Г
Изобретение относится к области механической обработки криволинейных поверхностей и может быть использовано при изготовлении крупных изделий, например лопастей гребных винтов.
Известен станок для бескопирной обработки криволинейных поверхностей, например лопастей гребных винтов, фрезерованием или шлифованием, в котором взаимосвязанные движения стола изделия и шпиндельной бабки осуш,ествлены гидроприводами с насосами регулируемой производительности, соединенными посредством кулисно-рычажного механизма.
В предлагаемом станке для обеспечения постоянных режимов резания при строчечной обработке с изменяющимся радиусом система регулирования производительности насосов снабжена множительным механизмом, например, кулисно-рычажного типа, корректируюш,им производительность насоса поворота стола изделия в соответствии с величиной радиуса обрабатываемой строки, регистрируемого датчиком, выполненным в виде реечной передачи с рейкой, установленной на шпиндельной бабке, и шестерней, управляюш.ей наклоном кулисы множительного механизма.
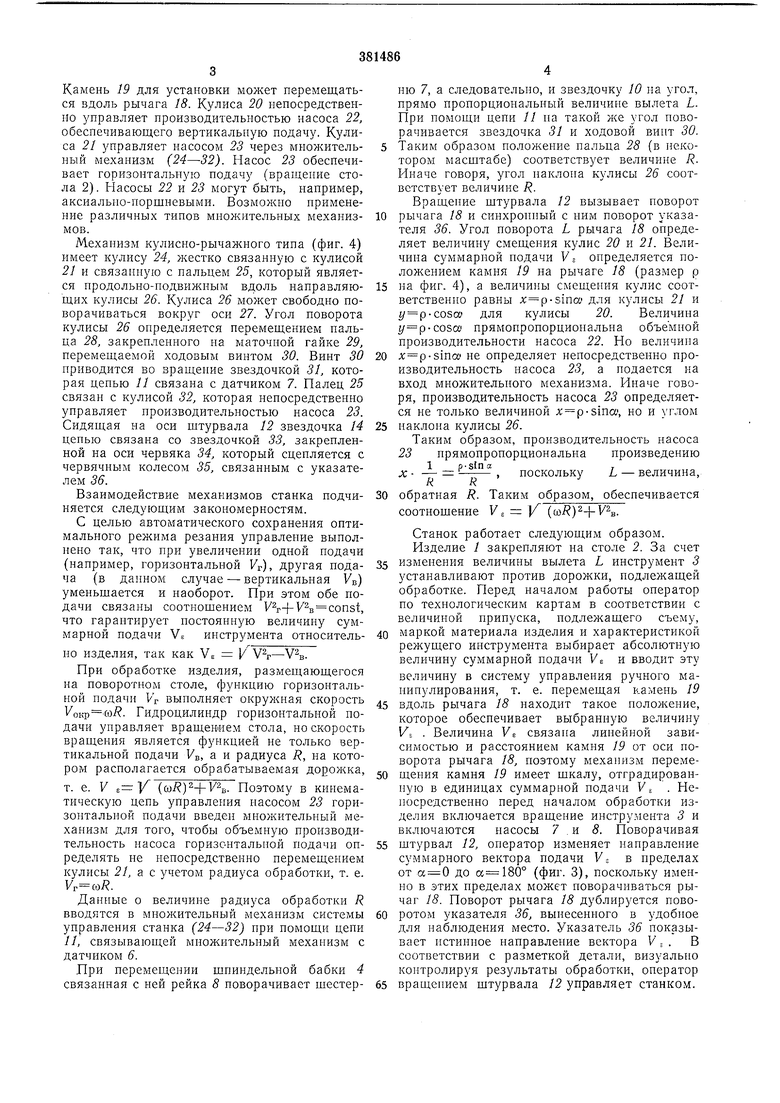
На фиг. 1 представлена общая компоновка станка; на фиг. 2 - то же, вид в плане; на фиг. 3 - устройство датчика; на фиг. 4 - схема устройства механизма управления насосами кругового движения стола и вертикальной подачи шпиндельной бабки.
Обрабатываемое изделие 1 установлено на новоротном столе 2, приводимом в движение от гидроцилиндра через кинематическую пару шестерня-рейка (на чертел е не показано).
Инструмент 3 (фреза или абразивный круг) смонтирован на шпиндельной бабке 4, которая может перемещаться в вертикальном направлении по стойке 5 под воздействием дву.х плунжерных гидроцилиндров (на чертеже не показано). Кроме того, шпиндельная бабка 4 может изменять величину вылета L но отношению к стойке 5, например, с помощью винтовой нары. На стойке 5 размещен датчик 6, реечная шестерня 7 которого сцеплена с рейкой 8, закрепленной на шпиндельной бабке 4. Реечная шестерня 7 закреплена на одной оси
9 со звездочкой 10, которая посредством цени 11 вводит показания датчика в систему управления.
На нульте управления станок имеет штурвал 12, на оси которого закреплены звездочки
13 и 14. Звездочка 13 цепью связана со звездочкой 15, сидящей на оси червяка 16, который сцепляется с червячным колесом 17. Червячное колесо 17 связано с рычагом 18, который имеет камень 19 с пальцем, ведущим две
взаимно перненднкулярные кулисы 20 н 21.
Камень 19 для установки может перемещаться вдоль рычага 18. Кулиса 20 непосредственно управляет производительностью насоса 22, обеспечивающего вертикальную нодачу. Кулиса 21 управляет насосом 23 через множительный механизм (24-32). Насос 23 обеспечивает горизонтальную подачу (вращение стола 2). Насосы 22 и 23 могут быть, например, аксиальпо-поршневыми. Возможно применение различных типов мпол-сительных механизмов.
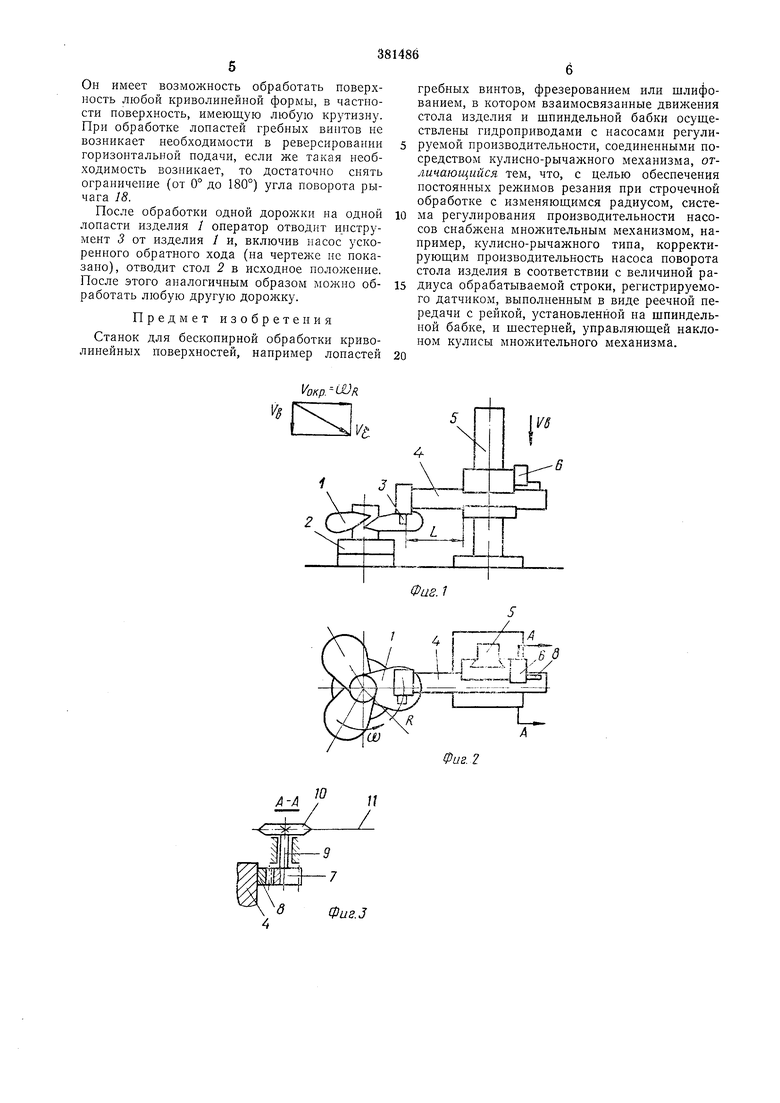
Механизм кулисно-рычажного типа (фиг. 4) имеет кулису 24, жестко связанную с кулисой 21 и связанную с пальцем 25, который является продольно-подвижным вдоль направляющих кулпсы 26. Кулиса 26 может свободно поворачиваться вокруг оси 27. Угол поворота кулисы 26 определяется перемещением пальца 28, закрепленного на маточной гайке 29, перемещаемой ходовым винтом 30. Винт 30 приводится во вращение звездочкой 31, которая цепью 11 связана с датчиком 7. Палец 25 связан с кулисой 32, которая непосредственно управляет производительностью насоса 23. Сидящая на оси штурвала 12 звездочка 14 цепью связана со звездочкой 33, закрепленной на оси червяка 34, который сцепляется с червячным колесом 35, связанным с указателем 36.
Взаимодействие механизмов станка подчиняется следующим закономерностям.
С целью автоматического сохранения оптимального режима резания управление выполнено так, что при увеличении одной подачи (например, горизонтальной Vr), другая подача (в данном случае - вертикальная 1/в) уменьшается и иаоборот. При этом обе подачи связаны соотношением const, что гарантирует постоянную величину суммарной подачи Vs инструмента относительно изделия, так как Vs .
При обработке изделия, размещающегося на поворотном столе, функцию горизонтальной подачи Vr выполняет окружная скорость . Гидроцилиндр горизонтальной нодачи управляет вращением стола, но скорость вращения является функцией не только вертикальной подачи Vs, а и радиуса R, на котором располагается обрабатываемая дорожка,
т. е. V с,-V (со/)-|-У. Поэтому в кинематическую цепь управления насосом 23 горизонтальной подачи введен множительный механизм для того, чтобы объемную производительность насоса горизонтальной подачи определять не непосредственно перемещением кулисы 21, а с учетом радиуса обработки, т. е.
.
Данные о величине радиуса обработки R вводятся в множительный механизм системы управления станка (24-32) при помощи цени //, связывающей мнолштельный механизм с датчиком 6.
При перемещении шпиндельной бабки 4 связанная с ней рейка 8 поворачивает щестерню 7, а следовательно, и звездочку 10 на угол, прямо пропорциональный величине вылета L. При помощи ценн 11 па такой же угол поворачивается звездочка 31 и ходовой винт 30. Таким образом положение нальца 28 (в некотором масштабе) соответствует величине R. Иначе говоря, угол наклона кулисы 26 соответствует величине R.
Вращение штурвала 12 вызывает поворот
рычага 18 и синхронный с ним поворот указателя 36. Угол поворота L рычага 18 определяет величину смещения кулис 20 и 21. Величина суммарной подачи У. определяется положением камня 19 на рычаге 18 (размер р
на фиг. 4), а величины смещения кулис соответственно равны л; р-since для кулисы 21 и i/ p-cosa для кулисы 20. Величина y p-cosa прямопропорциональна объемной производительности насоса 22. Но величина
)-sma не определяет непосредственно производительность насоса 23, а подается на вход множительного механизма. Иначе говоря, производительность насоса 23 определяется не только величиной A; p-sina, но и углом
наклона кулисы 26.
Таким образом, производительность насоса 23 прямопронорциональна произведению
1p-slna,
X - , поскольку L - величина,
RR
обратная R. Таким образом, обеспечивается
соотношение Уе К (а)).
Станок работает следуюпшм образом. Изделие 1 закрепляют на столе 2. За счет
изменения величины вылета L инструмент 3 устанавливают против дорожки, подлежащей обработке. Перед началом работы оператор по технологическим картам в соответствии с величиной припуска, подлежащего съему,
маркой материала изделия и характеристикой режущего инструмента выбирает абсолютную величину суммарной подачи Vs и вводит эту величину в систему управления ручного манипулирования, т. е. неремещая камень 19
вдоль рычага 18 находит такое положение, которое обеспечивает выбранную величину V-, . Величина Ve связана липейной зависимостью и расстоянием камня 19 от оси поворота рычага 18, поэтому механизм перемещения камня 19 имеет шкалу, отградироваппую в единицах суммарной подачи V , . Неносредственно перед началом обработки изделия включается вращение инструмента 3 и включаются насосы 7 . и 8. Поворачивая
штурвал 12, онератор изменяет нанравление суммарного вектора подачи V в пределах от а 0 до (фиг. 3), поскольку именно в этих пределах может поворачиваться рычаг 18. Поворот рычага 18 дублируется поворотом указателя 36, вынесенного в удобное для наблюдения место. Указатель 36 показывает пстинное направление вектора V . В соответствии с разметкой детали, визуально контролируя результаты обработки, онератор
вращением штурвала 12 управляет станком.
Он имеет возможность обработать поверхность любой криволинейной формы, в частности поверхность, имеющую любую крутизну. При обработке лопастей гребных винтов не возникает необходимости в реверсировании горизонтальной подачи, если же такая необходимость возникает, то достаточно снять ограничение (от 0° до 180°) угла поворота рычага 18.
После обработки одной дорожки на одной лопасти изделия / оператор отводит инструмент 3 от изделия / и, включив насос ускоренного обратного хода (на чертеже не показано), отводит стол 2 в исходное положение. После этого аналогичным образом можно обработать любую другую дорожку.
Предмет изобретения
Станок для бескоиирной обработки криволинейных поверхностей, например лопастей
гребных винтов, фрезерованием или шлифованием, в котором взаимосвязанные движения стола изделия и шпиндельной бабки осуш,ествлены гидроприводами с насосами регулируемой производительности, соединенными посредством кулисно-рычажного механизма, отличающийся тем, что, с целью обеспечения постоянных релшмов резания при строчечной обработке с изменяющимся радиусом, система регулирования производительности насосов снабжена множительным механизмом, нанример, кулисно-рычажного типа, корректирующим производительность насоса поворота стола изделия в соответствии с величиной радиуса обрабатываемой строки, регистрируемого датчиком, выполненным в виде реечной передачи с рейкой, установленной на шпиндельной бабке, и шестерней, управляющей наклоном кулнсы множительного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ | 1971 |
|
SU311711A1 |
| Станок для обработки фасонных изделий | 1979 |
|
SU856759A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| Металлорежущий станок | 1982 |
|
SU1069972A1 |
| Станок для токарной обработки | 1984 |
|
SU1192904A1 |
| Затыловочный станок | 1982 |
|
SU1069977A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Шпиндельный узел радиально-сверлильного станка | 1976 |
|
SU610616A1 |
| Автооператор | 1969 |
|
SU344701A1 |

А-А
Ч
4
5
/
4 г-Л ггТл
ГГ VT-1/V
Фиг. 2
JB
J5
Фиг.А
