1
Изобретение относится к способу нане.. сения полимерных покрытий на внутренние поверхности корпусных деталей со сложным профилем. Оно может быть использовано во всех отраслях народного хозяйства, в частности, в производстве арматуры, работающей в условиях агрессивных сред.
Известны способы нанесения полимерных покрытий на поверхностн деталей, к которым относятся: вибро-вихревой - для нанесения покрытий одновременно на внутренние и наружные поверхности; центробежный - для нанесения покрытий на внутренние поверхности только цилиндрической формы деталей; струйное напыление - для нанесения полимерных покрытий материалов как на внутренние, так и на наружные поверхности деталей 1.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является способ получения полимерного покрытия на внутренних поверхностях изделия путем очистки поверхности, нагревания ее до температуры плавления полимера, загрузкн во внутреннюю полость изделия порошкообразного полимера и вращения изделия с последующей сущкой 2.
Однако такой способ имеет малую производительность труда и не дает возможности получить равномерное покрытие.
Цель изобретения - повышение качества покрытия и производительности труда.
Поставленная цель достигается тем, что при получении полимерного покрытия на внутренних поверхностях изделия путем очистки поверхности нагревания ее до температуры плавления полимера и загрузки во внутреннюю полость изделия порошкообразного полимера, изделие устанавливают под углом наклона 10- 12° и вращение производят в двух взаимноскрещивающихся плоскостях со скоростью вращения в одной плоскости в два раза большей, чем в другой, с последующей сушкой.
При данном способе покрытие получается равномерным по всей внутренней поверхности, плотным, сплошным и хорошо оплавленным.
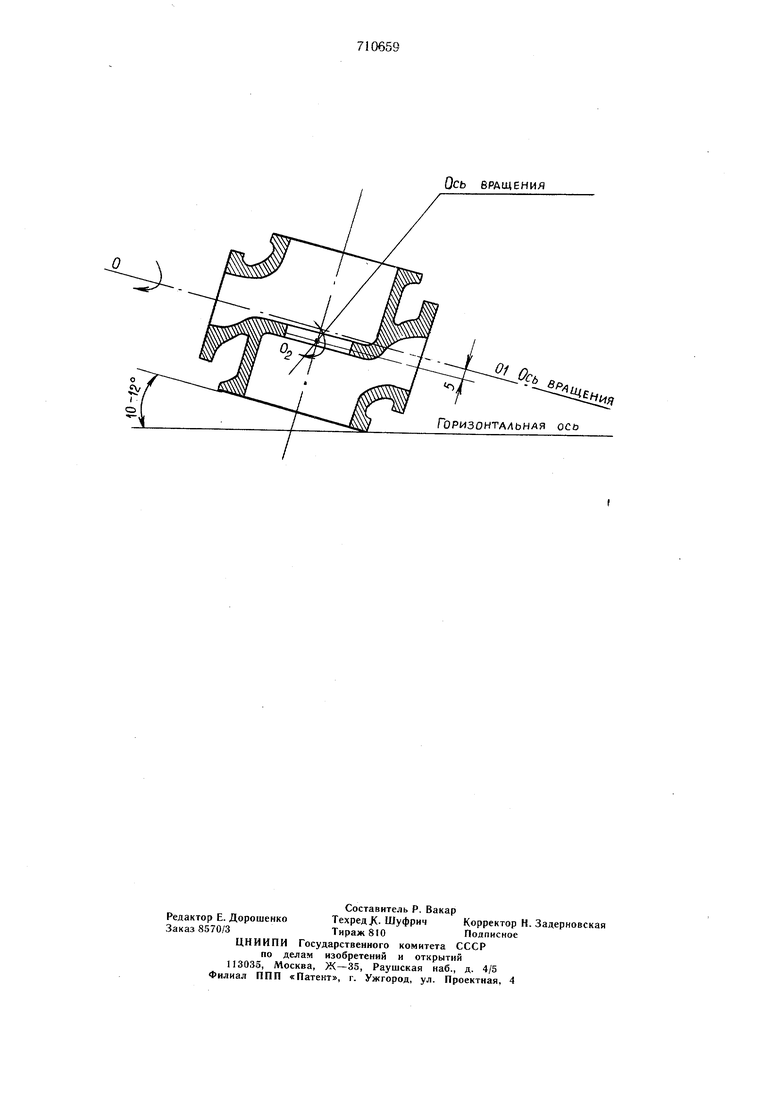
Устройство, на примере которого предлагаемый способ осуществляется, показано на чертеже.
