Внедрение прочных предварительно напряженных железобетонных плит и балок требует индустрнализацин армирования на станках. В наетоящее время для балок нрнменяется способ непрерывного армирования, при котором кассета балки, вращаясь вокруг своей ноперечной оси, с напряжением наматывает на себя проволоку, сматываемую с непОуТ,вижного ролика. Для длинных балок предлагалось наматываиие арматуры производить при помощи ролика, o6eraiontej-o вокруг неподвижной кассеты.
Наконец, предлагалось ненрерывное навивание продольной арматуры трубчатых элементов при посредстве ро,гика, имеюпд,его возвратно-поступательное движение, и кассеты, вращающейся вокруг своей продольной оси. Но все упомянутые способы непригодны для армирования плит.
Устройство, согласно изобретению, предназначается для непрерывного навивания арматуры на колки при изготовлении железобетонных плит и тому подобных элементов, преимущественно напряженных.
Особенность устройства заклиочается в том, что для осуществления зигзагообразного навивания проволоки применены две тележки, одна из которых передвигается прерывисто-поступательно и несет кассету с колками, а другая движется возвратно-поступательно в направлении, перпендикулярном движе-. нию первой тележки, и несет два блока, плоскость вращения которых расположена иод острым углом к плоскости армирования и которые служат для подачи навивао мо jfa кассету проволоки.
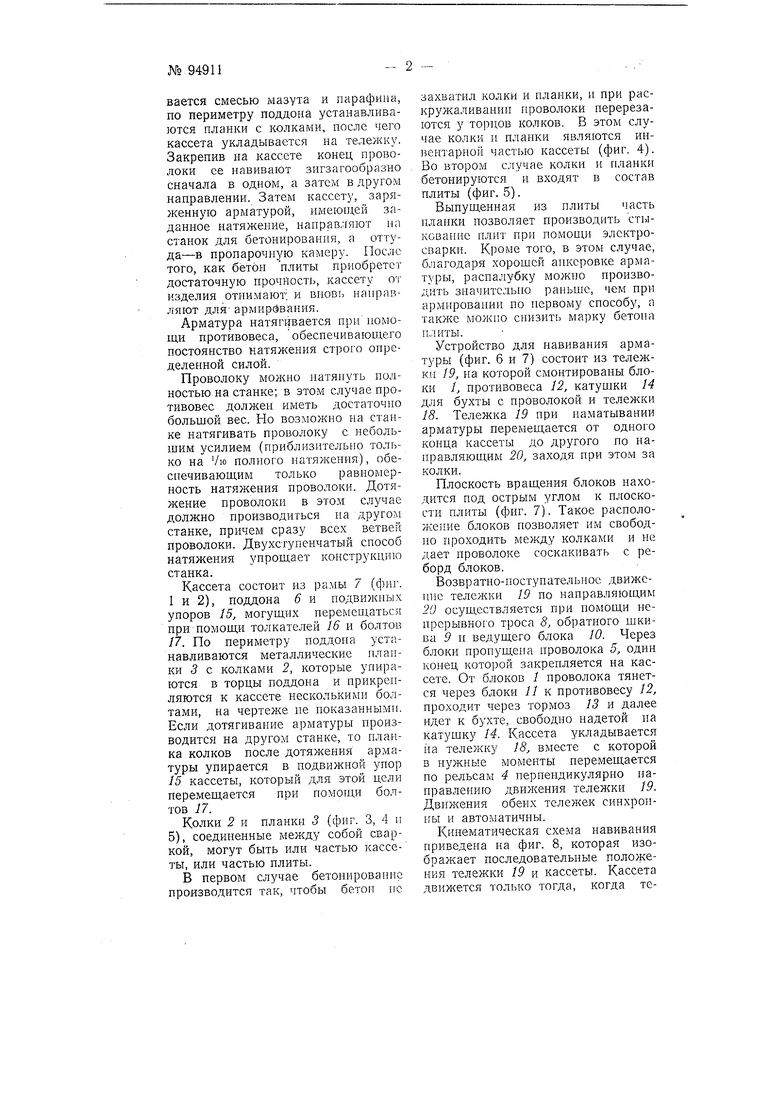
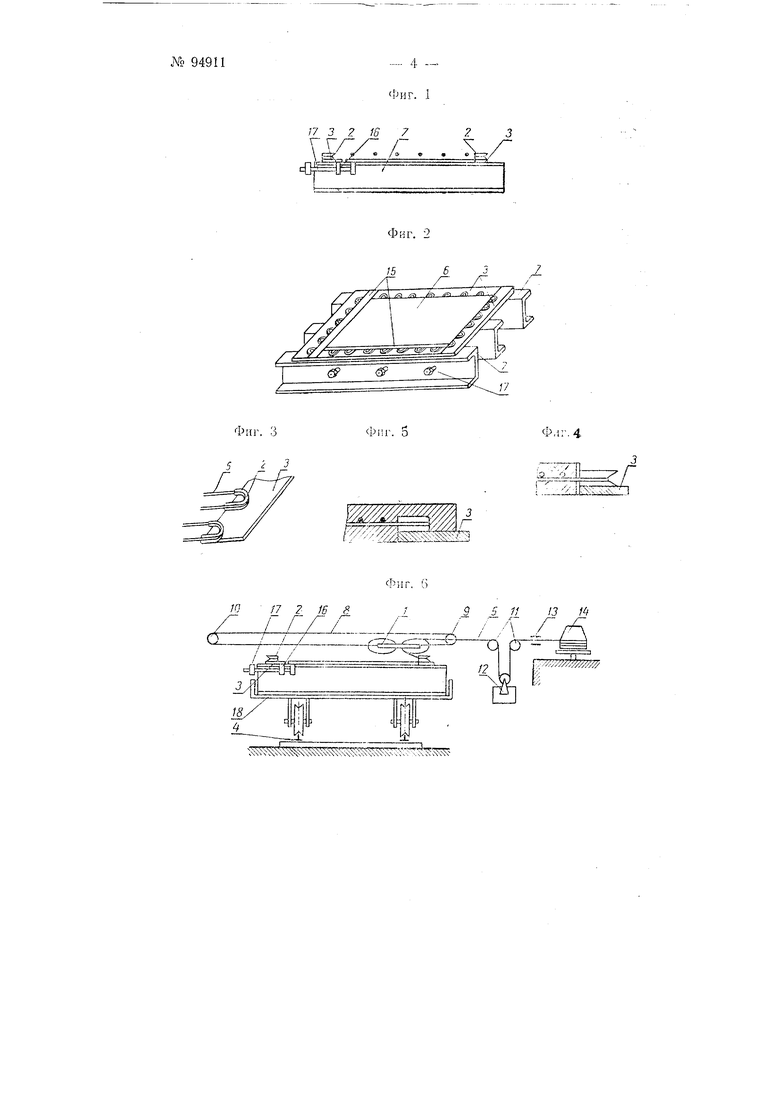
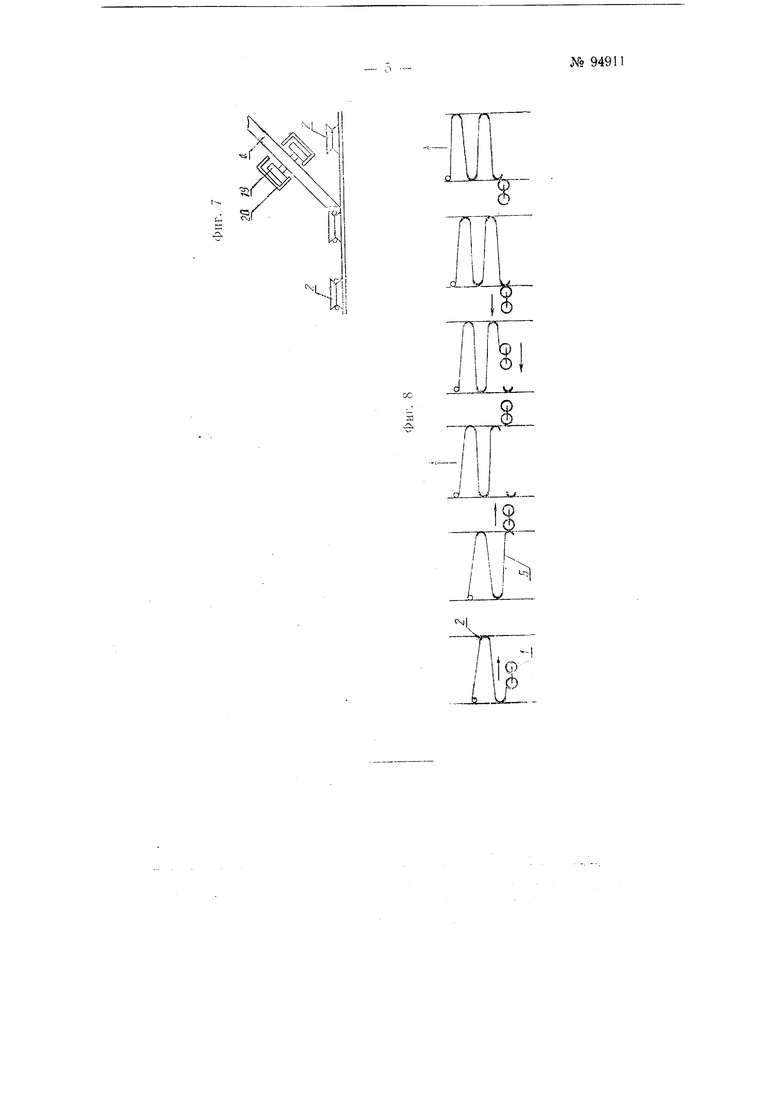
На фиг. 1 и 2 изображена кассета для навивания проволоки (вид сбоку и аксонометрия); на фиг. 3-5-планки с колкамн; на фиг. 6 схема устройства для навивания согласно изобретению; на фиг. 7деталь устройства; на фиг. 8-кинематическая схема навивания проволоки.
Заводское изготовленне напряженно армированных железобетонных нлит или подобных элементов на предлагаемом устройстве осуществляется в следующем порядке. Поддон стальной кассеты смазывается смесью мазута и парафина, по периметру поддона устанавливаются планки с колками, после чего кассета укладывается на тележку. Закрепив на кассете конец проволоки ее навивают зигзагообразно сначала в одном, а затем в другом направлении. Затем кассету, заряженную арматурой, имеюп ей заданное натяжение, направляют на станок для бетонирования, а оттуда-в пропарочную камеру. После того, как бетон плиты приобретет достаточную прочность, кассету от изделия отнимают, и вновь направляют ДЛЯ армирйвания.
Арматура натягивается при помощи противовеса, обеспечивающего постоянство натяжения строго определенной силой.
Проволоку можно натянуть полностью на станке; в этом случае противовес должеп иметь достаточно больщой вес. Но возможно на станке натягивать проволоку с небольшим усилием (приблизительно только на /10 полного натяжения), обеспечивающим только равномерность натяжения проволоки. Дотяжение проволоки в этом случае должно производиться на другом станке, причем сразу всех ветвей проволоки. Двухступенчатый способ натяжения упрощает конструкцию станка.
Кассета состоит из рамы 7 (фиг. 1 и 2), поддона 6 и подвижных упоров 15, могущих перемео аться при помощи толкателей 16 и болтов 17. По периметру поддопа устанавливаются металлические плапкн 3 с колками 2, которые упираются в торцы поддона и прикрепляются к кассете несколькими болтами, на чертеже не показанными. Если дотягивание арматуры производится на другом станке, то планка колков после дотяжения арматуры упирается в подвижной упор 15 кассеты, который для этой цели перемещается при помощи болтов 17.
Колки 2 и планки 5 (фиг. 3, 4 п 5), соедипенные между собой сваркой, могут быть или частью кассе1Ъ1, или частью плиты.
В первом случае бетонирование производится так, чтобы бетой пс
захватил колки и планки, и при раскружаливании проволоки перерезаются у торцов колков. В этом случае колки и планки являются инвентарной частью кассеты (фиг. 4). . Во втором с.тучае колки и планки бетонируются и входят в состав плиты (фиг. 5).
Выпущенная из плиты часть планки позволяет производить CTIJковапие плит при помощи электросварки. Кроме того, в этом случае, благодаря хорощей аикеровке арматуры, распалубку можно производить значительио раньше, чем при армировании по первому способу, а также MOJKHo снизить марку бетона плиты.
Устройство для павивания арматуры (фиг. 6 и 7) состоит из тележки 19, на которой смонтированы блоки 1, иротивовеса 12, катупши 14 для бухты с проволокой и тележки 18. Тележка 19 при наматывании арматуры перемещается от одного конца кассеты до другого по направляющим 20, заходя при этом за колки.
Плоскость вращения блоков находится под острым углом к плоскости плиты (фиг. 7). Такое расположение блоков позволяет им свободно проходить между колками и не дает проволоке соскакивать с реборд блоков.
