1
Изобретение относится к трубоэлектросварочному производству, а точнее к производству прямошоБНых электросварных труб, свариваемых токами высокой частоты.
Наиболее эффективно изобретение может быть использовано при изготовлении труб без внутреннего грата.
Известно устройство для удаления внутреннего грата в сварных трубах, содержащее установленные в корпусе режущий инструмент с механизмом его поджима, опорные ролики Н ферритодержатель {.
Однако в известном устройстве отсутствуют механизмы, предотвращающие попадание сварочных брызг во внутреннюю полость трубы.
Процесс сварки трубной заготовки сопровождается брызгами и выплесками расплавленного металла в зоне формообразования шва. Охлаждаясь, брызги и выплески метаЗ ла падают на дно трубы в виде оплавленных шариков с закалочной структурой, диаметром от 1 до 3 мм. Попадая под нижний опорный ролик гратоснимателя, они вдавливаются в тело трубы, оставляя лунки, глубина которых превышает установленные допуски, в результате чего трубы идут в брак. Целью изобретения является повышение качества труб путем устранения возможности попадания сварочных брызг под опорные ролики.
Это достигается тем, что корпус устройства для удаления внутреннего грата выполнен с охлаждаемой полостью, расположенной в зоне сварки, и снабжен приводной заслонкой, установленной в донной части указанной полости.
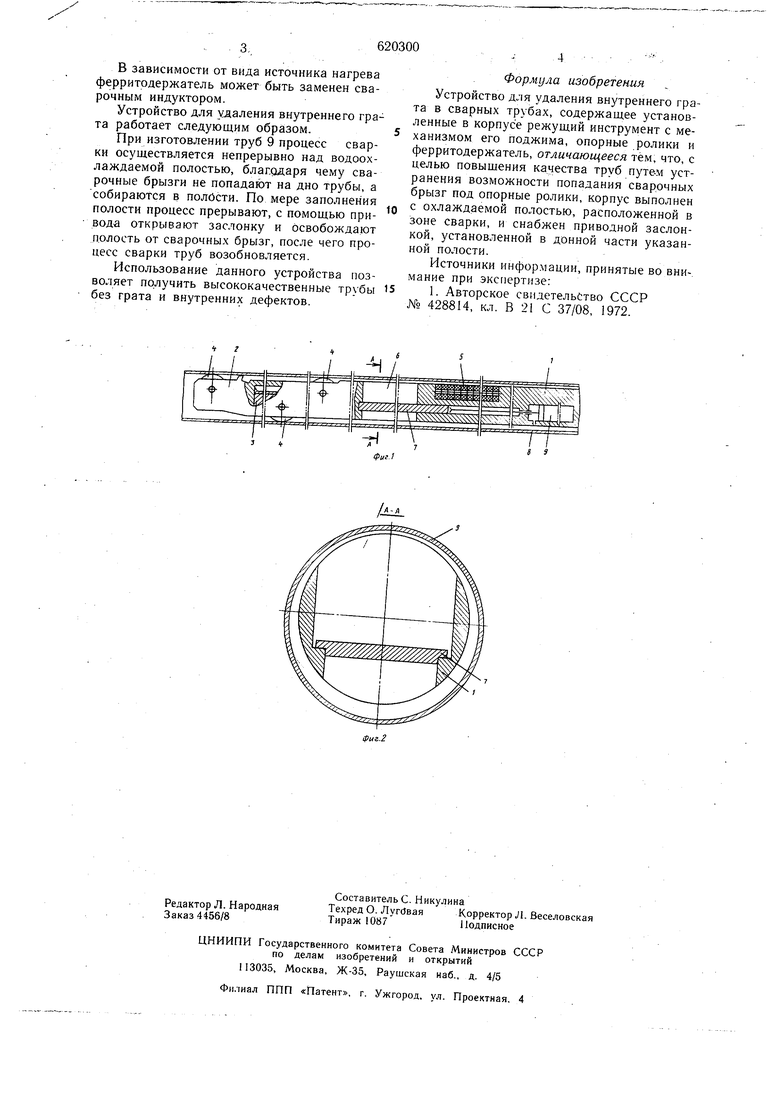
На фиг. 1 изображено устройство для удаления внутреннего грата, обш,нй вид; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство для удаления внутреннего грата содержит корпус 1, на свободном конце которого установлен режущий инструмент 2 с механизмом 3 его поджима и опорные ролики 4.
Другой конец корпуса соединен со штангой, укрепленной на станине формовочной
клети (на чертеже не изображена)1.
