1
Изобретение относится к трубоэлектросварочному производству, а точнее к производству прямошовных электросварных труб.
Наиболее эффективно изобретение может быть использовано при изготовлении электросварных прямошовных труб без внутреннего грата, свариваемых токами высокой частоты.
Изобретение является усовершенствованием устройства по авт. св. № 428814.
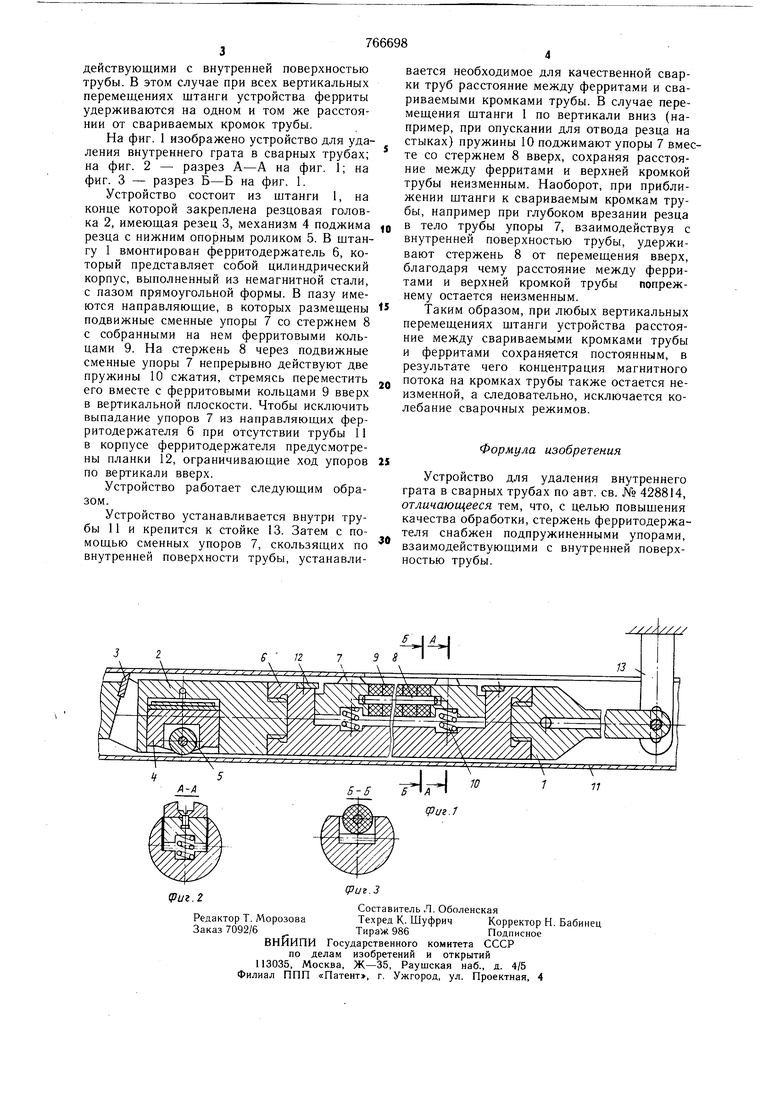
Устройство для удаления внутреннего грата в сварных трубах по авт. св. № 428814, состояш,ее из штанги, на конце которой закреплена резцовая головка, имеющая резец и механизм поджима резца. Механизм поджима резца снабжен роликом, с помощью которого устройство опирается на внутреннюю поверхность трубы. В штангу вмонтирован ферритодержатель со стержнем и ферритовыми кольцами. Особенностью этого устройства является то, что стержень ферритодержателя имеет возможность перемещения в вертикальной плоскости и тем самым регулируется, а затем фиксируется положение ферритов относительно свариваемых кромок трубы.
Процесс сварки прямошовных труб токами высокой частоты может осуществляться
только при условии наличия в зоне сварки во внутренней полости трубы ферритов. Причем ферриты должны располагаться максимально близко к свариваемым кро.мкам трубы, а расстояние .между кромками трубы и , ферритами должно оставаться неизменным. При изготовлении электросварных прямошовных труб без внутреннего грата для обеспечения процесса сварки в штангу устройства монтируются ферриты. Однако при изменении положения резца относительно верхней 10 образующей трубы, например, при прохождении поперечных стыков, изменении глубины врезанного резца или его длины, а также при колебаниях внутреннего диаметра трубы, расстояние между свариваемыми кромками трубы и ферритами меняется, что приводит к
15 изменению сварочных режимов и, в конечном счете, к некачественному сварному шву трубы. Известное устройство не предусматривает механиз.мов, обеспечивающих постоянное положение ферритов относительно свариваемых кромок трубы. Для стабилизации
20 положения ферритов относительно кромок трубы с целью повыщения качества сварной трубы предлагается стержень ферритодержателя снабдить упорами, постоянно взаимо
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления внутреннего грата в сварных трубах | 1976 |
|
SU620300A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Устройство для удаления внутреннего грата из прямошовных электросварных труб | 1987 |
|
SU1766553A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| Способ непрерывного изготовления сварных труб | 1987 |
|
SU1416230A1 |
| Устройство для удаления внутреннего грата | 1979 |
|
SU988401A2 |
| Устройство для удаления внутреннего грата | 1976 |
|
SU940887A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В СВАРНЫХ ТРУБАХ | 1972 |
|
SU428814A1 |
| Устройство для удаления внутреннего грата в прямошовных электросварных трубах | 1989 |
|
SU1680403A1 |
