(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМ СТАНКОМ
ках с числовым программным управлением в кинематической цепи шпинделя для синхронизации его вращения с подачей при нарезаний резьбы. Этот же датчик может быть использован для определения силы резания. Оптический растр датчика имеет определенное число рисок, а при установившейся нагрузке обороты шпинделя постоянны и период следования рисок не изменяется. С возрастанием силы резания период увеличивается. Это приводит к тому, что число импульсов генератора фиксированной частоты, приходящееся на период следования рисок растра, увеличивается. По изменению числа импульсов можно с дить об из.менении силы резания. Таким образом, стабилизация силы осуществляется устройством стабилизаци числа импульсов генератора за период следования рисок растра датчика положения шпинделя
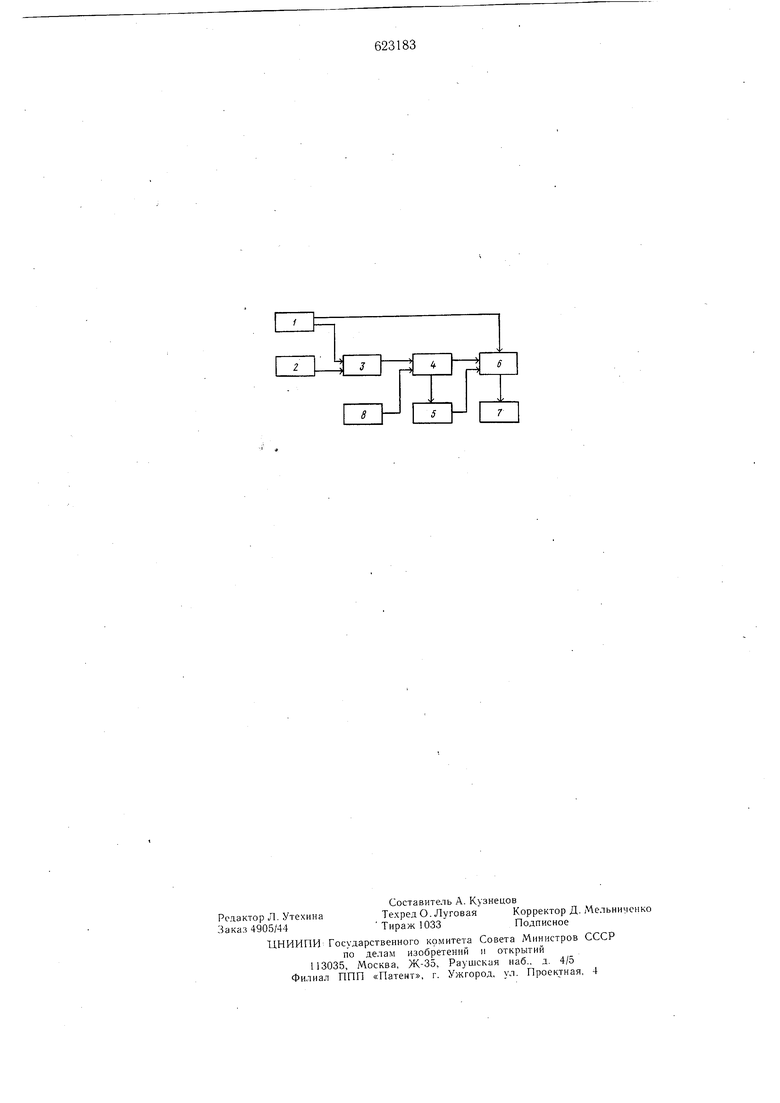
На чертеже представлена структурная схема устройства.
Оно содержит датчик нагрузки 1, генератор импульсов 2, блок совпадения 3, счетчик 4, регистр 5, блок сравнения 6, привод 7 и блок ввода программы 8.
Дискретный датчик нагрузки включен на первый вход блока сравнения и на первый вход блока совпадения, на второй вход которого подключен генератор импульсов. Выход блока совпадения подключен к первому входу счетчика, второй вход которого подключен к выходу блока ввода программы. Первый выход счетчика подключен к регистру, а второй - к третьему входу блока сравнения, второй вход которого соединен с выходом регистра. Выход блока сравнения подключен к приводу (подачи).
