Изобретение относится к черной металлургии, а именно к огневой зачистке поверхностных дефектов на металлических заготовках в цехах металлургических заводов.
Цель изобретения - повышение производительности и качества зачищаемой поверхности, облегчение управления процессом зачистки.
На фиг.1 представлено устройство, общий вид; на фиг.2 - то же, принципиальная схема.
Устройство огневой зачистки металла состоит из стеллажа, на котором укладываются зачищаемые изделия 1, ручного кислородного резака 2, двухсекционной поворотной стрелы 3 для подвески резинотканевых рукавов 4, шкафа электроуправления 5, газозаборного кожуха 6 для удаления продуктов горения.
Кислородный резак 2 (фиг.2) состоит из прямой трубки 7 для режущего кислорода с медным соплом 8 на конце направляющей трубки с наружной изоляцией 9 для подачи пусковой проволоки 10 от механизма 11 подачи пусковой проволоки. На этом механизме закреплен барабан 12 с запасом проволоки. Для питания электродуги между проволокой 10 и поверхностью металла изделия в начале процесса зажигания примеО
со VI о о
00
нем источник 13 питания, обеспечивающий напряжение 30-40 В и ток 400-500 А. Устройство содержит клапан-регулятор 14, электромагнитный клапан 15 (КЛК) для управления клапаном-регулятором, кислородный редуктор 16. Кроме того, устройство содержит электрический блок для управления магнитным клапаном 15, механизмом 11 подачи проволоки и источником питания 13. Для подачи импульса на электрический блок на резаке установлена кнопка управления 17 (КН).
Устройство огневой зачистки металла работает следующим образом.
Зачищаемые заготовки 1 цеховым краном укладываются на стеллаже, осматриваются, производится отметка дефектов, затем газовырубщик подводит к дефектному участку кислородный резак 2, нажимает на кнопку 17 (КН) и тем самым подает импульс в блок электросхемы для автоматического начала зачистки. Включается механизм 11 подачи проволоки и пусковая проволока 10 продвигается до момента контакта ее с поверхностью изделия 1. Происходит зажигание дуги и через 0,05-0,08 с на разогретый участок металла изделия подается кислород для зачистки. Одновременно с этим продвигают кислородный резак по зачищаемой поверхности и отключают механизм подачи пусковой проволоки и источник питания электродуги. После зачистки дефектного участка на поверхности освобождают пусковую кнопку 17 (КН) и тем самым прекращают подачу кислорода к резаку. Таким образом производят зачистку всех дефектных участков поверхности заготовок, уложенных на стеллаже. Зачистку поверхности производят всегда в одном направлении так, чтобы образующие дымовые газы были бы направлены в сторону газообразного кожуха 6 (фиг, 1). Это позволяет полностью удалить из цеха дымовые газы вентиляционной системой и улучшить санитарно-гигиенические условия в производственном помещении.
Выполнение трубки для подачи кислорода прямой с соосным расположением сопла, позволяет увеличить диаметр трубки до 25-40 мм, и за счет этого увеличивается проход для кислорода в 5-6 раз по сравнению с известными устройствами. При этом одновременно происходит также снижение скорости истечения кислорода через выходное сопло на конце ствола, а это способствует
резкому снижению реактивной энергии струи и к тому же сила реакции струи направлена вдоль ствола и без особых усилий воспринимается газовырубщиком.
Применение электродуги способствует
разогреву металла на начальном участке зачистки до зажигания в струе кислорода за время в 0,05-0,08 с, т.е. продолжительность цикла зажигания в предложенном устройстве снижается по сравнению с известными
устройствами в 80-300 раз.
Кроме того, это позволяет снизить вес резака за счет исключения системы подачи горючего газа для подогрева.
Таким образом, предложенное устройство по сравнению с известным позволяет повысить производительность зачистки металла и снизить себестоимость зачистки.
Формула изобретения
Устройство для огневой зачистки металла, содержащее сопло, трубку для подачи режущего кислорода, расположенную соос- но с соплом, направляющую и механизм для
подачи пусковой проволоки, отличающееся тем, что, с целью повышения производительности и качества зачищаемой поверхности, облегчения управления процессом зачистки, оно снабжено источником питания электрической дуги, трубка для подачи режущего кислорода выполнена прямой, направляющая выполнена в виде трубки с наружной изоляцией и закреплена на трубке режущего кислорода параллельно
ее оси, причем направляющая подключена к источнику питания.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Способ термохимической зачистки поверхности металлических изделий | 1977 |
|
SU1118281A3 |
| Устройство для огневой зачистки металла | 1976 |
|
SU849989A3 |
| Способ огневой многосекционной зачистки дефектных участков поверхности заготовки | 1987 |
|
SU1542720A1 |
| Устройство для огневой зачистки дефектов поверхности металла | 1989 |
|
SU1676762A1 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| Устройство для зачистки поверхности металлических изделий | 1979 |
|
SU1087058A3 |
| Способ огневой зачистки | 1987 |
|
SU1532218A1 |
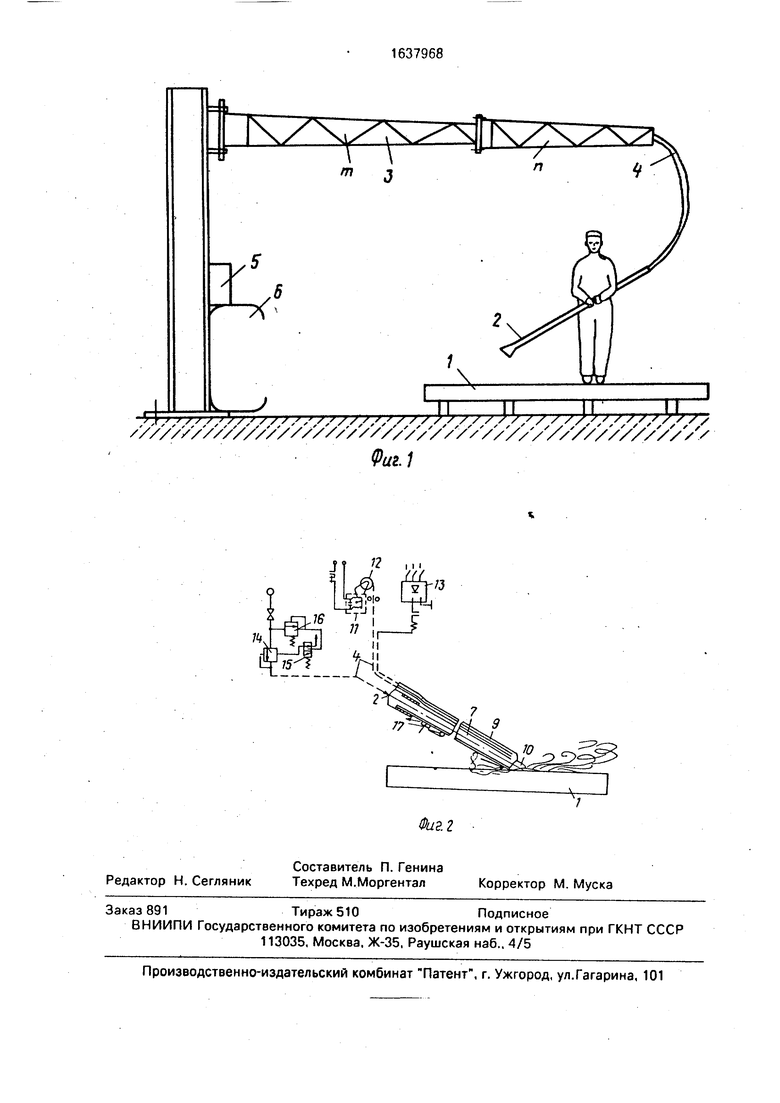
Изобретение относится к черной металлургии, а именно к огневой зачистке поверхностных дефектов на металлических заготовках в цехах металлургических заводов. Цель изобретения - повышение производительности и качества зачищаемой поверхности, облегчение управления процессом зачистки. Устройство состоит из кислородного резака с прямой трубкой 7 для режущего кислорода с медным соплом на концеЗ, направляющей трубки 9 с наружной изоляцией для подачи пусковой проволоки 10 от механизма 11 подачи проволоки. Направляющая трубка подключена к источнику питания 13 электрической дуги. При включении кнопки 17 включается механизм подачи пусковой проволоки. При контакте проволоки 10 с поверхностью металла изделия происходит зажигание дуги и через 0,05-0,08 с через сопло 8 на разогретый участок металла изделия подается кислород для зачистки. Трубка подачи кислорода - прямая, что позволяет увеличить ее диаметр, а следовательно, и расход кислорода в 5-6 раз по сравнению с известными уст-- ройствами. Снижение скорости истечения кислорода позволяет снизить силу реакции струи. Применение электродуги способствует снижению времени разогрева металла до зажигания в начале зачистки, 2 ил.
Фиг.1
| Нинбург А.К | |||
| Кислородная зачистка металла | |||
| М.: Металлургия, 1982, с.92. |
