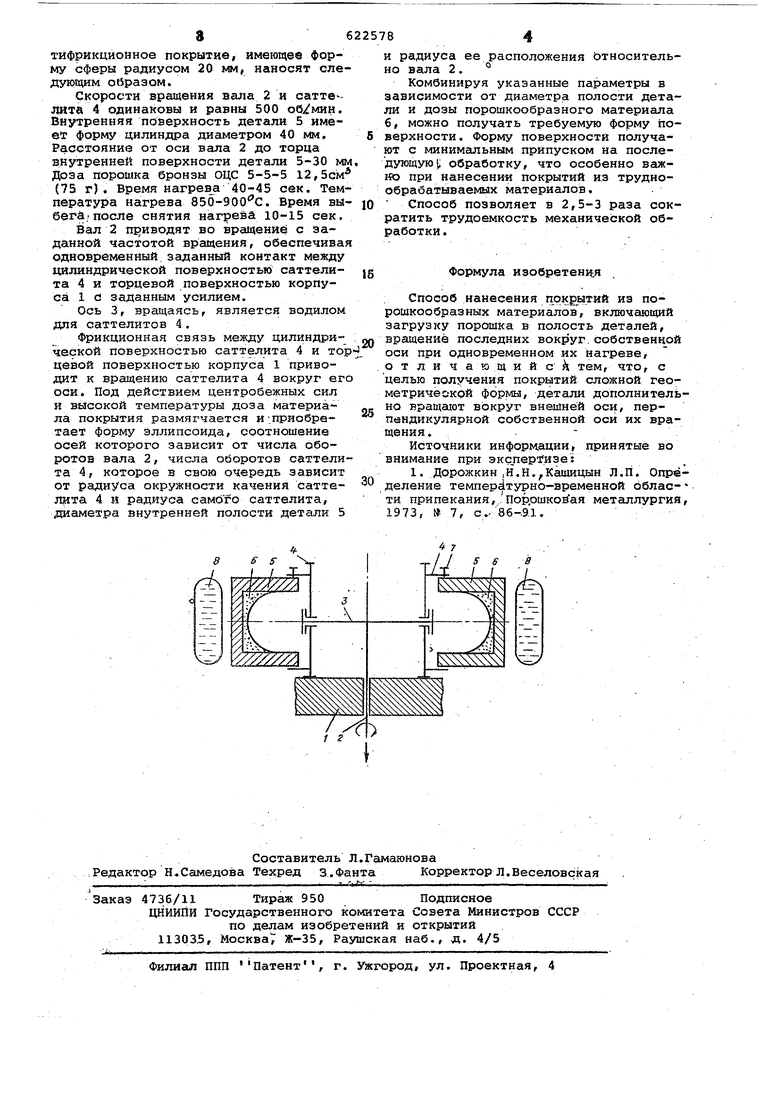
Изобретение относится к порошковой металлургии и может быть использовано при нанёсений покрытий из порошкообразных материалов на поверхности, в частности.внутренние поверх ности различньйс изделий предназначенных для деталей маший и механизмов . Известен способ нанесения покрытий из порошкообразных материалов под действием ..центробежных сил пу-, тем загрузки порошкообразного матери ала в полость деталей, вращающихся вокруг собственной оси с одновременным нагревом, в процессе которого происходит припекание порошкообразного материала к поверхности деталей с формированием на поверхности слоя с заданными свойствами . Способ отличается простотой и поЗ воляет формировать термодиффузион.ные покрытия из различных материалов. Известный способ является наиболее близким по технической сущно.сти и достигаемому эффекту к изобретению. Недостатком известного способа яв ляется невозможност ь осуществления; , процессе припеканйя формирования покрытий сложной геометрической фор мы. Целью изобретения является полу;чение покрытий сложной геометрической формы. Эта цель достигается тем, что детали дополнительно вращаются вокруг внешней оси, перпендикулярной собственной OCIJ их вращения. На чертеже показана схема реализации предложенного способа нанесения покрытий с кривб линейной поверхностью слоя покрытия. в корпусе 1 установлен с возможностью вращения вал 2, на котором перпендикулярно ему закреп.лена ось 3 с установленными на ней с вбзможностью вращения саттелитами 4, цилиндрическая поверхность которых соприкасается с. торцевой поверхностью корпуса 1.. На саттелитах 4 закреплены детали 5, .во внутреннюю псзлость которых засыпают необходимую дозу порсяякообразного материала 6 покрытия. Зинт 7 служит fffin фиксации деталей 5 на саттелите нагрева используют индуктор установки ТВ4 8. На внутреннюю поверхность подпятника аксиально-поршневого насоса антйфрикционное покрытие, имеющее форму сферы радиусом 20 мм, наносят следующим образом. Скорости вращения вала 2 и сатте-ЛИта 4 одинаковы и равны 500 . Внутренняя пойерхность детали 5 имееФ форму цилиндра диаметром 40 мм, Расстояние от оси вала 2 до торца внутренней поверхности детали 5-30 мм Доза порошка бронзы ОЦС 5-5-5 12,5см (75 г). Время нагрева 40-45 сек. Температура нагрева 85б-900 с. Время выбега/после снятия нагрева 10-15 сек. Вал 2 щ иводят во вращение с заданной частотой вращения, обеспечивая одновременный заданный контакт между одлиндрической