Известны многоэтажные прессы для изготовления листовых изделий из пластмасс, включающие верхнюю траверсу, нижнюю траверсу с рабочими и ретурными цилиндрами, горизонтально подвижные распрессовочные планки и соединенные серьгами обогреваемые плиты, снабженные матрицами, пуансонами и выталкивателями.
Предлол енный пресс отличается от известных тем, что он снабжен устройством для одновременного перемещения передних стенок обойм матриц, устройством для защиты илит от падения и устройством для одновременного перемещения выталкивателей на всех этажах. Устройство для одновременного перемещения передних стенок обойм матриц выполнено в виде горизонтально перемещаемой приводом по ходовым винтам плиты с продольным пазом, в котором закреплены, с возможностью вертикального перемещения, головки передних стенок обойм матриц.
Устройство для защиты плит от падения выполнено в виде установленного на верхней траверсе пресса гидроцилиндра, на плунжере которого закреплена плита с тягами. Верхние концы их снабжены шестернями, находящимися в зацеплении с подвижными от пневмоцилиндров рейками, а нижние - поперечинами.
откидного червяка, взаимодействующего с червячными колесами валов, закрепленных на передних стенках обогреваемых плит и кинематически соединенных с резьбовыми стержнями выталкивателей.
Такие конструктивные отличия повышают производительность пресса.
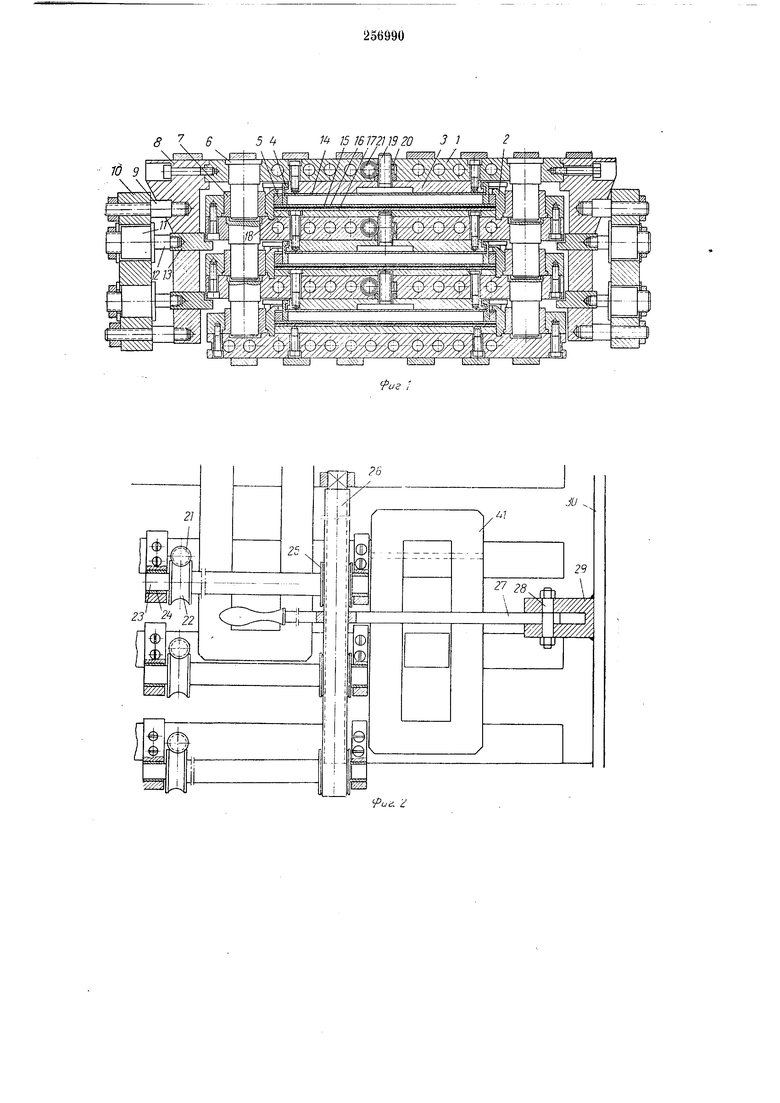
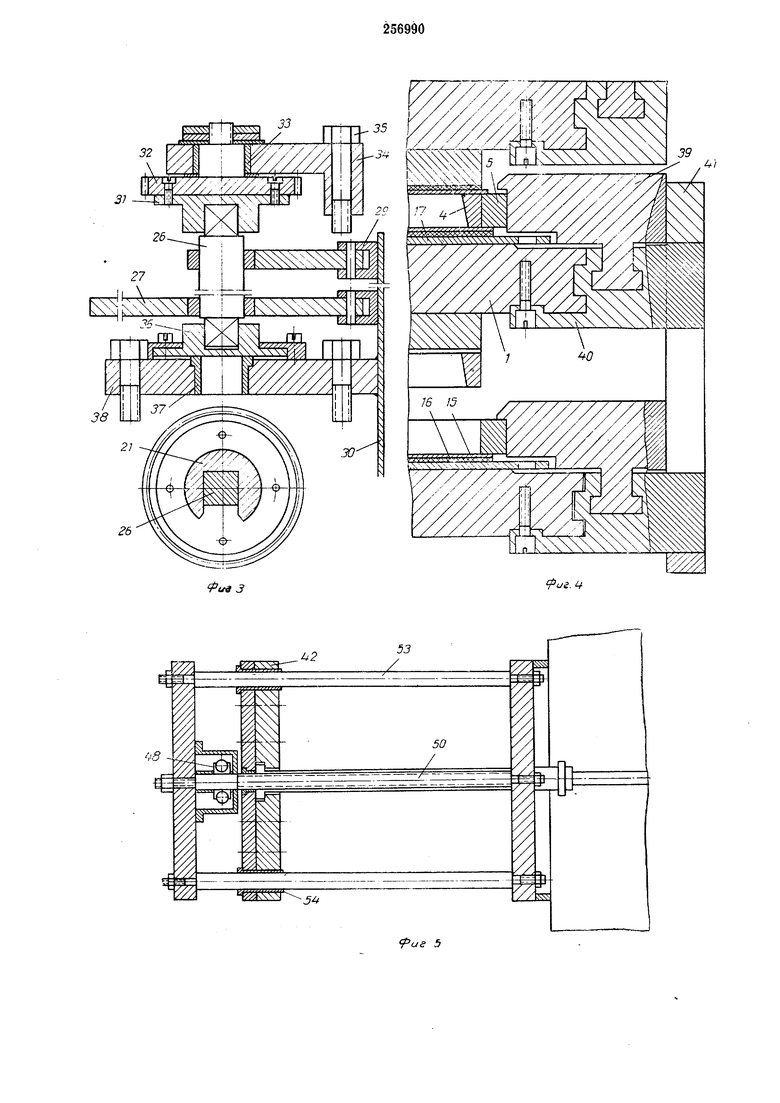
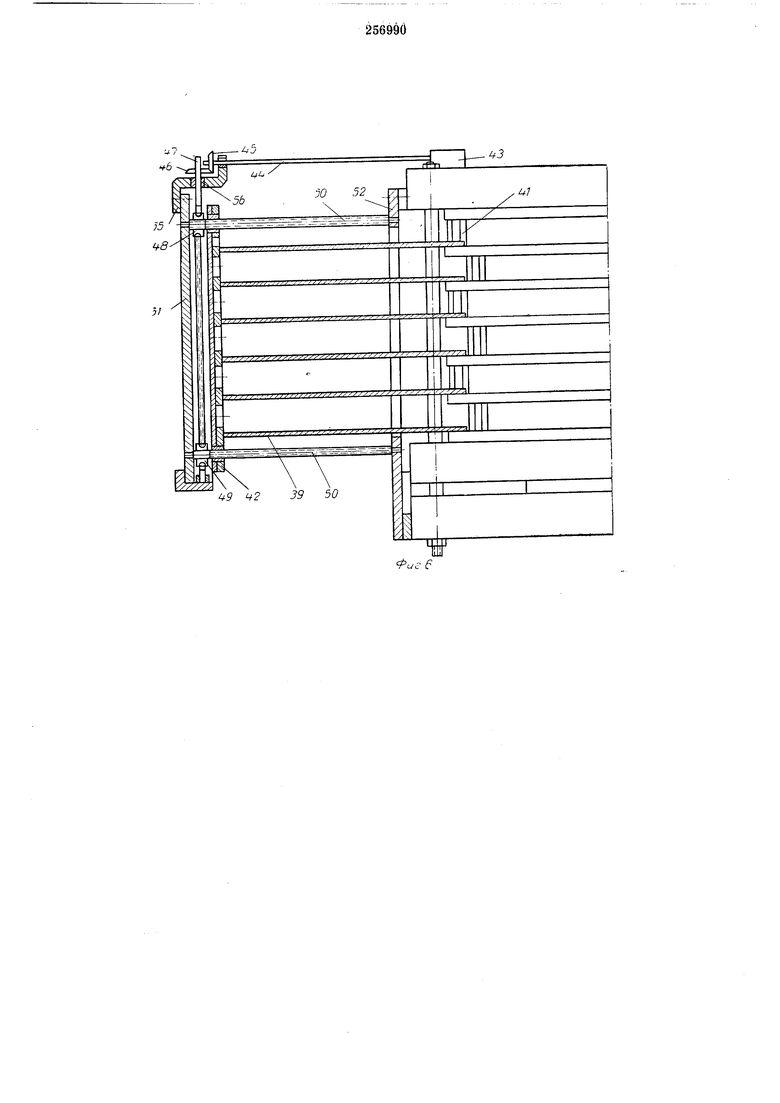
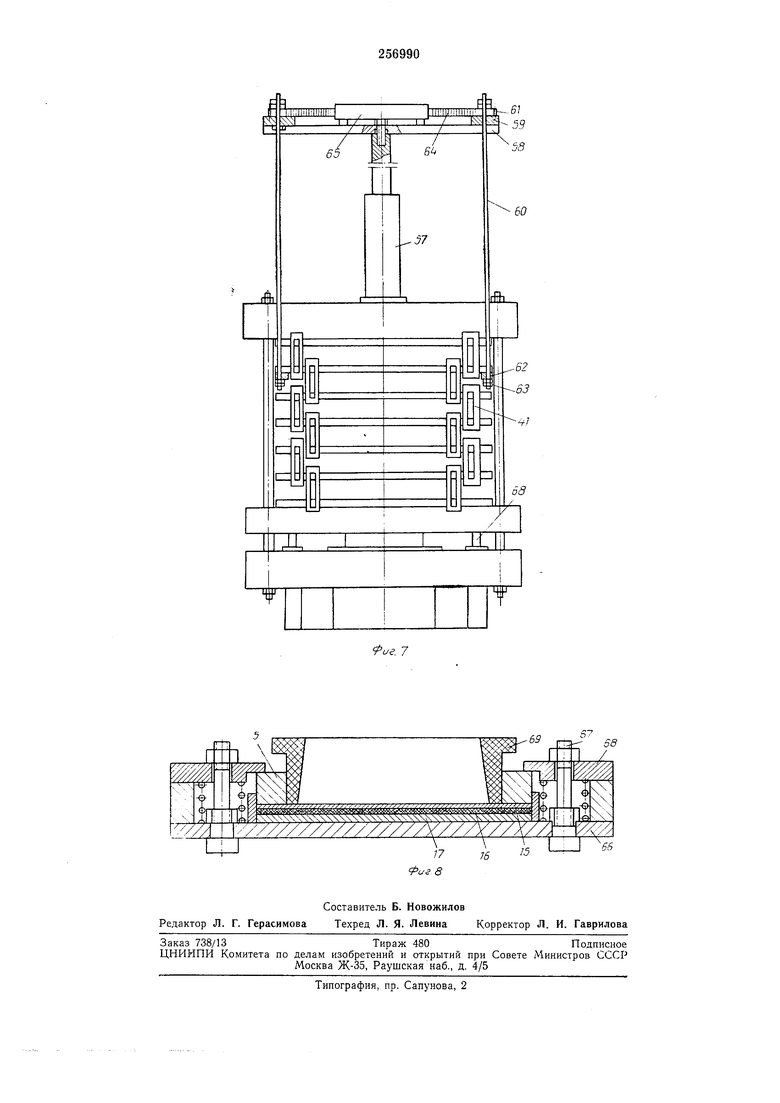
На фиг. 1 изображен разрез обогреваемых плит пресса; на фиг. 2, 3 - продольный и поперечный разрезы устройства для одновременного перемещения выталкивателей на всех этажах; на фиг. 4 - поперечный разрез передних стенок обойм матриц; «а фиг. 5, 6 - горизонтальный и вертикальный разрезы устройства для одновременного перемещения передних стенок обойм матриц; на фиг. 7 - устройство для защиты плит от падения; на фиг. 8 - устройство для загрузки рамок прессуемым материалом.
