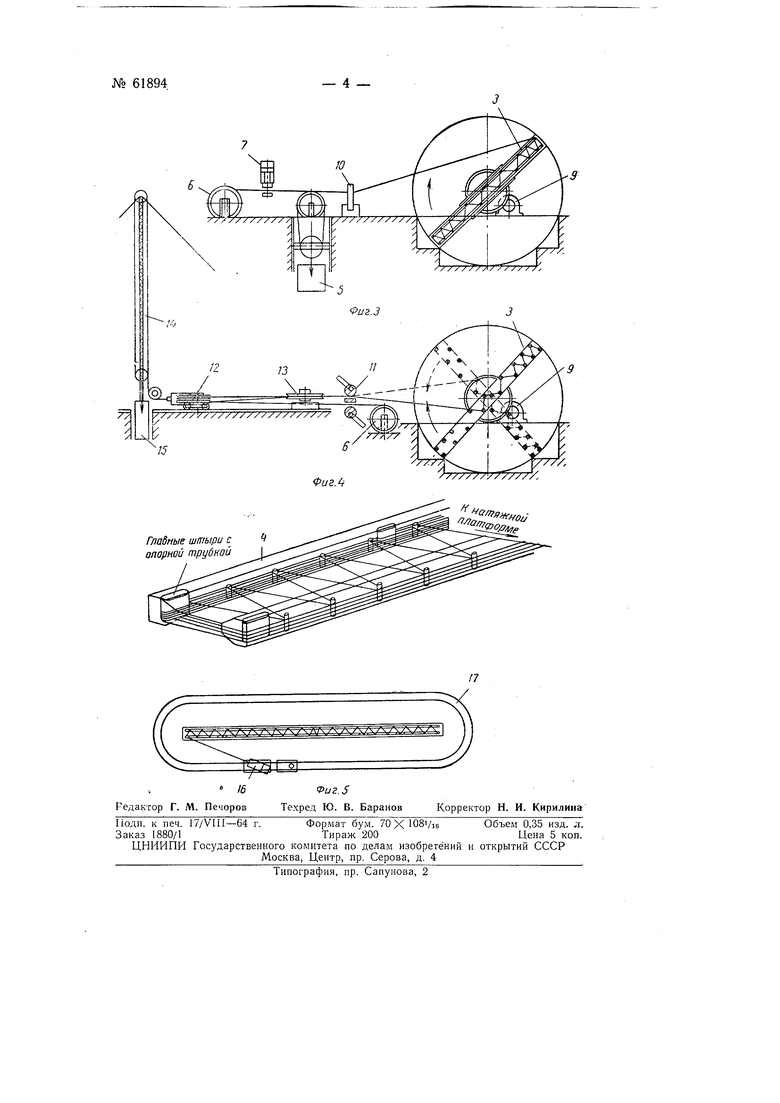
Вся установка по изготовлении на заводе или на строительной площадке предварительно напряженных проволочных каркасов может быть рещена в одном из следующих вариантов (фиг. 3.).
Установка имеет поворотный станок, приводимый во вращение моториым приводом 9, на вращающейся раме которого имеется захват для жесткого укрепления одной щеки формы. Для передвижки и направления плоскости намотки предусмотрен поводок 10. Противовесы 5 служат для регулирования натяжения проволоки. Проволоку пропускают через тормоз, сблокированный с противовесом таким образом, что при опускании последнего торможение увеличивается, при подъеме - уменьшается. При нормальной работе противовес находится на определенном среднем уровне, но малейшее изменение сопротивления протаскиванию проволоки сквозь тормоз отклоняет противовес вверх или вниз. Этим корректируется сила торможения и гарантируется постоянство натяжения проволоки, идущей в намотку.
При намотке поперечной (раскосной) арматуры раму станка попеременно качают на 90°.
После фиксирования проволоки иоперечной арматуры станок останавливают и укрепляют сплющеиную и несколько удлиненную трубку (фиг. 2) для опирания нижней продольной арматуры, затем наматывают проволоку продольной арматуры. По окончании намотки конец проволоки пропускают через последнюю трубку, сближают с предыдущей ветвью и захватывают зажимом. После этого станку дается обратный ход, противовес садится на дио приямка, тормоз автоматически зажимается до отказа и натяжение в рабочем конце проволоки падает до нуля. Проволоку отрезают, к форме присоедиияют недостающие щиты и ее транспортируют в помещение для бетонирования.
Для облегчения распалубки щтыри 8 выполняют в виде эксцентриков, которые освобождают от давления на них трубок иутем поворота первых, после этого боковые щиты снимают вместе со щтырями. Штыри переносят к поворотному станку и вновь заряжают.
Установка по второму варианту (фиг. 4) включает поворотиый стаиок (той же конструкции), два ручных эксцентриковых зажима 11, полиспастиую систему в виде горизонтальной натяжной тележки 12 и неподвижного блока 13, мачту 14 с противовесом 15 и козел для укрепления мотков проволоки; тормоз отсутствует.
Полиспастная система рассчитана на зарядку в ней проволоки иа один комплект наиболее тяжелой балки. При переходе на более тонкую проволоку число ветвей полиспастной системы увеличивают.
По мере приближеиия друг к другу блоков полиспаста противовес поднимается вверх.
При изготовлеиии большепролетных балок щитов и других массивных конструкций непосредственно иа строительной площадке может быть применена следующая установка (фиг. 5).
Металлические щиты формы или заделанные в бетоиный массив штыри устанавливают стационарно, а натяжную тележку 12 оборудуют тормозом и козлами для мотков ироволокн. Подвнжную натяжную станцию 16 останавливают на железнодорожной платформе и иередвнгают мотовозом по железнодорожному иути 17.
Всю работу по натяжению поперечной и продольной арматуры выполняют соответствующим маневрированием состава. Устойчивость платформы против опрокидывания обеспечивают балластировкой.
Предмет изобретен н я
1.Способ изготовления предварительно напряженных каркасов железобетонных элементов путем навнвания арматуры на поперечные стержни, прикрепляемые к стенкам формы, отличающийся тем, что навивание арматуры при одновременном натяжении ее производят иа стержни, прикрепленные к одному илн двум параллельным продольным щитам разборной формы, отделенным от остальных щитов, которые присоединяют только неред бетонированием.
2.Способ по п. 1, отличающийся тем, что иавивание арматуры производят путем поворачивания щитов относительно оси, перпендикулярной плоскости щита.
3.Способ по п. I, отличающийся тем, что навивание арматуры производят при помощи иатяжной тележки, перемещаемой вокруг невподвижно установленных щитов.
г/г 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивания арматурной проволоки | 1954 |
|
SU100022A1 |
| Способ изготовления предварительно напряженных железобетонных элементов | 1944 |
|
SU72324A1 |
| УСТРОЙСТВО ДЛЯ НАПРЯЖЕННОГО НАВИВАНИЯ АРМАТУРЫ НА ТРУБЫ | 1948 |
|
SU77594A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ НАВИВКИ АРМАТУРЫ | 1969 |
|
SU255095A1 |
| Установка для заготовки и натяжения арматуры | 1956 |
|
SU113397A1 |
| Устройство для изготовления железобетонных шпалолежней | 1949 |
|
SU90763A1 |
| Устройство для изготовления железобетонных предварительно напряженных изделий | 1946 |
|
SU80048A1 |
| Способ изготовления арматурных каркасов | 1946 |
|
SU68971A1 |
| Устройство для навивания арматуры | 1950 |
|
SU94911A1 |
| Балка, выполненная из готовых блоков | 1946 |
|
SU80311A1 |