1
Изобретение касается распыления высоковязкой краски из распылителя для получения гладкой поверхности.
Известен способ нанесения краски на бутылочные изделия, заключающийся в подаче краски на вращающееся вокруг своей оси изделие. При этом распылитель краски не перемещается вдоль изделия 1. Этим способом невозможно наносить покрытия из высоковязкой краски.
Известен и другой способ нанесения крас-, ки на бутылочные изделия, заключающийся в подаче краски из распылителя, перемещающегося вдоль горизонт;ально расположенного под ним изделия, вращающегося вокруг своей продольной оси 2. Этот способ наиболее близкий к изобретению по технической сущности и достигаемому результату. Недостатками его являются неравномерность нанесения покрытия из высоковязкой краски, сложность и трудоемкость разравниьания краски.
Цель изобретения - получение равномерного покрытия из высоковязкой краски.
Указанная цель достигается , что краску подают в виде непрерывной полосы, располагаемой на изделие по спирали с образованием гофрированной поверхности, причем в процессе перемещения распылителя на полосы краски перпендикулярно им нап{ авляют поток газа для заполнения краской впадин гофрированной поверхности.
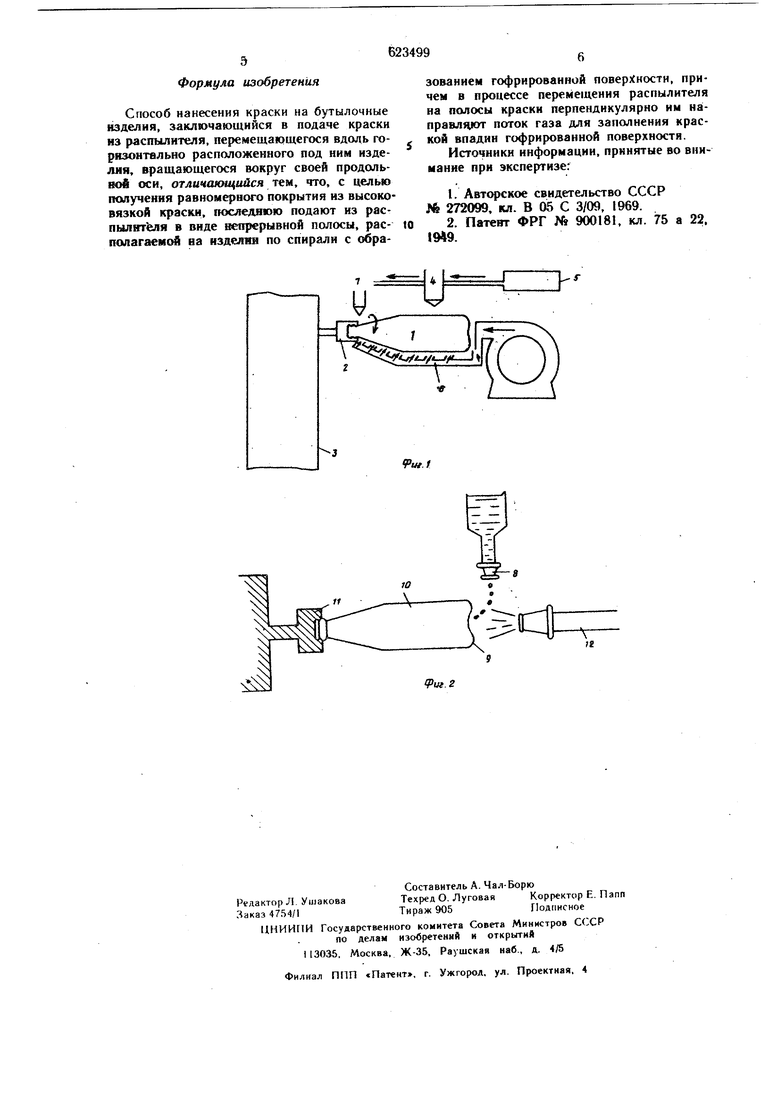
На фиг. 1 изображено устройство для окращивания боковой поверхности бутылочных изделий по предлагаемому способу; на фиг. 2 - устройство для окрашивания дна бутылочных изделий.
Краска в виде тонких иитей вытекает из распылителя на окрашиваемую поверхность, образуя полосы в виде спирали. Обдуванием окрашиваемой поверхности потоком газа, направляемым перпендикулярно к ней, достигается равномерное распределение краски по поверхности и заполнениеею пространства между нитями краски.
Краска из распылителя наносится на вращающуюся поверхность.
При окрашивании бутыли ее размешают горизонтально, бутыль вращается вокруг своей продольной оси, а распылитель перемещается вдоль нее, при этом краска наносится на поверхность в виде непрерывной полосы по спирали. Распылитель может быть расположен вдоль ширины бутыли. При окрашивании дна бутыли краска подается вблизи поверхности дна, н газ продувается сквозь краску, нанося ее на окрашиваемую поверхноспгь и закрепляя на ней. В качестве газа, применяемого для разравнивания краски по окрашиваемой поверхности, используют воздух, азот или двуокись углерода, но можно применять и другие газы не оказывающие отрицательного воздействия на краску. Для этой цели могут быть такж.е использованы выхлопнЫе газы. Поток газа необходимо направлять на 1жрашиваемую поверхность под равномерным давлением, при этом можно использовать форсунку с одним или несколькими отверстиями круглой, или щелевидной формы, или других форм. Давление газа должно быть таким, чтобы краска равномерно распределялась на окрашиваемой поверхности, примерно от 0,5 до 5 кг/см, предпочтительно 1 кг/см, что достигается применением известной воздуходувки. Поток газа может быть направлен на окращиваемую поверхность под углом 30-90 к ней. Расстояние между отверстием форсунки и окрашиваемой поверхностью должно быть возможно меньшим, обычно от 0,5 до 2 см. Эффективность окрашивания может быть повышена нагреванием краски до температуры 50-fOO C или окрашиваемой поверхности, или газа, для обдувания, нли .при необходимости, нагреванием и краски, и повёрхности, и газа. , Применение способа для окрашивания бутылей показано на фиг. 1. Бутыль 1 удерживается в горизонтальном положении патроном 2, расположенным на конвейере 3, а краска вытекает на ее поверхность из распылителя 4. Распылитель приводится в движение устройством 5, наносящим на поI верхность бутыли полосы краски в внде спирали. Затем на окрашенную поверхность направляют поток воздуха из обдувающего устройства 6. Воздушный занавес, создаваемый устройством 7, отделяет область, не нуждающуюся в окраске. Применение способа для окрашивания дна бутыли показано на фиг. 2. Краска поступает из форсунки 8 вблизи поверхности дна 9 бутылн 10, которая удерживается во вращении устройством 11. Газ, поступая из распылителя 12,обдувает вытекающую краску, удерживая ее на поверхности дна бутыли в внде спирали. Благодаря вращению бутыли с помощью устройства, не показанного на чертежах, краска покрывает все дно, образуя покрытие равномерной толщины. Применение этого способа в совокупности со способом, описанным выше, особенно эффективно для непрерывного окрашивания бутылей, особенно если распылитель 4 (фиг. 1) движется над дном бутыли в положении, показанном для распылителя 12 на фиг. 2, и используется та же форсунка для обдувания воздухом, что на фиг. 2. Окраска поверхности дна может быть осуществлена в соответствии со способом, проиллюстрированным на фиг. 2. Пример 1. Краску готовят смешением 40 вес. ч. форполимера (SL-2, химически активной затвердевающей краски полиэфир/ палиоль/уретан производства «Тойо Инк Мфг, Ко. , Лимитед) с 20 вес. ч. затвердевающего агента для форполимера при нагревании до 40С. Полученная краска имеет вязкость 14000 сП при 20°С. Краску нагревают примерно до 70°С и наносят при помощи распылителя в виде тонких нитей спиралеобразного рисунка на поверхность пивной бутыли емкостью 633 мл, нагретой предварительно примерно до 1(Ю°С. Крличёстю нанесенной краски 10 г. Теплый воздух, нагретый до 60°С, подают из воздухоДУ кн, обеспечивающей максимальную скорость воздуха 8 , под давлением 580 мм на поверхность бутыли. Воздух нагревают с помощью электронагревателя и направляют на окрашенную поверхности на расстоянии 1 см от нее из устройства 10 с круглыми отверстиями диаметром каждое I см. Получают.