В зоне разогрева кромок свариваемой трубы в корпусе смонтирован ферритодержатель 5 с ферритами, а в зоне сварки в корпусе выполнена охлаждаемая полость 6, в донной части которой установлена заслонка 7 с приводом 8 ее перемеш.ения.
В зависимости от вида источника нагрева ферритодержатель может быть заменен сварочным индуктором.
Устройство для удаления внутреннего грата работает следующим образом.
При изготовлении труб 9 процесс сварки осуществляется непрерывно над водоохлаждаемой полостью, благодаря чему сварочные брызги не попадают на дно трубы, а собираются в полости. По мере заполнения полости процесс прерывают, с помощью привода открывают заслонку и освобождают полость от сварочных брызг, после чего процесс сварки труб возобновляется.
Использование данного устройства позволяет получить высококачественные трубы без грата и внутренних дефектов.
Формула изобретения
Устройство для удаления внутреннего грата в сварных трубах, содержащее установленные в корпусе режущий инструмент с механизмом его поджима, опорные ролики и ферритодержатель, отличающееся тем, что, с целью повыщения качества труб путем устранения возможности попадания сварочных брызг под опорные ролики, корпус выполнен с о.хлаждаемой полостью, расположенной в зоне сварки, и снабжен приводной заслонкой, установленной в донной части указанной полости.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 428814, кл. В 21 С 37/08, 1972.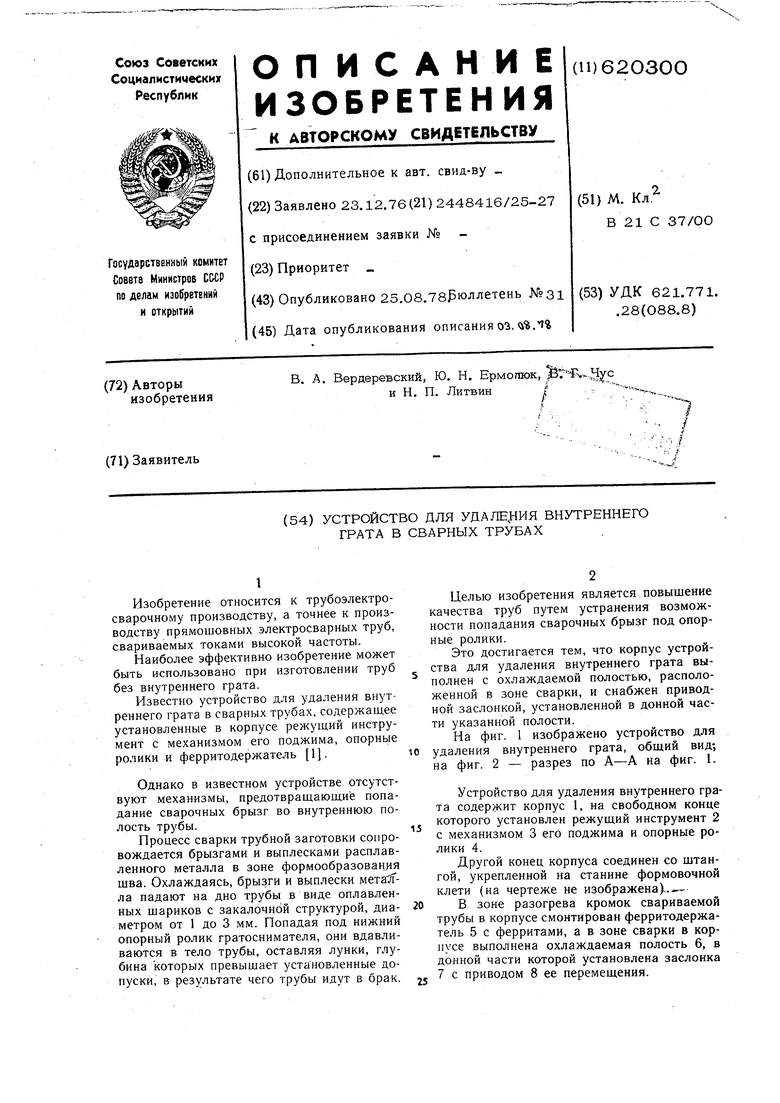
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления внутреннего грата в сварных трубах | 1978 |
|
SU766698A2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В СВАРНЫХ ТРУБАХ | 1972 |
|
SU428814A1 |
| Устройство для удаления внутреннего грата | 1979 |
|
SU988401A2 |
| Устройство для удаления внутреннего грата | 1976 |
|
SU940887A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| Устройство для удаления внутреннего грата | 1987 |
|
SU1447599A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
i }
