Изобретение относится ж области переработали .пластмасс в изделия и в частности к оснаст1ке для изготовления .изделий.
Известна 1вьш.осная преос-форма для из1чзтавлени Я изделий..из пластмасс, содержащ.ая ш-аржнюю и н.ижнюю с установленными на них соотзетственно плитЗМИ пуансонов и матриц и подпружИнеяиые ,рычажные за.хваты ll.
Р1звестна та.кже выносна.я .пресс-фор:ма для изготовления .изделий из .нласт.масс, содерж.ащая верхнюю плиту, промежуточную плиту с закрепленными в ней пуансона.ми, иижнюю плиту € установленной на ней ллит,ой -матрнц И замковое .устройство {2.
В известных конструкциях пресс-форм замковое устройство фнксирует положение верхней пл.иты s строто определен1Н.ом положении, что не позволяет корректировать удельное да1влен.и-е- преосован-ия в зависимости от погрешностей навескИ прессуемого м.атериала и его -исходного состо.яиия.
Цель изо1бретенИ|Я - расш:ирени.е тех.нологических возможностей за счет обеспечения изготовления изделий с различным удельным давлением.
Это (достигается тем, что в предлагаемой стресс-фор-ме замковое устройство выполнено в виде жестко закреп-ленной на верхней .плите наружной обоймы и установленной с (ВОЗМОЖНОСТЬЮ поворота на плите матрид в.нутренней обоймы, каждая из которых снабжена размещенными на обращенных одна 1К другой боковых павер.чностях абоЙ1М выступами с клиновьши иоверхност.ялш, (взаим.о.действующими между собой, и привода поворота внутренней обоймы, размеще.нного в .пл.ите .ма,тр.иц.
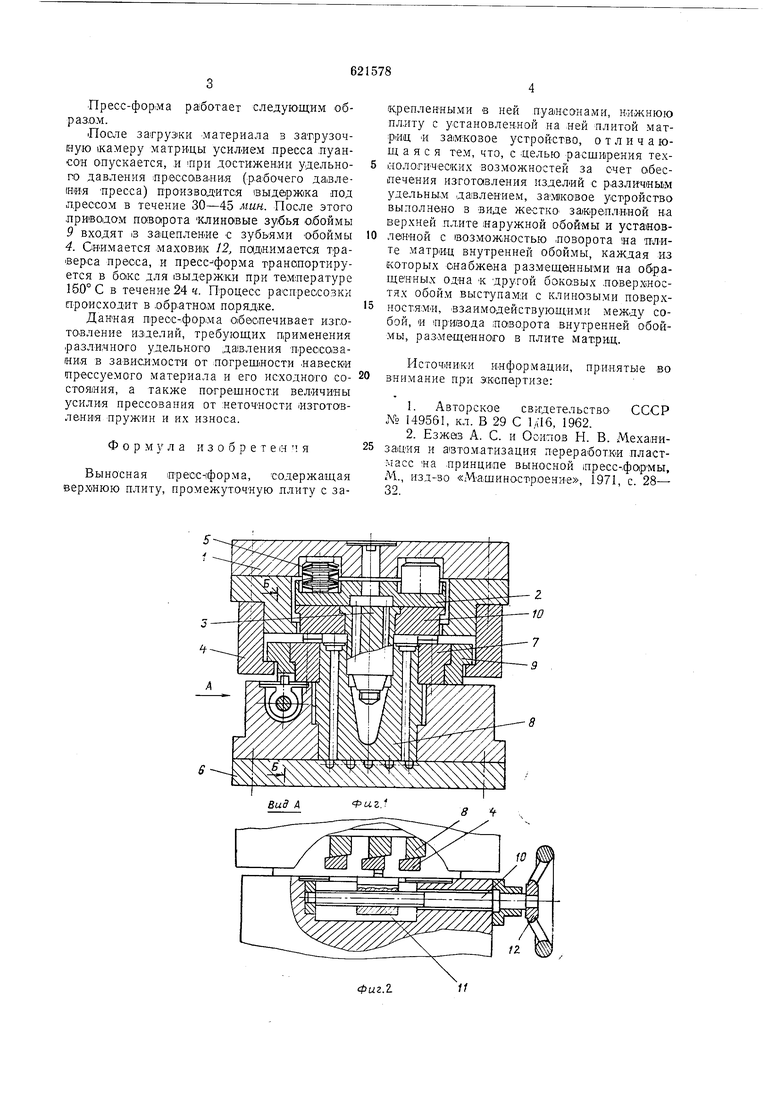
На фиг. 1 изображен продопвный разрез п-редлагаемой выносной пресс-фор|Мы; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Пресс-фор.ма содержит верхнюю плиту 1 п.ромеЖуточную плиту 2 с заюрепленными в ней пуансона.ми 3, наружную обоймус (Выступами с клиновой поверхностью, жестко связанную с верхней илитой . Верхняя плита соединена с пуансо.наМИ через пакеты тарельчатькх пружи.н 5. На нижней плите 6 разм.ещена плита 7 .м.атриц 8 и с ВОЗМОЖНОСТЬЮ: поворота внутренняя обойЛ1а 9 с выступами с клиновой .поверхностью, взаимодействующими с выступа.ми наруж.ной обо.ймы. В ллите 7 м.атриц раз:«ещен пр.ивод поворота внутренней обоймы, выполненный в виде винта 10, на который насажена гайка // с пальцем, взаимодействующим с 1пазом .внутренней обоймы, и маховика 12.
Пресс-фор1ма работает следующим образо.м.
