1
Изобретение относится к области станкостроения и может быть использовано при подготовке поверхности слитков к прокатке в металлургической промышленности, а также в заготовительных цехах машиностроительных заводов, в частности для снятия с отливок путем резания труднообрабатываемой литейной корки на заводах специальных сталей и сплавов.
Известен слиткообдирочный станок, имеюш,ий два рабочих суппорта с резцедержателями, при этом передний суппорт установлен на направляюш;их, поворачиваюш,ихся на определенный угол в зависимости от конусности обрабатываемого слитка, а задний суппорт, предназначенный для разрезки слитков, установлен на поперечных направляюш;их 1.
Однако применение на этом станке многорезцовых наладок сокраш;ает машинное время обработки слитка.
Кроме того, обработка труднообрабатываемых резанием жаропрочных и специальных сталей и сплавов на этом станке затруднена ввиду большой глубины резания (до 30 мм), недостаточной его мош,ности и жесткости. Резание ведется на низких скоростях (1,5-10 м/мин), производительность низкая и составляет 0,7-5 слитков в смену. Возможности твердосплавного инструмента в этом станке ограничены ввиду недостаточной его хрупкой прочности при значительных (до 3 тс) силах резания. Целью изобретения является расширение
технологических возможностей устройства путем обеспечения условий для обработки слитков из труднообрабатываемых материалов. Для этого предлагаемое устройство для
обработки деталей типа тела вращения снабжено дополнительной парой инструментов и качаюш,имся коромыслом с плечом, установленным на заднем суппорте, снабженным продольными направляюш,ими
для синхронного перемещения в продольном направлении резцов и шлифовальных кругов, при этом плечо коромысла выполнено в виде шарнирной вилки, несущей смонтированные на ней два шлифовальных
круга и обеспечивающей постоянный прижим шлифовальных кругов к поверхности обрабатываемой детали.
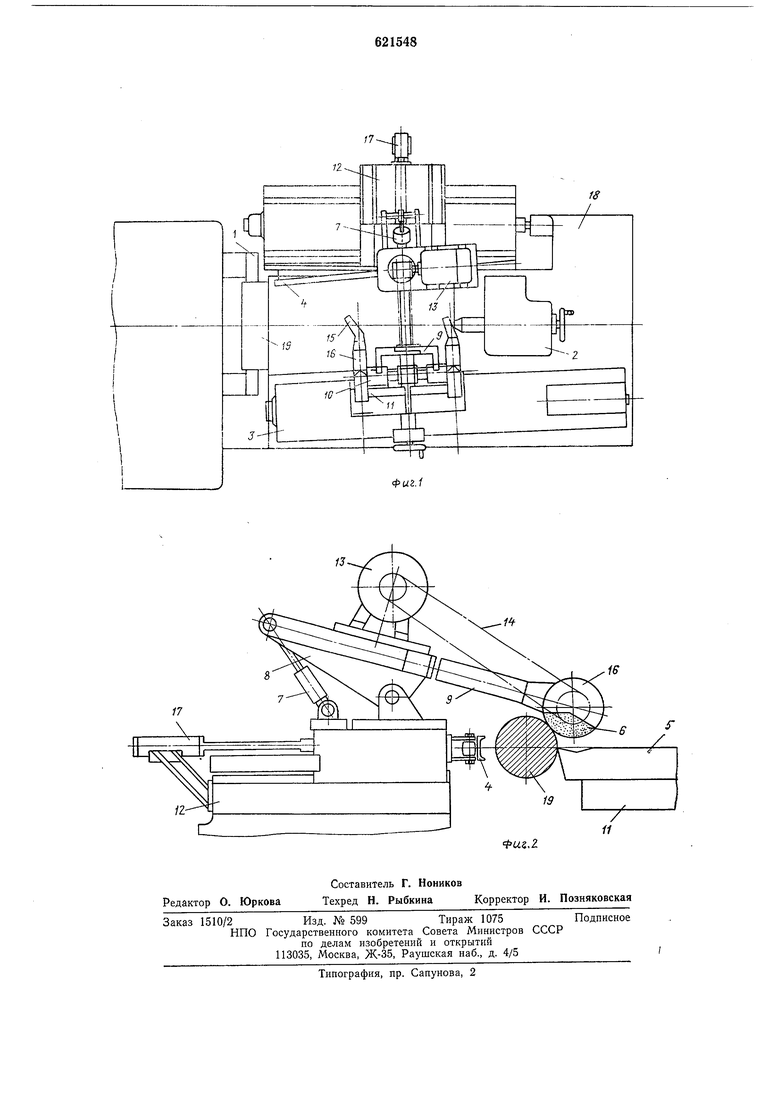
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - то же,
вид сбоку.
Устройство содержит патрон 1, установленный на передней бабке, заднюю бабку 2, поворотные направляющие 3, копировальную линейку 4, лезвийный инструмент
резцов 5 и абразивные круги 6.
Шлифовальный комплекс включает гидропневмоцилиндр 7, коромысло 8, шарнирную вилку 9 и шпиндельные узлы 10. Лезвийный инструмент закреплен на переднем суппорте И, а шлифовальный комплекс - на заднем суппорте 12. Абразивные круги снабжены индивидуальным приводом 13. Передача крутящего момента с привода 13 на абразивные круги 6 осуществлена через ременную передачу 14. Гибкие шланги 15, закрепленные на кож)хах 16, предназначены для отсоса металлоабразивных отходов. Для перемещения заднего суппорта вместе с шлифовальным узлом вдоль копировальной линейки предусмотрен гидропневмоцилиндр 17.