поверхностью саттелита 4 и торцевой поверхностью корпуса 1 с заданньом усилием. Ось 3, вращаясь, является водилом для саттелитов 4. Фрикционная связь между цилиндрической поверхностью саттелита 4 и Top цевой поверхностью корпуса 1 приводит к вращению саттелита 4 вокруг его оси. Под действием центробежных сил и высокой температуры доза материала покрытия размягчается и -.приобретает форму эллипсоида, соотношение осей которого зависит от числа оборотов вала 2, числа оборотов саттели та 4, которое в свою очередь зависит от радиуса окружности качения саттелита 4 и радиуса самого саттелита, диаметра внутренней полости детали 5
и радиуса ее расположения Ьтносительно вала 2. ° Комбинируя указанные параметры в зависимости от диаметра полости детали и дозы порошкообразного материала б, можно получать требуемую форму поверхности. Форму поверхности получают с минимальным припуском на последующую, обработку, что особенно важно при нанесения покрытий из труднообрабатываемых материалов, Способ позволяет в 2,5-3 раза сократить трудоемкость механической обработки. Формула изобретения : Способ нанесения покрытий из порошкообразных материалов, включающий загрузку порошка в полость деталей, вращение последних вокруг.собственной оси при одновременном их нагреве, о т л и чаю щи и с k тем, что, с целью получения покрытий сложной геометрической Формы, детали дополнительно вращают вокруг внешней оси, перпендикулярной собственной оси их вращения. . Источники информации, принятые во внимание при экс.пертиэе: 1. Дорожкин IИ.Н.Кашицын Л,П. Определение темперйтурно-временной области прнпекания,,. Порршко ая металлургия, 1973, 7, с.. 86-.9.1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий из порошковых материалов | 1979 |
|
SU863186A1 |
| Способ нанесения покрытий из металлического порошка | 1977 |
|
SU725821A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| РОТОРНЫЙ ДВИГАТЕЛЬ | 2001 |
|
RU2217612C2 |
| Способ получения полимерного покрытия | 1977 |
|
SU710659A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2022713C1 |
| Способ нанесения покрытий из порошкообразных материалов | 1988 |
|
SU1669637A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| Установка карусельного типа для магнетронного напыления многослойных покрытий и способ магнетронного напыления равнотолщинного нанопокрытия | 2015 |
|
RU2606363C2 |
| СПОСОБ РАБОТЫ РОТОРНО-ЛОПАСТНОГО ДВИГАТЕЛЯ ИЛИ МАШИНЫ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2124643C1 |
