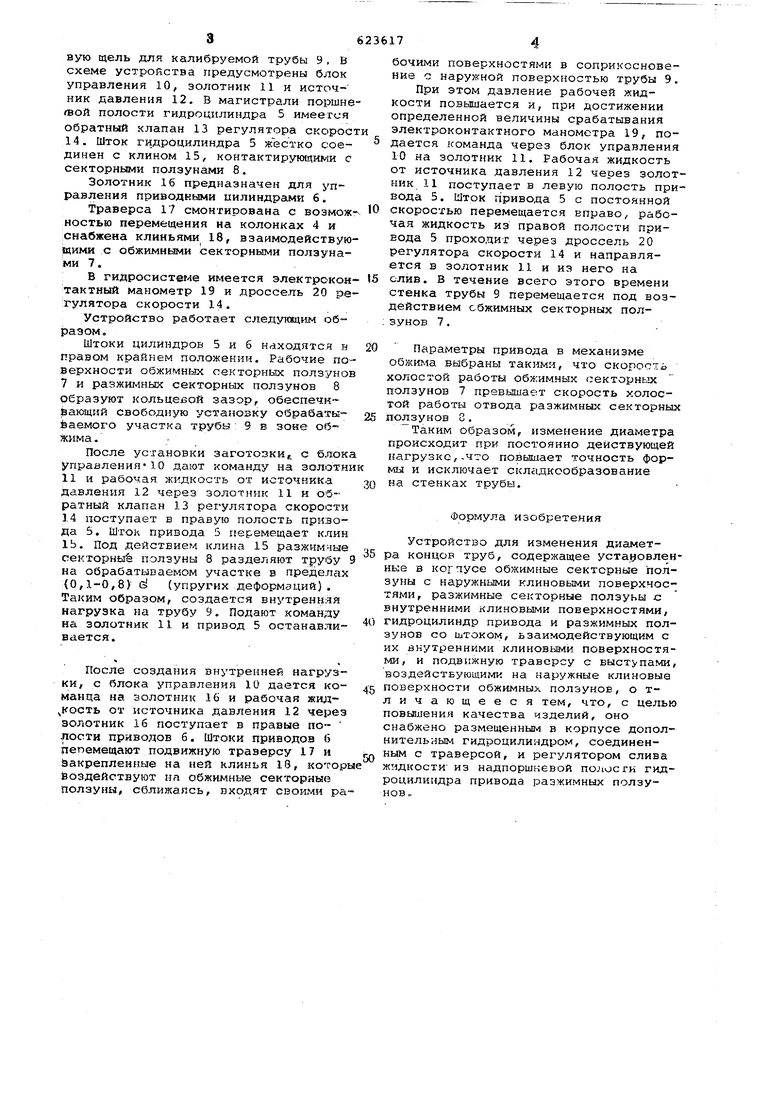
вую щель для калибруемой трубы 9, В схеме устройства предусмотрены блок управления 10, золотник 11 и источник давления 12. В магистрали поршне вой полости гидроцилиндра 5 имеется обратный клапан 13 регулятора скорост 14. Шток гидроцилиндра 5 жестко соединен с клином 15, контактирующими с секторньлми ползунами 8.
Золотник 16 предназначен для управления приводными цилиндрами 6.
Траверса 17 смонтирована с воэможностью перемещения на колонках 4 и снабжена клиньями 18, взаимодействую1ЦИМИ с обжимными секторными ползунами 7 ,
В гидросистеме имеется электроконтактный манометр 19 и дроссель 20 ре;гулятора скорости 14.
Устройство работает следугацим образом,
Штоки цилиндров 5 и б находятся н Правом крайнем положении. Рабочие поверхности обжимных секторных ползунов 7 и разжимных секторных ползунов 8 Образуют кольцевой зазор, обеспечкбающий свободную установку обрабатыбаемого участка трубы : 9 в зоне обжима .
После установки заготозки с блока управления-10 дают команду на золотни 11 и рабочая жидкость от источника давления 12 через золотник 11 н обратный клапан 13 регулятора скорости 14 поступает в правую полость привода 5. ШТО11 привода 5 перемещает клин 1Ь. Под действием клина 15 разжимные секторные ползуны 8 разделяют трубу 9 на обрабатываемом участке в пределах 0,1-0,8) d (упругих деформаций). Таким образом, создается внутренняя Нагрузка на трубу 9. Подают команду на золотник 11 и привод 5 останавливается.
После создания внутренней нагрузки, с блока управления 10 дается команда на золотник 16 и рабочая жид кость от источника давления 12 через золотник 16 поступает в правые полости приводов 6. Штоки приводов Г Ьепемещают подвижную траверсу 17 и ёакрепленные на ней клинья 18, которы йоздействуют на обжимные секторные ползуны, сближаясь, входят свои.ми рабочими поверхностями в соприкосновение о наружной поверхностью трубы 9.
При этом давление рабочей жидкости повышается и, при достижении определенной величины срабатывания злектроконтактного манометра 19, подается команда через блок управления 10 на золотник 11. Рабочая жидкость от источника давления 12 через золотник 11 поступает в левую полость привода 5. Шток привода 5 с постоянной скоростью перемещается вправо, рабочая жидкость из правой полости привода 5 проходит через дроссель 20 регулятора скорости 14 и направляется в золотник 11 и из него на слив. В течение всего этого времени стенка трубы 9 перемещается под воздействием обжимных секторных ползунов 7,
Параметры привода в механизме обжима выбраны так1-1ми, что скорость холостой работы обжимных секторных ползунов 7 превышает скорость холостой работы отвода разжимных секторных ползунов 8.
Таким образом, изменение диаметра происходит при постоянно действующей иагрузке,-ЧТО повышает точность формы и исключает складкообразование на стенках трубы.
Формула изобретения
Устройство для изменения диаметра концов труб, содержащее устауовленные в когпусе обжимные секторные ползуны с наружными клиновыми поверхностями, разжимные секторные ползуьы с внутренними клиновыми поверхностями, гидроцилиндр привода и разжимных ползунов со штоком, взаимодействующим с их внутренними клиновыми поверхностями, и подвижную траверсу с выступами воздействующими на наружные клиновые поверхности обжимных ползунов, о тличающееся тем, что, с целью повышения качества изделий, оно снабжено размещенньдх в корпусе дополнительным гидроцилиндром, соединенным с траверсой, и регулятором слива Ж 1дкости ИЗ надпоршкевой nojiocrH гидроцилиндра привода разжимных ползунов .,
IS 2 ft 17 и 5 3
I icwra. ,
ff
Ш-1- f ; ; QП- // / У
ss ГГ7Т
,J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1969 |
|
SU247902A1 |
| Устройство для деформирования полых заготовок | 1986 |
|
SU1362547A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| Устройство для обжима концов трубчатых заготовок | 1977 |
|
SU863091A1 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРАЦИИ ОБСАЖЕННОЙ СКВАЖИНЫ | 1998 |
|
RU2137915C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СЕКТОРНЫМ ПРИЖИМОМ ШТАМПА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2019 |
|
RU2723857C1 |
| Устройство для получения полых изделий из трубчатых заготовок | 1990 |
|
SU1810185A1 |
| Способ обработки труб | 1990 |
|
SU1810186A1 |
| Пресс для калибровки труб | 1987 |
|
SU1433528A1 |