.После sairpysKH материала в затрузочную (Камеру матрицы усилием пресса луансон опускается, л лри достижении удельного давления лрессО|Ва,ни.я (р,абочего давления Пресса) производится выдержка под лрессом в течение 30-45 мин. После этого .приводом поворота Клиновые зуйья обоймы 9 входят iB зацепление с зубьями обоймы 4. Снимается маховик 12, падиимается траверса пресса, и пресс-форма транспортируется в бакс для выдержки при температуре 160° С в течение 24 ч. Процесс распреосозки происходит в ,обр.атно,м порядке.
Данная П реос-фор:ма 0|беС|ПечиБает изготовление изделий, требующих црименения .различного удельного давления прессования в зависимости от погрешности лавески прессуемого материала и его исходного соСТОЯ1НИЯ, а также погрешности величины усилия прессОВания от леточлости «зготавления пружин и их износа.
Формула и 3 о б р е т е (Н я
Выносная пресс-форма, содержащая верхнюю плиту, промежуточную плиту с зак,репленными в ней пуаисанами, нижнюю пл.иту с установленной на ней плитой матриц и замковое устройство, отличающаяся тем, что, с целью расши1рения тех1ноло;гических возможностей за счет обеспечения изготовления изделий с различным удельны.м да-вленИем, заМ1ковое устройство выполнено в виде жестко зажреплнйой на верхней плите наружной обоймы и устаиовленяой с возможностью поворота иа плите матриц внутренней обоймы, каждая из которых снабжена размещенными на обращенных одна -к другой боковых поверхностях обойм выступами с клиновыми поверхностями, взаимодействующими между собой, и привода поворота внутренней обоймы, размещенного в плите матриц.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР Л 149561, кл. В 29 С l/fl6, 1962.
2.Езжаз А. С. и Осипов Н. В. Механизация и автоматизация перера-ботки пластгчасс на принципе выносной пресс-.фарМы, М., изд-зо «Машиностроение, 1971, с. 28-32.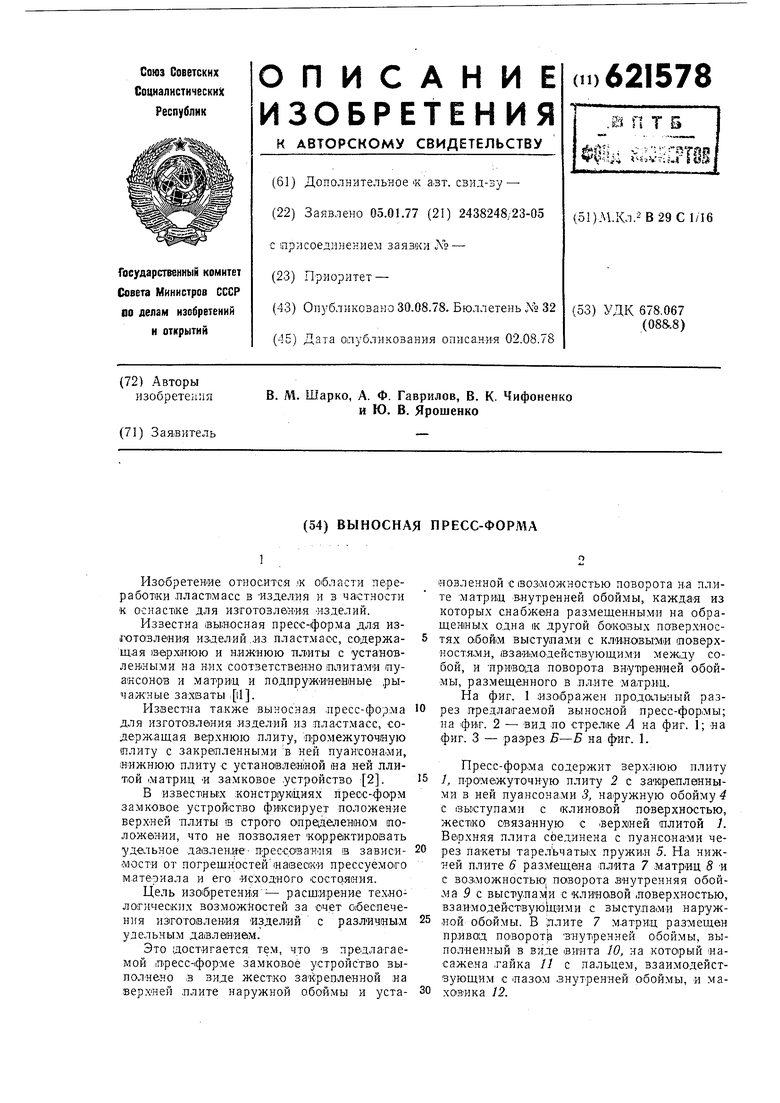
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Литьевая форма | 1977 |
|
SU621577A1 |
| Выносная самозапирающаяся пресс-форма | 1961 |
|
SU149561A1 |
| Выносная пресс-форма для изготовления изделий на пластмасс на автоматической линии | 1974 |
|
SU485004A1 |
| Прессформа для формования асбестовых изделий с металлическим каркасом | 1970 |
|
SU536055A1 |
| ЛИТЬЕВАЯ ДВУХЭТАЖНАЯ ФОРМА | 1972 |
|
SU341663A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1991 |
|
RU2005611C1 |
| СПОСОБ ПРЕССОВАНИЯ ЛИСТОВ ИЛИ ПЛЕНОК | 1972 |
|
SU346847A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
Фиг.г