Возвратно-поступательное движеinie тележки 19 по направляющим 20 осуществляется при помощи непрерывного троса 8, обратного шкива 9 п ведущего блока 10. Через блоки пропущена проволока 5, один конец которой закрепляется на кассете. От блоков 1 проволока тянется через блоки 11 к противовесу 12, проходит через тормоз 13 и далее идет к бухте, свободно надетой на катущку 14. Кассета укладывается на тележку 18, вместе с которой в нужные моменты перемещается по рельсам 4 перпепдикулярно направлению движения тележки 19. Движения обеих тележек синхронны и автоматичиы.
Кинематическая схема навивания приведена на фиг. 8, которая изображает последовательные положения тележки 19 и кассеты. Кассета движется только тогда, когда тележка останавливается в своих крайних положениях для перемещения в обратном направлении.
Описанныд1 способом можно армировать как с предварительным напряжением, так и без него.
Предмет изобретения
Устройство для навивания арматуры на анкерные колки при изготовлении железобетонных плит и тому подобных элементов, преимущественно предварительно-напряженных, отличающееся тем.
что для осуществления зигзагообразного навивания проволоки применены две тележки, одна из которых передвигается прерывистопоступательно н несет кассету с колками, а другая движется возвратнопоступательно в направлении, перпендикулярном движению первой тележки, ц несет два блока, плоскость вращения которых расположена под острым углом к плоскости армирования и которые служат для подаП навиваемой на кассету n ioволоки.
№ 94911
17 3 2 IB 7
Г-
&-,У -/. 4 -.
1П1Г. 1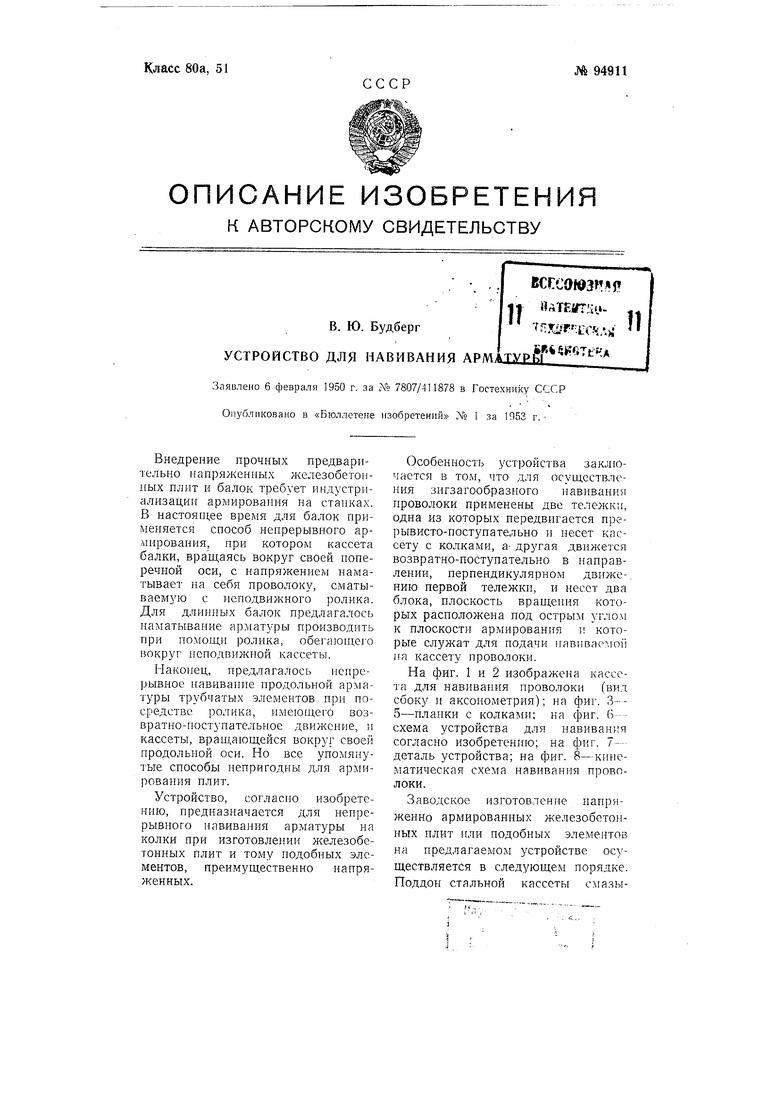

Фиг. 2
5 i J
ТТЛ
d I
W