гладкую окрашенную поверхность, толщина покрытия 200 мкм. Пример 2. Поверхность пивной бугылк покрывают краской аналогично указанному в примере 1. Затем распылитель перемещают над дном бутыли. Краска вытекает в течение примерно 5 с на расстоянии примерно 2 см от поверхности дна бутыли. Воздух под давлением 0,2 кг/см подают из устройства с отверстием диаметром 5 мм на дно бутыли, чтобы создать спиралевидный рисунок краски и закрепить ее на дне. Вращение бутыли обеспечивает получение покрытия равномерной толщины. Пример 3. Алюминиевую пласгину (длиной 50 см, шириной 30 см, толщиной 0,7 мм) нагревают до 170°С. Примерно 15 г краски, используемой в примере I, наносят на поверхность алюминиевой пластины, удерживаемой в горизонтальном положении, через распылитель, находящийся на расстоянии 3 см от пластины. .Окрашенную пластину обдувают воздухом при 100°С, направленным под углом 45°, способом, описанным в примере 1, получая гладкое покрытие толщиной примерно 100 мкм. В соответствии с изобретением может быть применена высоковязкая краска, например, связкостью от 10000 до 250000 с при 20°С. Предлагаемый способ дает возможность использовать не нуждающиеся в растворителях краски, которые не вызывают загрязнения и, следовательно, имеют широкую сферу применения.
Формула изобретения
Способ нанесения краски на бутылочные изделия, заключающийся в подаче краски из распылителя, перемещающегося вдоль горизонтально расположенного под ним изделия, вращающегося вокруг своей продольвой оси, отличающийся тем, что, с целью получения равномерного покрытия нз высоковязкой краски, последнюю подают из распылнтЬля в виде шрерывной полосы, располагаемой на изделнй по спирали с образованием гофрированной поверхности, причем в процессе перемещения распылителя на полосы краски перпендикулярно им направляют поток газа для заполнения краской впадин гофрированной поверхности.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство СССР Jfe 272099, кл. В 05 С 3/09, 1969.
2.Патент ФРГ № 900181, кл. 75 а 22, 1949.
Puf.f
ч«
tPut.Z

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| СПОСОБ ЭЛЕКТРОСТАТИЧЕСКОГО ОКРАШИВАНИЯ ОТВЕРЖДЕННЫХ АЗОТСОДЕРЖАЩИХ ПОЛИМЕРОВ И ЭЛЕКТРОСТАТИЧЕСКИ ОКРАШЕННОЕ ИЗДЕЛИЕ | 1993 |
|
RU2119830C1 |
| СПОСОБ ЭЛЕКТРОСТАТИЧЕСКОГО ОКРАШИВАНИЯ ДИЭЛЕКТРИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2343010C1 |
| СТРУЙНЫЙ МЕТОД ОЦИНКОВКИ ПОВЕРХНОСТЕЙ | 2011 |
|
RU2465967C1 |
| Установка по нанесению краски на поверхность кровли крыши высотных зданий | 2020 |
|
RU2754331C1 |
| Установка для нанесения покрытий на изделия | 1983 |
|
SU1106548A1 |
| СПОСОБ ОКРАШИВАНИЯ И ТЕКСТУРИРОВАНИЯ ПОВЕРХНОСТИ ПОЛИМЕРОВ И СОСТАВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2316626C1 |
| СПОСОБ ЗАЩИТНОГО ОКРАШИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2178732C1 |
| СОСТАВ ДЛЯ ОКРАШИВАНИЯ ЛЕПЕСТКОВ ЦВЕТОВ, СПОСОБ ОКРАШИВАНИЯ ТАКИМ СОСТАВОМ И РАСТЕНИЯ С ЛЕПЕСТКАМИ ЦВЕТКОВ, ОКРАШЕННЫМИ С ЕГО ПОМОЩЬЮ | 2009 |
|
RU2485761C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОКРАСКИ КУЗОВНОЙ ДЕТАЛИ АВТОМОБИЛЯ | 2011 |
|
RU2552441C2 |