Пример 1. Проводят покрытие арматуры, работающей в условиях агрессивных сред - корпуса вентиля, к качеству покрытия которого предъявляют более высокие требования.
Корпус вентиля предварительно очищают, нагревают до 230°С и устанавливают на приспособление под углом 10-12°. Затем, во внутреннюю полость вентиля загружают дозу полимерного материала, закрывают герметически все отверстия и начинают вращать деталь по оси 001 и Оа Скорость вращения по оси 001 в два раза превышает скорость вращения по оси Oj.
Пример 2. Корпус вентиля предварительно очищают, нагревают до 205°С и устанавливают на приспособление под углом 10-12°. Затем, во внутреннюю полость загружают дозу полимерного материала, закрывают герметически во все отверстия и начинают вращать деталь по оси 001 и 0; . Скорость вращения по оси Og, равна 40 об./мин, а скорость вращения по оси 001 - 80 об./мин.
При данной температуре нагрева внутренняя полость вентиля равномерно покрывается сплошной пленкой, которая является гладкой, стабильной, обладает высокими адгезионными свойствами.
Пример 3. Корпус вентиля нагревают до 190°С (т. е. ниже граничного значения нагрева), затем все остальные операции повторяют так же, как в примере, описанном выше. При данной температуре нагрева внутренняя полость вентиля получается неудовлетворительного качества: покрытие не получается гладким и ровным, наблюдается неоплавленная поверхность покрытий, требующая дополнительного нагрева для доплавления покрытой поверхности. Наблюдается также неравномерность толщины покрытия, пониженные адгезионные свойства.
Пример 4. Корпус вентиля нагревают до 250°С, т. е. выиле граничного значения нагрева, затем повторяют все операции, указанные в примере 1.
При нагреве детали до 250°С внутренняя полость покрывается равномерной пленкой темно-коричневого цвета, что указывает на перегрев и термоокислительную деструкцию, влияющую на физико-механические свойства покрытия, которые не удовлетворяют требованиям, предъявленным к деталям, работающим в агрессивных средах (происходит окисление и растрескивание пленки, т. е. нарушение внутренней поверхности детали). При высокотемпературном сплавлении покрытия имеют гладкий глянцевый вид.
При данном способе покрытия внутренняя полость вентиля равномерно покрывается сплошной равномерной пленкой.
Использование предлагаемого способа нанесения полимерных покрытий на внутренние поверхности корпусных деталей со сложным профилем по сравнению с известным способом имеет следующие преимущества:
повышается производительность труда от 1,5 до 3-х раз (в зависимости от габаритов корпусов);
повышается качество покрытия (по сплошности, толщине и равномерности).
Пленка получается равномерной, благодаря углу 10-12° расположения оси вращения, который создает условия для выхода лишнего порошка из пространственных глухих полостей корпуса клапана. Угол 10- 12° обеспечивает скатывание по внутренней поверхности корпуса клапана по винтовой линии вокруг оси 001, а при вращении вокруг оси Од происходит обратное возвращение порошка, так как скорость вращения вокруг оси 001 в два раза больше чем вокруг оси Ог,.
Формула изобретения
Способ получения полимерного покрытия на внутренних поверхностях изделия путем очистки поверхности, нагревания ее до температуры плавления полимера, загрузки во внутреннюю полость изделия порошкообразного полимера и вращения изделия с последующей сушкой, отличающийся тем, что, с целью повышения качества покрытия и производительности труда, изделие устанавливают под углом наклона 10- 12° и вращение производят в двух взаимноскрещивающихся плоскостях со скоростью
вращения изделия в одной плоскости в два раза большей, чем в другой.
Источники информации, принятые во внимание при экспертизе
1.Яковлев А. Д и др.. Порошковые полимерные материалы и покрытия на их основе, «Химия, Ленинградское объединение, 1971, с. 160, 164, 167 и 168.
2.Патент США № 3376151, кл. 17-1, опублик. 1972 (прототип).
Ось еРАЩЕНИЯ ГоРизонтАльнля ось и
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2011 |
|
RU2471591C2 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ДЕТАЛИ | 1971 |
|
SU307907A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| Способ получения покрытия на металлических изделиях | 1976 |
|
SU611689A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ИЗДЕЛИЯ ИЗ ПОЛОСЫ | 1995 |
|
RU2149102C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2337816C2 |
| Способ получения полимерных покрытий | 1977 |
|
SU689742A1 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| Способ центробежной наплавки | 1989 |
|
SU1636151A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОСОВМЕСТИМЫХ ФТОРПОЛИМЕРНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ НИТИНОЛА | 2006 |
|
RU2316357C1 |