Предлагаемый многоэтажный пресс состоит из обогреваемых илит / с каналами для циркуляции пара или воды. С задней стороны пресса и по боковым сторонам плиты прикреплены стенки обоймы 2; под паровыми илитаМи имеются пуансоны 3с рамками 4, входящими при смыкании пресс-форм в рамку 5.
Для обеспечения точного попадания рамки 4 в рамку 5 предусмотрены направляющие колонки О , которые до соприкосновения рамок входят 3 направляющую втулку 7.
К верхней паровой плите прикреплена планка 8, к которой прикреплена на двух колонках 9 траверса 10 с закрепленными пневматическими или гидравлическими цилиндрами /А Плунжеры 12 прикреплены к распрессовочным планкам 13. Промежуточный лист 14 герметизирует форму во время прессования и обеспечивает чистоту поверхности заготовки из термопласта. С нижней стороны матрицы предусмотрены аналогичные листы 15 и 16 прессованного картона, которые уложены на стальных листах 17 с рукояткой для вытаскивания и загрузки пакета с рамкой. На обогреваемых плитах прикреплены вставки обоймы матрицы 18.
Для одновременного удаления из рамок отпрессованных листов на всех этажах служит толкатель 19, вертикальный стержень которого имеет резьбу. Толкатель ввернут в червячное колесо 20, зацепляющееся с червяком 21. Последний выступает за пределы паровой плиты и находится в зацеплении с червячным колесом 22, которое закреплено на валу 23, расположенном на двух подшипниках 24, и приводится в движение от червячного колеса 25, находящегося в зацеплении с откидным червяком 26. Червяк может быть отведен от червячного колеса рукояткой 27, вращающейся вокруг оси 28, закрепленной в подщипнике 29, приваренном к пластине 30.
Верхний подщипник представляет собой муфту 31 с прямоугольной выемкой, открытой с одной стороны, к муфте прикреплена шестерня 32, ось ее находится в подшипнике 33 на кронштейне 34, который прикреплен болтами 35 к прессу.
Нижний подшипник откидного червяка состоит из муфты 36 с выступом, находящимся во втулке i37, закрепленной тугой посадкой в нижнем кронштейне 38.
Передняя стенка 39 обоймы матрицы имеет выступ, перемещающийся по аналогичной выемке планки 10 с выступами, на которых висят серьги 41. При их помощи плиты связаны между собой. Передние стенки находятся в плите 42, имеющей продольный паз, по которому могут перемещаться по вертикали передние стенки обоймы при подъеме или опускании обогреваемых плит. Привод для перемещения передних стенок состоит из редуктора с мотором 43, приводящим во вращение вал 44 с конической щестерней 45, зацепляющейся со второй конической шестерней 46. Эта шестерня закреплена на вертикальном червяке 47, находящемся в зацеплении с двумя червячными колесами 48 и 49, имеющими резьбу на внутреннем отверстии. Этим устройством приводится во вращение два ходовых винта 50. Винты своими концами расположены в двух траверсах 51 и 52, связанных между собой четырьмя колонками 53. Траверса 52 в виде рамы прикреплена винтами к прессу. Плита 42 при движении направляется колонками 53, по которым скользят втулки 54. К траверсе 5/ привернута стойка 55, с закрепленными в ней
подшипниками 56 приводных валов с коническими шестернями.
На верхней траверсе пресса размещен гидравлический цилиндр 57. Плунжер его прикреплен к верхней плите 5S с планками 59, имеющими тяги 60. На верхних концах тяг закреплены шестерни 61. Тяги 60 в нижней своей части имеют поперечину 62, закрепленную на стержне контрольной гайкой 63. Шестерни находятся в зацеплении с рейками 64, перемещающимися от пневматического цилиндра 65, размещенного на верхней плите.
Для загрузки матриц пресса прессуемым материалом служит вибростол с рамкой 5 и
листами 15, 16 и 17. На плите 66 этого устройства расположены болты 67, закрепляющими при помощи планок 68 рамку, когда она находится на вибростоле.
После установки и закрепления рамки 5 на
вибростоле в текстолитовую рамку 69 загружают необходимое количество термопласта. Затем включаются вибратор, и материал уплотняется. Высота загруженного материала в рамке 69 снижается. После этого листы 15,
16, 17, а также рамки 5 и 69 перемещают на этажерку автокары. Для удобства загрузки этажерка с автокарой может опускаться или подниматься до уровня вибростола. При перемещении рамки на полку этажерки выступы
рамки 69 оказываются над стержнями, которые укреплены на перемещающейся задней плите этажерки. Таким образом, на ярусы этажерки, расположенной на автокаре, передвигаются рамки 5 - листы 15, 16 и 17 с загрузочными рамками 69 с уплотненным порошком, агломератом или гранулами. После этого автокара перемещается из загрузочного отделения в прессовый цех. С этажерки все рамки с подкладными листами одновременно передвигаются на плиты этажного пресса. После того как все рамки 5 установились в обоймах пресс-форм, все стержни этажерки одновременно поднимаются и извлекают рамки 69 из рамок 5 и обратным ходом передвижного
устройства этажерки все загрузочные рамки, расположенные на стержнях, переводятся на . После этого задвигаются передние стенки обойм на обогреваемые плиты, и начинается процесс прессования.
Перед началом прессования в обогреваемые плиты подается горячая вода при температуре 93° С. При смыкании пресс-форм при помощи нижнего гидравлического цилиндра сначала соприкасаются пуансон и матрица нижней
пресс-формы. После соприкосно.вения всех пресс-форм выключается горячая ъода и подается пар одного давления, а затем более высокого, в зависимости от термопласта. Когда все пресс-формы сомкнулись полностью, под паровые плиты вводятся планки 13. После этого при заданной температуре изделия выдерживаются определенное время до полного расплавления всего материала, а затем охлаждаются до температуры отверждеи отверждения листов производят разъем пресс-форм. Для разъема.пресс-форм жидкость высокого давления подают в ретурпые цилиндры; подвижная траверса перемещается вниз, благодаря чему раскрывается нижняя пресс-форма. После опускания подвижной траверсы под вторую снизу обогреваемую плиту заводят поперечины 62. Затем из-под обогреваемой плиты выводят планки и подают жидкость высокого давления в ретурпые цилиндры. Усилие ретурпых цилиндров через подвижную траверсу пресса и нижние серьги передается на расположенную выше плиту и раскрывает вторую снизу пресс-форму. Защитой от падения служит верхний гидравлический цилиндр, который через тяги и поперечины, заведенные под паровую плиту, удерживает плиту от падения. В ретурные цилиндры подается жидкость только во1время разъема пресс-форм, а после разъема очередного яруса подача жидкости прекращается. После раскрытия пресс-формы тяги поворачивают поперечины, поднимаются вверх на один ярус и заводятся под следующую плиту. Подается жидкоегь высокого давления в ретурные цилиндры для раскрытия очередной пресс-формы.
После раокрыгия .всех этажей пресс-формы пуансоны поднимаются. Выступ пуансона соприкасается с выступом внутренней рамки, вследствие чего образуется зазор между листом и пуансоном. Все листы снимают, далее червяк, который перед прессованием отведен в сторону от червячных колес, после разъема пресс-форм возвращается обратно и входит в зацепление с червячными колесами. При этом концы червяка, оформленные в виде квадратов, входят в муфты 31 и 36. Цилиндрическая щестерня приводится в движение, благодаря чему от горизонтального гидравлического цилиндра с рейкой через червячные колеса начинает вращаться червяк и червячное колесо, перемещающее толкатель вниз. Заготовки листа выталкиваются из рамок 4.
После этого передние стенки обойм удаляют с обогреваемых плит. Затем подводят автокару с этажеркой, захваты передвижного листа вводят в отверстия стального листа 17. Далее все листы вместе с рамками 5 и отпрессованными плитами одновременно выводят
при помощи захватов, укрепленных на подвижной плите этажерки, с пресса и заводят на этажерку автокары. Обогреваемые плиты, обоймы и рамки пуансонов очищают сжатым воздухом.
Затегц цикл повторяется.
Предмет изобретения
10
1. Многоэтажный пресс для изготовления листовых изделий из пластмасс, включающий верхнюю траверсу, нижнюю траверсу с рабочи.м и ретурными цилиндра.ми, горизонтально подвижные распрессовочные планки и соединенные серьгами обогреваемые плиты, снабженные матрицад и, пуансона.ми и выталкивателями, отличающийся тем, что, с целью повыщения производительности, он снабжен устройством для одновременного перемещения
передних стенок обойм матриц, устройством для защиты плит от падения i устройством для одновременного перемещения выталкивателей на всех этажах.
2. Пресс по п. 1, отличающийся чем, что устройство для одновременного перемещения передних стенок обойм .матриц выполнено в виде горизонтально перемещаемой приводом по ходовыл винтам плиты с продольным пазом, в котором закреплены, с возможностью вертикального перемещения, головки передних стенок обойм матриц.
3.Пресс по и. 1, отличающийся тем, что устройство для защиты плит от падения выполнено в виде установленного на верхней траверсе пресса гидроцилиндра, на плунжере которого закреплена плита с тягами, верхние концы которых снабжены щестернями, находящимися в зацеплении с подвижными от пневмоцилиндров рейками, а нижние концы снабжены поперечинами.
4.Пресс по п. 1, отличающийся тем, что устройство для одновременного перемещепия выталкивателей на всех этажах выполнено в
виде откидного червяка, взаимодействующего с червячными колесами валов, закрепленных на передних стенках обогреваемых нлнт и кинематически соединенных с резьбовыми стержнями выталкивателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Пресс-форма для штамповки жидкого металла | 1984 |
|
SU1255271A1 |
| Агрегат для прессования изделий | 1956 |
|
SU110963A1 |
| Двухэтажная пресс-форма | 1985 |
|
SU1298090A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Этажный пресс | 1986 |
|
SU1377197A1 |
| Универсальная машина для испытания материалов и инженерных конструкций | 1930 |
|
SU37896A1 |
| Установка для изготовления панелей из слоистых пакетов | 1984 |
|
SU1199641A1 |
21
25
(
2
22
,1
29
8
т,
as 5
4
Ю 52
39 50
9 f-f
Ul
/
дг
,5 -oJ
JUi
