I
Изобретение относится к области обработки металлов давлением, а именно к прессованию изделий.
Известна матрица, стойкость которой повышена за счет теплоотвода системой охлаждения с циркуляцией .охлаждающей среды в самой матрице ij . Система охлаждения матрицы, устанавливаемой в мундштуке прессового инструмента, выполнена в виде соединенных сг источником питания каналов для подвода и отвода охлаждающей среды, параллельных оси инструмента и сообщающихся с охватывающей калибрующее очко матрицы полостью.
Однако охлаждающая среда, циркулирующая в матрице, создает резкий перепад температур по сечению матрицы.
Известна также матрица для прессования изделий, которая содержит корпус и соосно установленную в нем полую вставку с кольцевой канавкой для сбора охлаждающей жидкости. Кольцевая канавка связана каналами источниками для подачи жидкости и овода ее.Матрица снабжена размещенным в канавке опорным разрезным вкладышем, в котором выполнены сквозные отверстия, сообщающие канавку с
источниками для подачи и отвода жидкости {рЗ.
Выполненные сквозные отверстия во вкладыше несколько увеличивают площадь конвект;;вкого теплообмена, но эффективность такого теплообмена не велика. Вследствие того, что охла)1 дающая жидкость соприкасается (отводит тепло) с более теплонапряженньп участком матрицы, она быстро нагревается и коэффициент полезного действия охлаждения, при лимитированном расходе воды, не высок. Поэтому использование таких матриц
5 в серийном производстве не велико.
Целью изобретения является повышение стойкости матрицы за счет увеличения эффекта теплоотвода.
Цель достигается тем, что матри0ца снабжена размещенным на дне канавки под разрезным вкладышем дополнительным кольцевым вкладышем, выполненным из уложенной рядами стружки из высокотеплопроводного
5 материала.
Вкл адыши из стружек играют роль высокоэффективных радиаторов, которые в сочетании с охлаждающей жидкостью значительно увеличивают
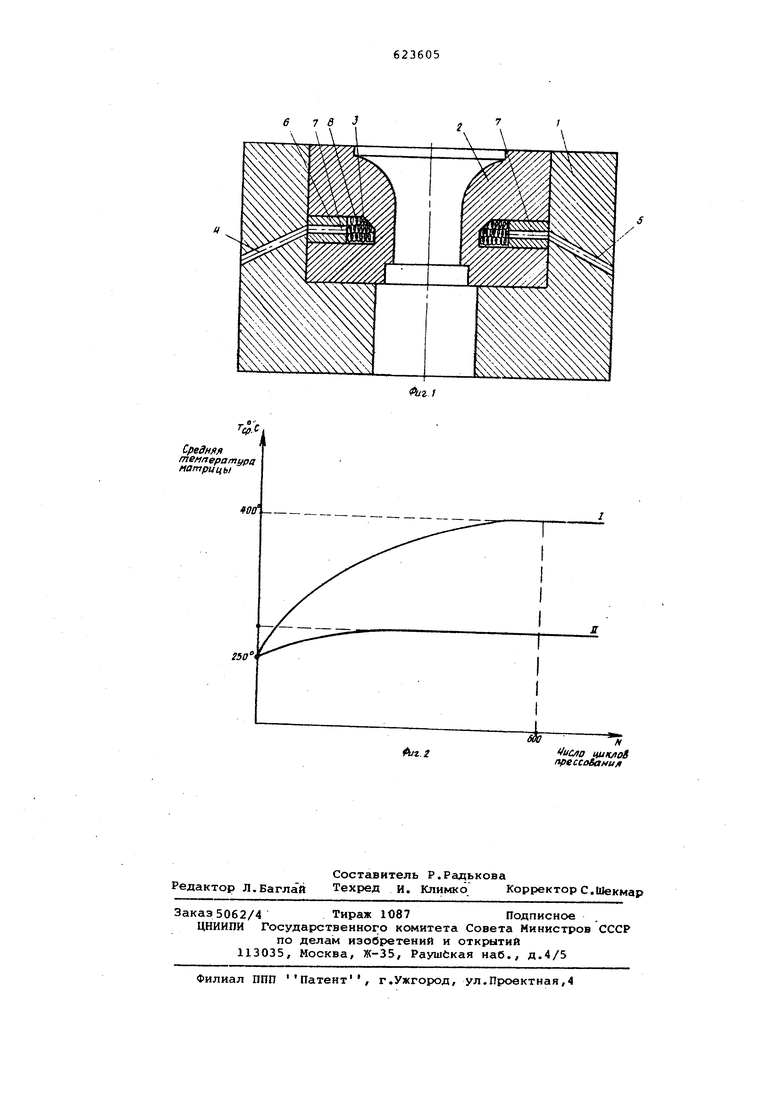
0 теплоотвод от теплонапряженного участка матрицы за счет развитой площади конвективного теплообмена вкладышей. Кроме того, при использовании дополнительного вкладыша из стружки происходит дробление потока жидкости и интенсивное ее перемешивание,за счет чего эффективность охлаждения резко возрастает. На фиг.1 изображена предлагаемая матрица I, разрез; на фиг.2 - график изменения средней температурка матриц в зависимости от числа циклов прессования. Описываемая матрица состоит из корпуса 1,в котором соосно установле на полая вставка 2 с кольцевой канав кой-сборником 3 для охлаждающей жид:Кости,связанным с источниками(на фиг ;не показаны) для подачи жидкости входным каналом 4 и отвода ее отводным каналом 5.В кольцевой канавкесборнике со стороны корпуса размещен :опорный кольцевой вкладыш 6,в котором выполнены сквозные отверстия 7, сообщакяцие канавку-сборник с источниками для подачи и отвода охландчающей жидкости,а со стороны полой час вставки размещен дополнительный коль цевой вкладыш 8, который выполнен из уложенной в несколько рядов струж ки из высокотеплопроводного материала. Кроме того, опорный вкладыш для удобства монтажа выполнен разрезным в виде полуколец. Охлаждение матрицы происходит следующим образом. Охлаждающая жидкость, например вода (возможно и воздушное охлаждение) , принудительно подается по вход ному каналу 4, проходит через отвер стие 7 кольцевого опорного вкладьаша 6. Опорный вкладыш 6 выполнен из тельного высокотеплопроводного мате риала, например меди. Затем охлаясда кщая жидкость омывает дополнительны вклгдсм хл 8, проходит через отверсггие 7 кольцевого опорного вкладыша 6 и отводится по отводному каналу 5 в к навку-сборник. Дополнительный вклад 8 выполнен в виде кольца из стружки высокотеплопроводного материала, например меди.Стружка укладывается в кольцевом сборнике в несколько рядов. Количеством стружки в какой-то степени можно регулировать теплоотвод (выравнивать температуру) от более теплонапряженной калибрующей части с менее теплонапряженными периферийными частями матрицы. Вкладьши из стружки играют роль высокоэффективных радиаторов, которые значительно увеличивают теплоотвод от теплонапряженного участка матрицы в сочетании с охлаждающей жидкостью за счет развитой площади конвективного теплообмена и дробления потока охлаждающей жидкости. Применение матриц с вкладышами из цельного материала и из стружки с принудительным охлаждением жидкостью или воздухом дает эффективные результаты. Формула изобретения Матрица для прессования изделий, содержащая корпус, соосно установленную в нем полую вставку с кольцевой канавкой для сбора охлаждающей среды и размещенным в канавке опорньп«1 разрезным вкладышем, в котором выполнены сквозные отверстия, сообщающие канавку с источниками для подачи и отвода охлаяодающей среды, отличающаяся тем, что, с целью повышения стойкости матрицы за счет увеличения эффекта теплоотвода, она снабжена размещенным на дне канавки под разрезным вкладьвием дополнительHbs кольцевым вкладьшем, выполненным из уложенной рядами стружки из высокотеплопроводного материала. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 401438, кл. В 21 С 29/04. 2.Авторское свидетельство СССР № 543440, кл. В 21 С 25/02, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования изделий | 1975 |
|
SU543440A1 |
| Твердосплавная опорная пластина | 1985 |
|
SU1313570A1 |
| Матрица для прессования изделий | 1982 |
|
SU1037994A1 |
| Рубашка жидкостного охлаждения блока цилиндров двигателя внутреннего сгорания | 1982 |
|
SU1019090A1 |
| ИЗЛУЧАТЕЛЬНЫЙ МОДУЛЬ НА ОСНОВЕ ЛИНЕЙКИ ЛАЗЕРНЫХ ДИОДОВ (ВАРИАНТЫ) | 1998 |
|
RU2150164C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1994 |
|
RU2087430C1 |
| Рубашка жидкостного охлаждения блока цилиндров, выпускных клапанов и гильз двигателя внутреннего сгорания | 1981 |
|
SU996737A1 |
| СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛКПД) | 2008 |
|
RU2404017C2 |
| Корпус жидкостного охлаждения блока РЭА | 2022 |
|
RU2802220C1 |
| Цилиндр двухтактного двигателя внутреннего сгорания | 1975 |
|
SU884582A3 |
.с
Средня температура матрицы
fOlf.
250
Число цик/юб
Ajt.f прессобамил
