С развитием строительной техники все в большем объеме развивается заводское производство различных строительных железобетонных конструкций и изделий. Для целого ряда элементов конструкций кольцевой контур является основным; к таким элементам относятся; трубы различного назначения, мачты линий передачи, колонны промышленных и общественных зданий, стойки для крепления горных выработок и т. д.
В качестве арматуры этих конструкций применяются каркасы из круглой стали в виде продольных прутков и поперечной спирали, которые связываются друг с другом вязальной проволокой или сваркой.
Связывание цилиндрических каркасов вязальной проволокой в жесткую пространственную систему представ:гяет собой трудоемкую операцию, выполняемую обычно вручную.
Кроме этого, при вязке проволокой рабочие стержни каркаса при его переноске легко могут смещаться и выходить из своего проектного положения.
При разработке конструкций из центробежно1о тонкостенного бетона, для которых круглая форма является осиовпой, возникает задача найти конструктивную форму такого каркаса, который не требовал бы ira вязки, ни сварки, и в то же время обеспечил бы всем продольным стержням рабочей арматуры фиксированное проектное положение в тонких стенках конструкции.
Предлагаемый согласно изобретению способ изготовления арматурных каркасов имеет целью избежать ручной вязки или контактной сварки и максимально упростить процесс изготовления арматурного каркаса.
Отличительной особенностью его является то, что для присоединения продольной арматуры с переплетениел ее со спиралью снятую с барабана спиральную арматуру расправляют таким образом, чтобы углы каждого витка приходились против середины сторон смежных
JNo 68971
витков, после чего в углы витков, через один виток, пропускают продольные стержни.
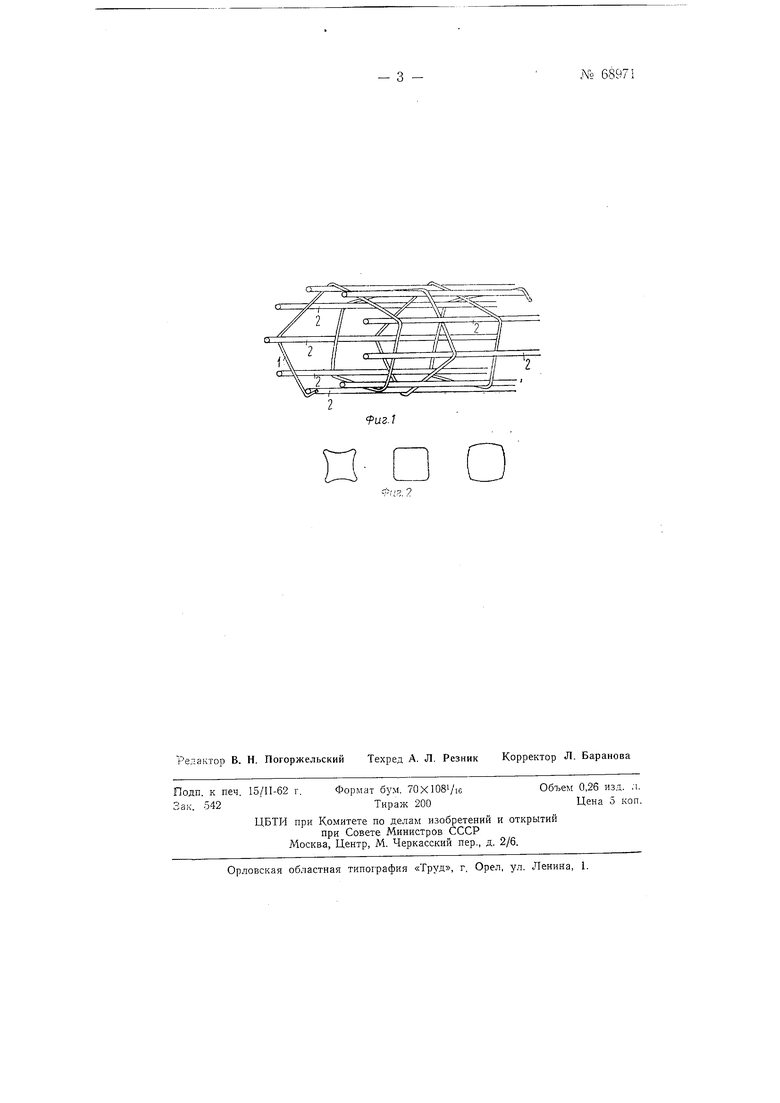
На фиг. 1 изображена деталь каркаса (переплетение продольной арматуры со спиралью), изготовленного по предлагаемому способу; на фиг. 2- различные возможные формы барабанов для изготовления спиралей.
Изгот ;:зление каркаса по предлагаемому способу состоит в том, что сначала изготовляют спираль У путем наматывания проволоки по винтовой линии на граненый барабан соответствуюя,ей формы. После снятия готовой спирали с барабана витки ее несколько раскручивают таким образом, чтобы углы каждого витка приходились против середины сторон смежных витков. Затем в спираль продевают стержни продольной арматуры 2.
Спиральной арматурой фиксируется не только радиальное местог положение стержней в конструкциях, но и взаимное расстояние между ними. Наружный контур каркаса ползчается строго выдержанного диаметра благодаря фиксированному углу поворота спирали при продевании стержней.
Для придания каркасу полной жесткости необходимо по его концам собрать несколько витков и произвести их скренлепие контактной сваркой или обжать соединение специальными клещами.
В зависимости от диаметра продольной арматуры и поперечных размеров каркаса спирали при изготовлении на болванке ей придается вогнутый или выпуклый профиль.
Предмет изобретения
Способ изготовления арматурных каркасов для труб, колонн и т. п., при котором поперечную арматуру навивают на граненый барабан и к полученной таким путем спирали присоединяют продольную арматуру, отличающийся тем, что для присоединения продольной арматуры с переплетением ее со спиралью снятую с барабана спиральную арматуру расправляют таким образом, чтобы углы каждого витка приходились против середины сторон смежных витков, после, чего в углы витков, через один виток, пропускают продольные стержни.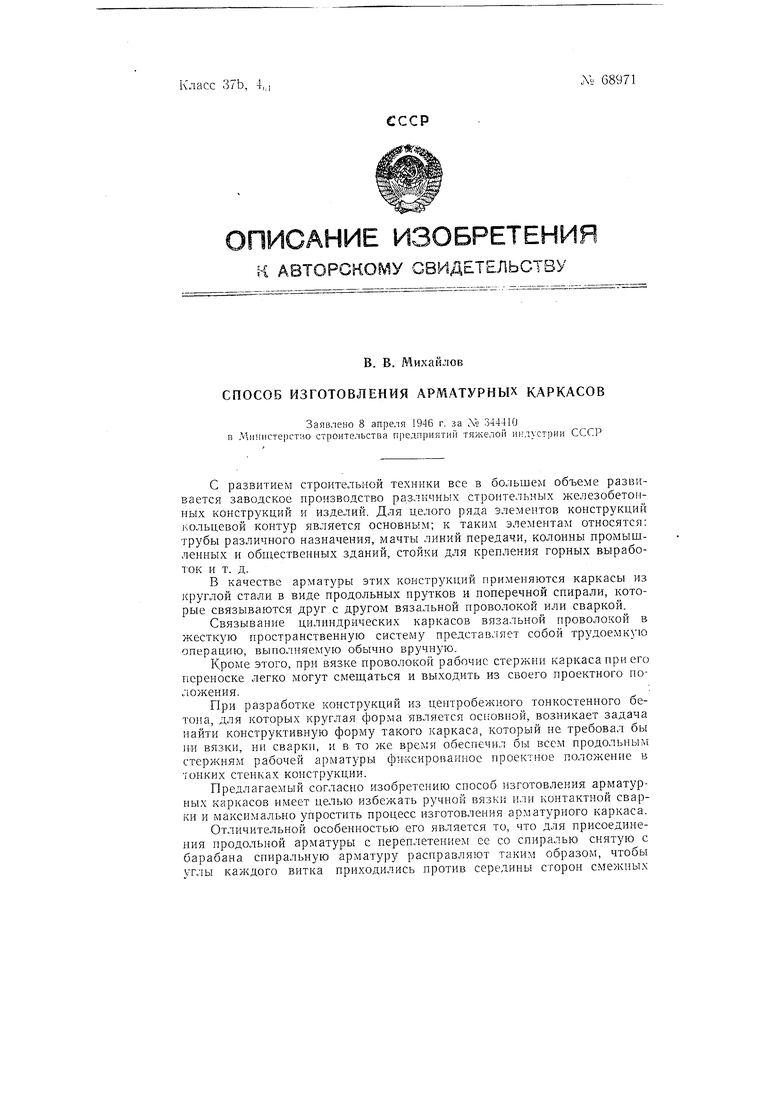
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления железобетонных предварительно напряженных изделий | 1946 |
|
SU80048A1 |
| АРМАТУРНЫЙ КАРКАС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2530074C1 |
| Арматура для железобетонных труб | 1953 |
|
SU99947A1 |
| КАРКАС ЖЕЛЕЗОБЕТОННЫХ БАЛОК | 1949 |
|
SU80060A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ СТОЛБОВ | 2001 |
|
RU2201833C1 |
| АРМАТУРНЫЙ КАРКАС, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВКИ АРМАТУРНОГО КАРКАСА | 2000 |
|
RU2198272C2 |
| Арматурный каркас | 1978 |
|
SU727795A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1980 |
|
SU895577A1 |
| СВАЯ | 1992 |
|
RU2024683C1 |
| Способ напряженного армирования напорных железобетонных труб | 1961 |
|
SU141419A1 |