Иэобретеяае относится к черной металлургии, точнее к оборудованию дйя огневой зачйстки поверхностных дефектов в прокатщ11Х пехах метаплургичеоких предприятий,
Иавесягао устройство для гидрОсбива мвталпоотз одоБ машйяьг огневой зачистки проката, содержащее установленные в газозаборном кожухе вертикальные и горизонтальные форсунки .ij.
Основным недостатком данного устройства гвпяетсн выброс металиоотходов и днмовн& газов в ковяз npoitecca зачисткц в атмосферу пеха когда кодечная частц раската .находится вее зоны действия форсунок. В этот момент образуется OK-I но гидросбива, сечение которого равно сечению заш&щаемого раската, куда и устремляются дымовые газы и металпоотходьт. Из-за чрезмерной концентрапяи вредных веществ, содержащихся в шыбросах, ухудшаютса саштарво ги1 ённ-п ческве качества воздуха, в цехе, нсклюнаетса работа людей на механизмах, н ходащяхся в непосредственной близости к участку зачистки.
Дня предотвращения выброса металло-г отходов и газов в конце зачистки предпагаемЕое устройство снабжено дополнительной отсечной и датчиком фиксаций конца раската, взаимодействующего с фopqyнкoй, размешенных в газозаборном кожухе.
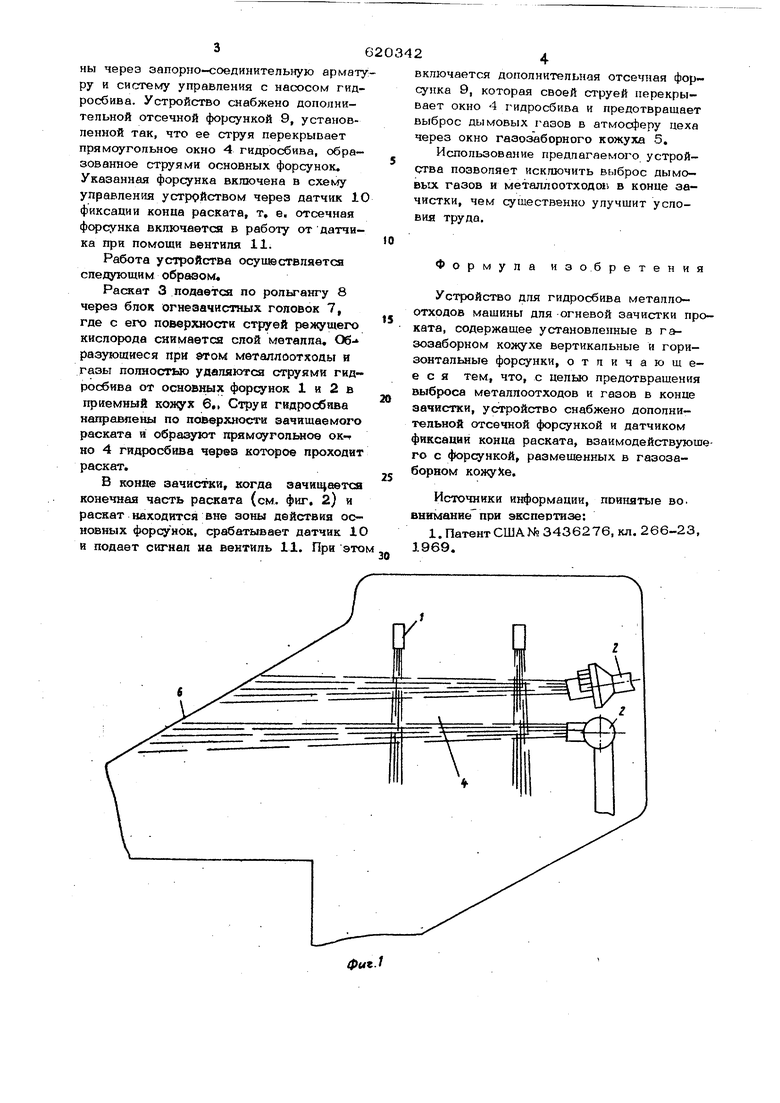
На фиг. 1 дана принципиальная схема предлагаемого устройства; на фиг. 2 показан вид сбоку.
Предлагаемое устройство состоит из вертикальных форсунок 1 и горизонтальных форсунок 2. Струи этих основных форсунок направлены по пе| ик1етру зачищаемого раската 3, т.е. образуютпрямоугольное окно 4 гндросбива для прохода раската. Ф(унки размещены в газозаборном кожухе 5, снабженном приемным кожухом 6 для улавливания струй гидросбива. Для подачи раската через газозаборный кожух 5 и блок огнезачис- тных головок {7 служит рольганг 8. Основные форсунки гидросбива соединены через запорно-соединительную арматуру и систему управления с насюсом гидросбива. Устройство снабжено дополнительной отсечной форсункой 9, установленной так, что ее струя перекрывает прямоугольное окно 4 гидросбива, обра зованное струями основных форсунок. Указанная форсунка включена в схему управления устррйством через датчик Ю фиксации конца раската, т, а. отсечная форсунка включается в работу от датчика при помощи вентиля 11.
Работа устройства осуиюствпявтся следующим образом
Раскат 3 подается по рольгангу 8 через блок огнеаачнстных головок 7, где с его поверхности струей рв)«огщего кислорода снимается слой метан да. Об- раэующнеся при этом мвталлоотходы и газы поляосугьго удаляются струями гидросбива от основных форсунок 1 и 2 в приемный кожух 6,, Струи гйдросбява направлены по поверхности эачишаемого раската и образуют прямоугольное ок-г но 4 гидросбива черев которое проходит раскат.
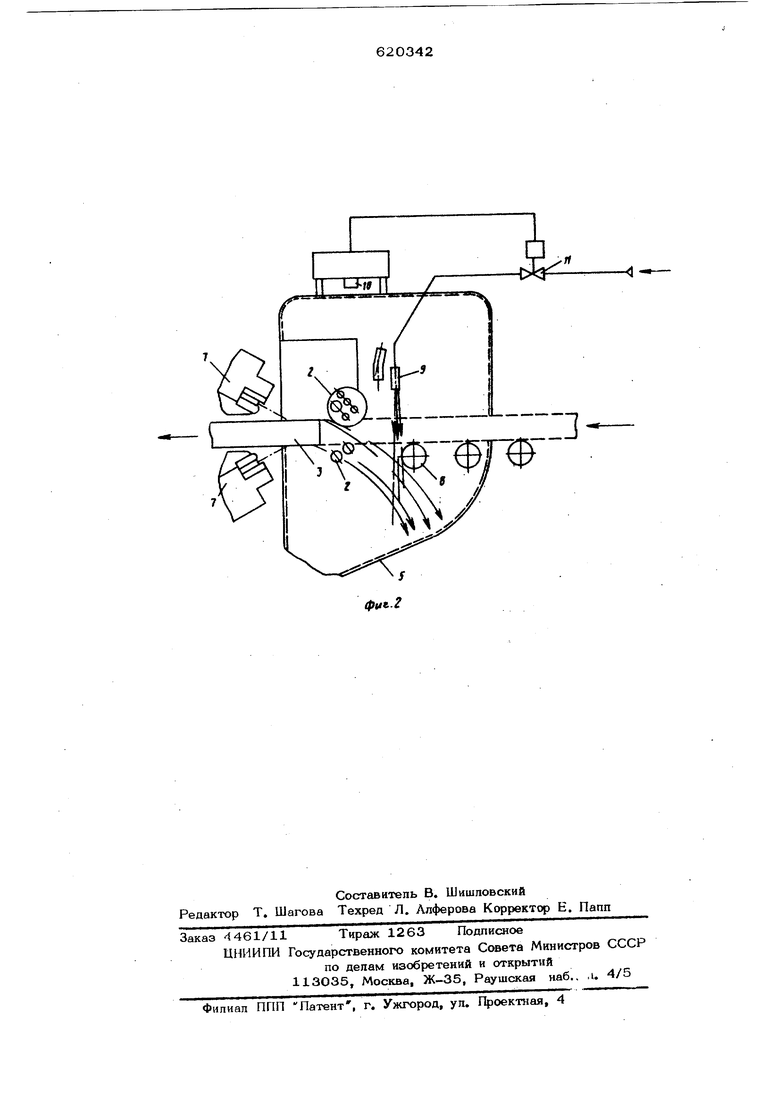
В кон зачистки, когда зачищается конечная часть раската (см. фиг, 2} и раскат находится вне зоны действия основных форсунок, срабатывает датчик 10 и подает сигнал на вентиль 11. При это
включается дополнительная отсечная форсунка 9, которая своей струей перекрывает окно 4 гидросбива и предотвращает выброс дымовых газов в атмосферу цеха через окно газозаборного кожуха 5.
Использование предлагаемого устройства позволяет исключить выброс дымовых газов и металлоотходо в конце зачистки, чем существенно улучшит условия труда.
Формула из об р е т е и и я
Устройство для гидросбива металлоотхрдов мащины для-огневой зачистки проката, содержащее установленные в газозаборном кожухе вертикальные и горизонтальные форсунки, отличающееся тем, что, с цепью предотвращения выброса металлоотходов и газов в конце зачистки, устройство снабжено дополнительной отсечной форсункой и датчиком фиксации конца раската, взаимодействующго с форсункой, размещенных в газозаборном кожуХе,
Источники информации, принятые во.
вниманиепри экспершзе:
1. ПатентСША№ 3436276, кл, 266-23,
1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления металлических отходов при помощи струй воды и сбора отходов при огневой зачистке прокатных заготовок | 1981 |
|
SU963751A1 |
| Устройство для огневой зачистки металла | 1988 |
|
SU1637968A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ БЛЮМОВ И СЛЯБОВ | 1966 |
|
SU182659A1 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОГО ЛИТЬЯ | 2007 |
|
RU2393051C1 |
| Машина огневой зачистки горячего металла в технологическом потоке блюминга | 1960 |
|
SU132180A1 |
| Стан для прокатки слябов | 1981 |
|
SU995951A1 |