Элементы устройства размещены на общей станине 18.
Устройство работает следующим образом.
Заготовка 19 (слиток) загружается в устройство, закрепляется в патроне 1 и поджимается задней бабкой 2. После установки поворотных направляющих 3 и копировальной линейки 4 на угол конусности заготовки в контакт с ней вводятся резцы 5, а затем и абразивные круги 6. При этом заданная глубина шлифования обеспечивается созданием расчетного давления в гидропневмоцилиндре 7, который своим штоком воздействует на свободный конец коромысла 8. Шарнирная вилка 9 с закрепленными на ней двумя шпиндельными узлами 10 и абразивными кругами 6, поворачиваясь вокруг своей оси, позволяет равномерно прилгать оба круга к конусной поверхности заготовки. Затем включается синхронное продольное перемещение перецнего 11 и заднего 12 суппортов по соответствующим направляющим, производится обработка поверхности заготовки. Одновременно с включением привода 13, передающего вращение на абразивные круги 6 через ременную передачу 14, включается вентиляционный отсос металлоабразивных отходов через гибкие шланги 15, закрепленные на кожухах 16 абразивных кругов.
После окончания обработки происходит выгрузка заготовки 19.
Формула изобретения
Устройство для обработки деталей типа тела вращения, включающее станину, смонтированные на ней передний суппорт с продольными и поперечными направляющими и задний суппорт с поперечными направляющими, располон енную в одной плоскости и установленную с возможностью относительного перемещения в поперечном направлении пару инструментов
в виде резца, закрепленного на переднем суппорте, и шлифовального круга, смонтированного на заднем суппорте, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения условий для обработки слитков из труднообрабатываемых материалов, оно снабжено второй парой инструментов и качающимся коромыслом с плечом, установленным на заднем суппорте, снабженным продольными направляющими для синхронного перемещения в продольном направлении резцов и шлифовальных кругов, при этом плечо коромысла выполиено в виде шарнирной вилки, несущей смонтированные на ней два шлифовальных круга и обеспечивающей постоянный прижим шлифовальных кругов к Поверхности обрабатываемой детали.
Источники информации,
принятые во внимание при экспертизе
1. Патент США № 3247618, кл. 51-5, 1966.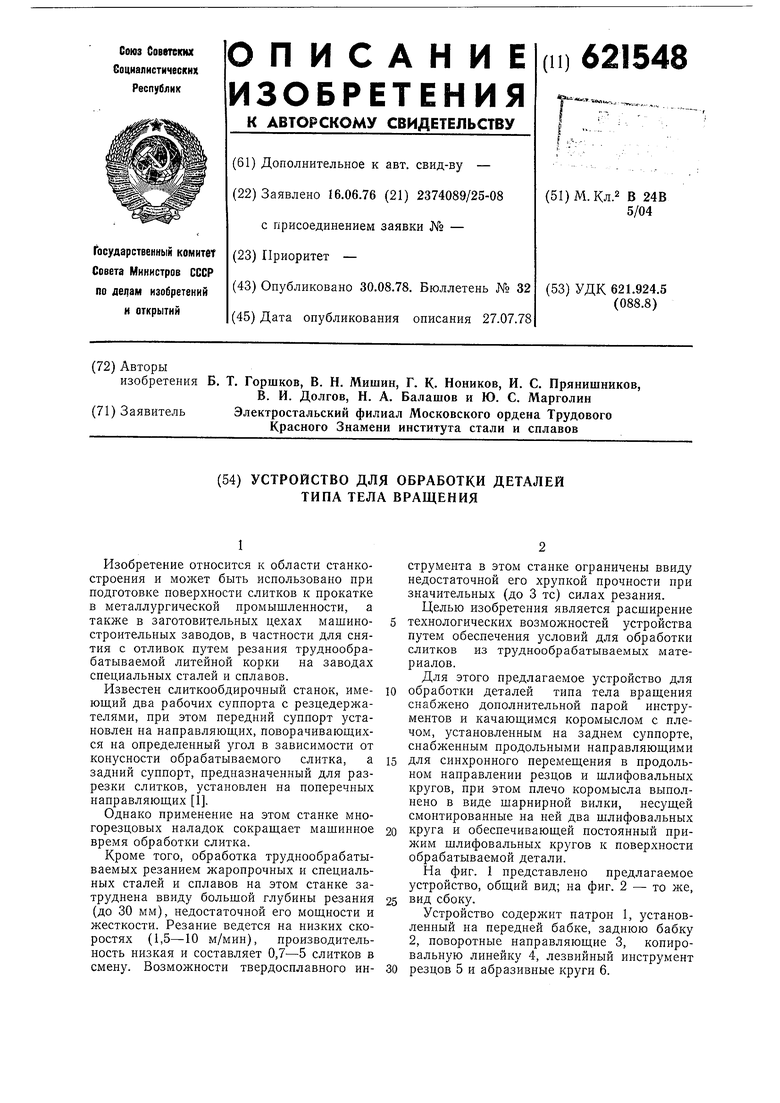
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288816C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2283734C1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288828C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334590C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |