Изобретение относится к Преюс-формам для пер ера ботки пластмасс методом литъя пощ давлеиием.
Изюеютные прасснфюрмы для изготовления изделий из пластмасс содержат систему подвижиых и непод1виж1ных плит, лит«и;к10(В|ую втул1К1у, систему тяг и у1Крбплен1Ную на подВИ1ЖН01М ос1Н01вании фюрмы подспружяненный рычаг с упограми, взаи1модей|СРВ|ующими с кюпирами и плитами для расирытил тлит в 3 ад aiH Н:0 и п ос л едовл т ел ын OICTH .
С целью повышения эксплуата1ЦИ0.ниых качеств фор.мы разводящие лвтиики раслоложе«ы м€жд|у Д1В1у;МЯ ПОД1ВИЖ1НЫМИ ллитами, а лит1НИ1Ковая втул|Ка жесТ1ко закреплена в одйой из них.
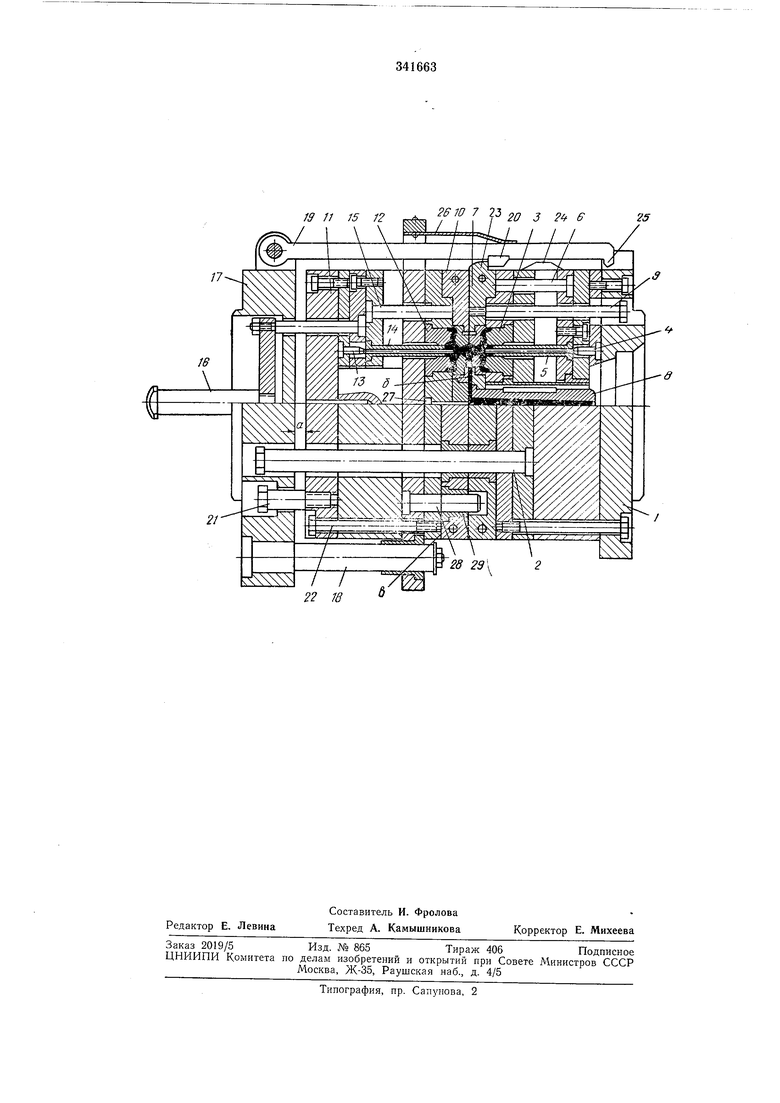
На че ртеже дама предлагаемая фор.ма, разрез.
OiOpiM.a состоит из наподрижиой и подвижной части. Подвижиая часть содержит устанюооЧную плиту 1 с посадочным местом для крепления на неподвижную плиту литьевой .машины и отверстием для (подхода сопла к литниковой втулке, опор;ную плиту с налравляшщ:и.ми 2, плиту луансонов с пуансодам.и 3, ллиту знаков со злаками 4, переднюю систему выталкИ1вания с трубчатылш выталкив.ателялш 5 и упорами 6, воз1Эр1а|Щающи1М И сиCTeMiy выталки1вания в исходное положение при закрытии ф1ор1мы; плавающую плиту 7
матриц с -матрица.МИ. В плиту 7 запрессована литниковая втулка 8 и при1вернуты болтытяги 9 плавающей плиты 10 матри.цы с матрИ1цами второго ряда изделий. Между плитами 7 и W р1аз1мещены литниковые системы для подиода материала к точ-ечныл питателям матриц.
|Под ВИжная часть содержит плиту 1,1, плиту пуансонов с пуансона.ми 12, заднюю плиту знаков со злака1ми 13 и заднюю систему выталкиванИЯ с выталкивателями 14, упорами 15 и толкателем 16, поста1м.ент 17, не1аущий колонку 18, и тягу 19 с кулачками 20, связанную с подВИжной частью о;граничителями 2.1 и болтами 22.
На плите 7 закреплеп ynoip 23, на неподвижной части формы за1К|раплен упор 24.
Рычаг 19 спа|бжен на конце своем вьисту1пом 25 со скосами и таоД|ПруЖ|И(Нбн плоской пружиной 26. В плите пуаесонов с пуансонами 12 закреплен рассекатель 27.
OopiM.a снабжена направляющими колонка.ми 28 и втулками 29.
Форма работает следующИ|М образом.
Закрытую пресс-фор.му заполняют расплавом материала и производят выдержку, после чего начинают раскрытие формы. 22 18
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из пластмасс | 1985 |
|
SU1310237A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1988 |
|
SU1613349A1 |
| Литьевая форма | 1977 |
|
SU621577A1 |
| Литьевая форма для формованияТОНКОСТЕННыХ пОлыХ пОлиМЕРНыХиздЕлий | 1979 |
|
SU797885A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1989 |
|
SU1699791A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1197862A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕИИЯМИ ИЗ ПЛАСТМАСС | 1971 |
|
SU414123A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
| Литьевая пресс-форма для изготовления полых изделий сложной конфигурации | 1980 |
|
SU939229A1 |