Блок ввода программы 8 предназначен для управления приводами шпинделя и подачи, ввода и обработки информации о детали и формирования команд переписи содержимого счетчика 4 в регистр 5.
Блок сравнения 6 сравнивает еодержимое счетчика 4 и регистра 5 с приходом каждого импульса датчика 1 и управляет приводом 7. Если содержимое счетчика 4 равно содержимому регистра 5, то подача постоянна; если содержимое счетчика 4 больше содержимого регистра 5, подача уменьшается, если меньше - увеличивается.
Счетчик 4 предназначен для счета импульсов датчика 1, он и.меет суммирующий вход, вход разрешения переписи в регистр 5, выход кода в регистр 5, выход кода в блок сравнения 6.
В блоке совпадения 3 выделяется некоторое число импульсов генератора 2, соответствующее периоду следования рисок датчика 1. Эти импульсы заполняют счетчик 4 и по команде блока ввода программы 8 переписываются в регистр 5. Содержимое
регистра 5 с приходом импульса риски датчика 1 сравнивается .в блоке сравнения 6 с содержимым счетчика 4. Результат сравнения воздействует на привод 7 таким образом, чтобы содержимое счетчика 4 и регистра 5 стало равным. Это соответствует равенству заданной и мгновенной силы резания, и, таким образом, устройство стабилизирует силу резания на уровне задания. Само задание силы осуществляется по команде блока ввода программы 8 в регистр 5 по каналу: датчик I, б.ток совпадения 3, счетчик 4, регистр 5, в любой момент времени, когда сила резания соответствует выбираемому режиму. Задание силы резания
осуществляется в числовой форме, оно стабильно и неизменно до следующей команды блока 8, а изменение регулируемого параметра всегда вызывает изменение подачи, стабилизирующее силовой параметр резания. Управляющие сигналы с блока сравнения 6,
идущие на привод 7, имеют период на порядок меньший, чем постоянная времени ири15()да, поэтому в блоке управления последним необходимо интегрирующее звено.
При использовании датчика положения 5 шпинделя для контроля силы резания отпадает необходимость применения дополнительных датчиков. Дискретная форма измерения силового параметра резания позволяет отказаться от ввода в систе.му преобразователей информации. Использование универсальных цифровых блоков делает устройство технологичным в изготовлении, дешевым и надежным.
Формула. изобретения
Устройство для программного управления металлорежущим станком, содержащее блок ввода программы и датчик нагрузки, соединенный с блоком сравнения, выход которого подключен к приводу, отличающееся тем, что, с целью повышения надежности и быстродействия устройства, в него введены последовательно соединенные генератор и.мпульсов, блок совпадения, счетчик
5 и регистр, подключенный к второму входу блока сравнения, к третьему входу которого подсоединен второй выход счетчика; выход блока ввода программы соединен с вторым входом счетчика; второй выход датчика нагрузки подключен ко второму входу блока совпадения.
Источники инфор.мации,принятые во внимание при экспертизе:
I. Авторское свидетельство СССР Л 511185, М.КЛ.2 В 23 Q 15/00, 1974.
2. Сб. «Самоподнастраивающиеся станки. Под ред. Б. С. Балакщина, М.,.« Машиностроение, 1970., с. 32-39.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного программного управления металлорежущими станками | 1980 |
|
SU964581A1 |
| Устройство для стабилизации скорости резания | 1978 |
|
SU752218A1 |
| Фазоизбирательное устройстводля дВигАТЕля ВНуТРЕННЕгО СгОРАНия | 1979 |
|
SU807112A1 |
| Устройство для дробления стружки на станках с программным управлением | 1982 |
|
SU1072001A1 |
| Устройство для группового управления лифтами | 1982 |
|
SU1089024A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Линейный интерполятор | 1975 |
|
SU543922A1 |
| Интегрирующий преобразователь частоты следования импульсов в код | 1981 |
|
SU961140A1 |
| Селектор импульсов по длительности | 1981 |
|
SU945973A2 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |