Изобретение относится к области обработки металлов давлением, в частности, к конструкции рабочего инструмента.
Известна конструкция воаоохлажцаемой матрицы, сг стоящей из вставки, размещенной в корпусе, в котором выполнены каналы для подачи охлаждающей жидкости. Канал переходит в кольцевую выточку ll.
Недостатком конструкции является трудность подвода охлаждающей жидкости непосредственно к рабочему пояску и возможность применения ее только для плоских матриц.
Известна конструкция матрицы для прессования труб и профилей, охлаждаемой, водой, циркулирующей в кольцевом сборнике вставки, размещенной в корпусе.Кольцевой сборник связан с источником для подачи охлаждающей жидкости и отвода eeC2j
Однако при выполнении кольцевого сборника непосредственно у рабочего пояска матрицы образуются ослабленные участки вставки с рабочей стороны, разрушаемые при больщих давлениях.
Для повышен)я сто :;остн матр.щы она снабжена размещенным в кольцевом сбпрнике со стороны .корглса опорныхт кольи-звым вкладыщем, в котором выполнены схвозные отверстия, сообшп ошне сборнг, с источниками для подач ч отвода жидкости. Кроме того, опорный вкладыш вьтолнеч разрезным в виде полуколец.
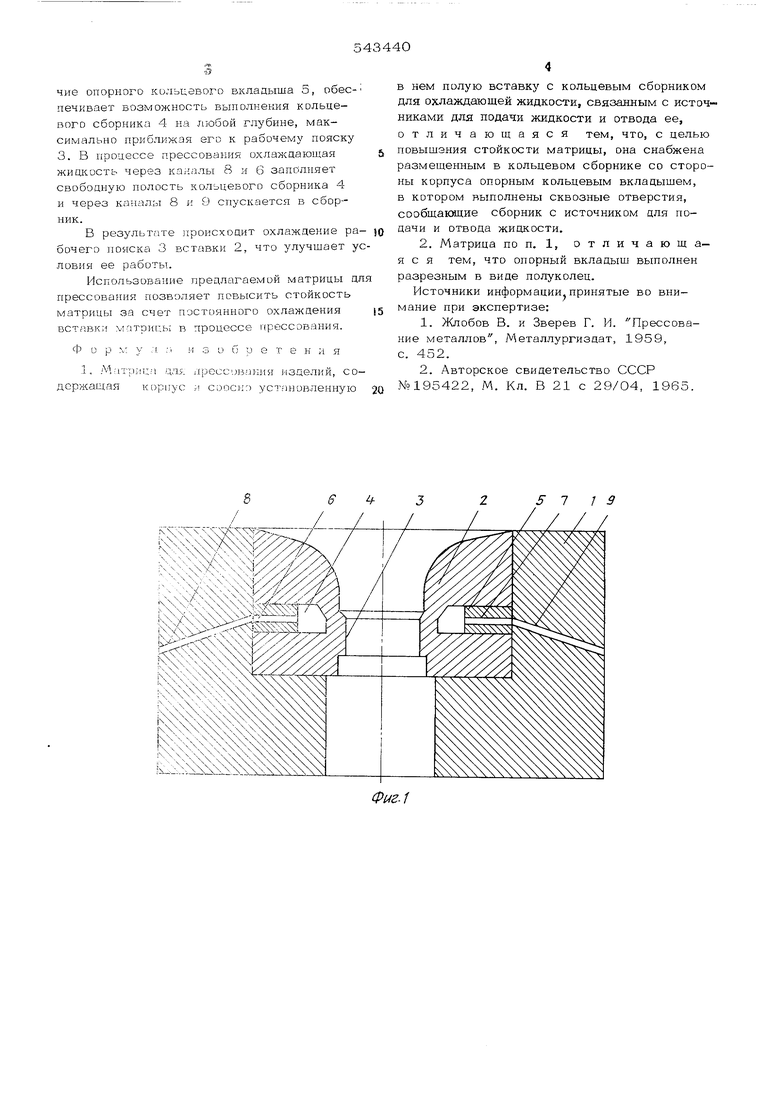
На фиг. 1 изображена матрица с о сплошным
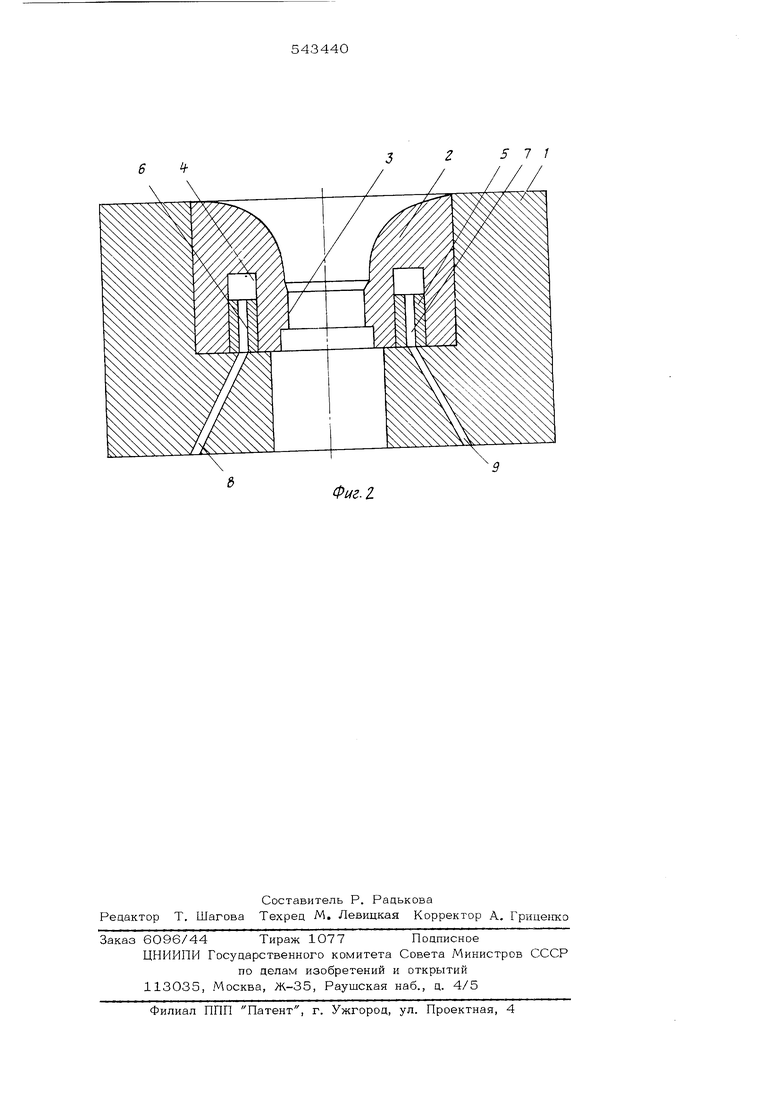
кольцом, общий вид; на фиг, 2 - вар; антксполне - ния матрицы с разрезным опорным кольцом. Матрица состоит из корпус-; 1 и полой вставки 2, которая крепится в корпусе 1 по горячей посадке.
В теле вставки 2 на высоте рабочего
пояска 3 выполнен кольцевой сборник 4 для охлаждающей жидкости, в котором :/- ;ещен опорный кольцевой вкладыш 5 с двумя сквозными каналами 6 и 7, соединен-
ными с подводныкт и отводньы каналами 8 и 9, вьшолненньо.1И в корпусе .
В случае выполнения кольцевого сборника 4 на боковой поверхност вставки 2 опорный вкладыш выполнен в виде двух полуколец (для сбеспеченг- ;: :j--;LiK 0. Наличие опорного кольцевого вкладыша 5, обес печквает возможность выполнения кольцевого сборника 4 на любой глубине, максимально приближая его к рабочему пояск 3. В процессе прессования охлаждающая жидкость через каналы 8 и 6 заполняет cвoбoднvю полость кольцевого сборника 4 спускается в соори через каналы ник. В результате происходит охлаждение р бочего нояска 3 вставки 2, что улучшает ловия ее работы. Использование предлагаемой матрицы позволяет повысить стойкость прессования матрицы за счет постоянного охлаждения вставки vaтpицы в процессе прессования. Фор : у 1 1. держащая корпус ; соосмо установленну в нем полую вставку с кольцевым сборником для охлаждающей жидкости, связанным с источниками для подачи жидкости и отвода ее, отличающаяся тем, что, с целью повышзния стойкости матрицы, она снабжена размещенным в кольцевом сборнике со стороны корпуса опорным кольцевым вкладышем, в котором выполнены сквозные отверстия, сообщакицие сборник с источником цля подачи и отвода жидкости. 2. Матрица по п. 1, отличающаяся тем, что опорный вкладыш выполнен разрезным в виде полуколея. Источники информации принятые во внимание при экспертизе: 1.Жлобов В. и Зверев Г. И. Прессование металлов, Металлургиздат, 1959, с. 452. 2.Авторское свидетельство СССР №195422, М. Кл. В 21 с 29/04, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования изделий | 1977 |
|
SU623605A1 |
| Матрица для прессования изделий | 1982 |
|
SU1037994A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛОВ | 1973 |
|
SU372004A1 |
| Матрица для прессования изделий | 1982 |
|
SU1037993A1 |
| ХИМИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ (ВАРИАНТЫ) | 2013 |
|
RU2506461C1 |
| Опорный подшипниковый узел | 1990 |
|
SU1754959A1 |
| Матрица для прессования изделий | 1979 |
|
SU810328A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| ХИМИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2013 |
|
RU2506460C1 |
| Матрица для деформирования металлов | 1981 |
|
SU961836A1 |
5 7 /
б
Фиг.1
5 1 1
