Н 1
2 8S 17 и 11 23 eifff
/ /; / / I I ч ч I // / /
ю
1
со
СО
сл to
сх
Изобретение относится к обработке металлов под давлением, а именно к прессам для калибровки труб внутрен- Йим гидравлическим давлением.
Цель изобретения - повьппение производительности и улучшение качества
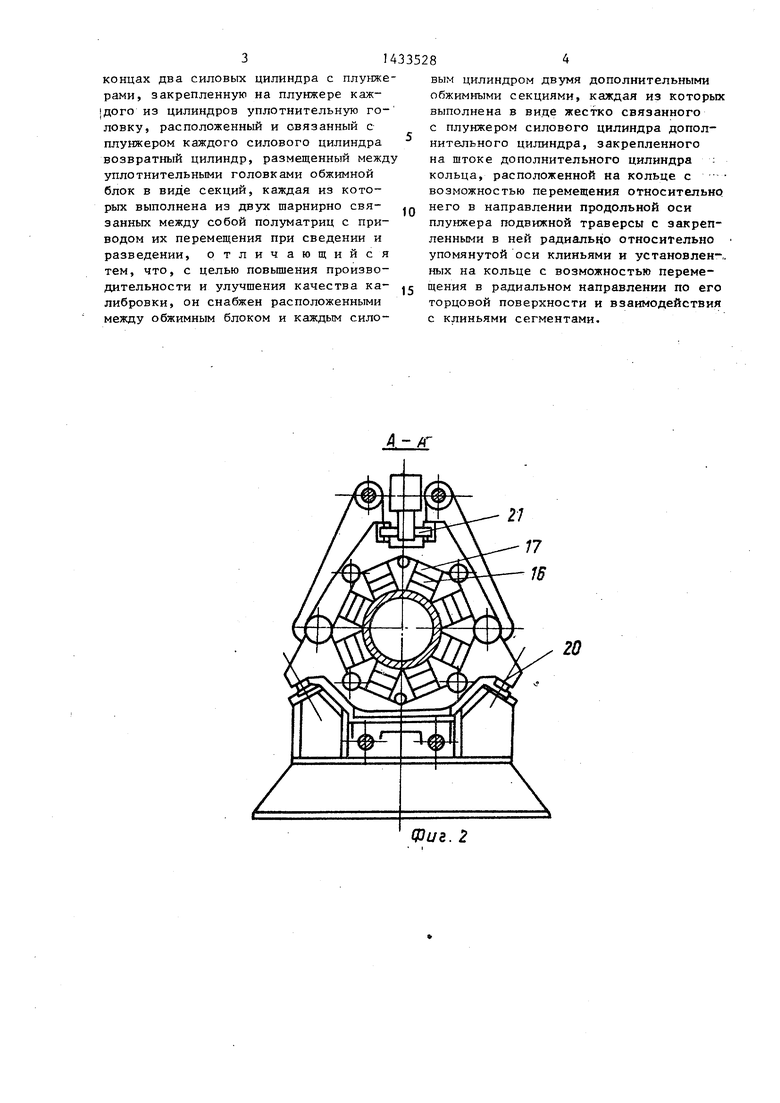
На фиг. изображен предлагаемьй EJpecc, продольньй разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Пресс для калибровки труб содержит станину, включающую основание 1 ., ta котором установлены траверсы 2, стянутые колоннами 3. Б траверсах 2 смонтированы силовые гидроцилиндры 4 с плунжерами 5. На плунжерах 5 установлены уплотнительные. головки 6 с анкетами 7 и закреплены поперечины 6. В траверсах 2 установлены поршневые гидроцилиндры 9, штоки 10 кото- Jыx прикреплены к поперечине 8. Межд плотнительными головками 6 располо- лен обжимной блок с секциями 11 из двух полуматриц 12, установленных ра оси 13, закрепленной в станине 1, и связанных с гидроприводом 14 переме- шения. На стайине 1 расположен механизм 15 фиксации матриц. По обе стороны обжимного блока расположены дополнительные обжимные секции, каждая Tf.s которых выполнена в виде, клинового механизма, включающего сегменты 6 и клинья 17, связанные между сопоперечина 8 с плунжером 5, кольцом 24 и траверсой 19, а полуматрицы 12 под действием гидропривода 14 закрываются и замыкаются механизмом 15 фиксации. Кольца 24 перемещаются под действием гидроприводов 28, двигая при этом траверсы 19 по направляющим 20 и 21, устанавливая-сегменты 16
над концами трубы по обе стороны обжимного блока с допустимым зазором. Затем включаются гидроцилиндры 22, и траверса 19 с клиньями 17 перемещается относительно кольца 24. При
этом сегменты 16 радиально перемещаются по кольцу 24 к трубе, образуя ПРИ смыкании калибр заданного диаметра трубы 29 «При этом сегменты 16 удер- живаются в контакте с кольцами 24
серьгами 26. Далее в трубу 29 подается жидкость под давлением и проис- ходит разда-ча трубы до внутреннего диаметра полуматриц 12 и.сегментов 16.
По мере укорочения трубы 29 уплотнительные головки 6 поджимаются к концам трубы 29 давлением в гидроцилиндре 4, при этом перемещением вместе с плунжером 5 поперечины 8
обеспечивается совместное перемеще- щение сегментов 16 с концами трубы 29 на величину 1гкорочениЯ трубы.
После окончания калибровки сегмен- ты 16 разводятся под действием гид
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ИСПЫТАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2281473C2 |
| Устройство для вулканизации резинового низа обуви | 1981 |
|
SU1028524A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ ИЗ МЕТАЛЛА | 2004 |
|
RU2290273C2 |
| Установка для гидравлической раздачи кольцевой заготовки | 1974 |
|
SU523740A1 |
| Гидромеханический экспандер дляКАлибРОВКи ОбЕчАЕК | 1979 |
|
SU822952A1 |
| Гидравлический пресс | 1981 |
|
SU1234214A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С МЕХАНИЗМОМ ПОДЪЕМА | 2013 |
|
RU2544717C2 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |

Изобретение относится к обработке металлов давлением, а именно к прессам для калибровки труб внутренним гидравлическим давлением. Цель .изобретения - увеличение производительности и качества труб за счет создания точного размера-концов, что улучшает условия стыковки труб при сборке газопровода. Пресс содержит уплотнительные головки б, установленные на плунжерах 5 силовых гидроцилиндров 4, возвратные гидроцилиндры 9 и обжимной блок с секциями II из двух полуматриц, посаженных на общую ось. По обе стороны от обжимного блока расположены дополнительные обжимные секции, каждая из которых выполнена в виде клинового механизма, содержащего клинья 17 и сегменты 16, расположенные в подвижной траверсе 19. Труба 29 уплотняется головками 6 и устанавливается в секции 11, полуматрицы которых закрываются. При перемещении траверсы 19 сегменты 16 при смыкании образуют калибр. При подаче жидкости под давлением в полость трубы 29 происходит ее раздача. 3 ил. о б (Л
Сой Т-образными шпонками 18, располо- 35 роприводов 23, отводятся уплотнил:енными радиально относительно уплот- 1:ительной головки 6. На станине установлена также подвижная траверса 19 и крепятся нижние 20 и верхние 21 направляющие, В подвижной траверсе 19 закреплен гидроцилиндр 22 со штоком 23, жестко связанным с кольцом
25,направляющиеся по отверстиям, йыполненным в подвижной траверсе 19. Сегменты 16 связаны серьгами 26 с кольцом 24. К кольцу 24 прикреплены штоки 27 поршневого гидроцилиндра
28,установленного в поперечине 8. Пресс работает следующим образом. В исходном положении уплотнительйые головки 6 и траверса 19 отведены в исходное положение, а полуматрицы 12 раскрыты. Труба 29 подается на ось пресса податчиком (не показан). Под действием давления жидкости в гидроцилиндрах 9 на штоки 10 уплотнительные головки 6 вводятся в трубу
0
5
0
5
тельные годовки 6 возвратными цилинд рами 9. Вместе с плунжером 5 отводится поперечина 8 с траверсой 19. Фиксаторы 15 освобождают полуматрицы 12, и они разводятся под действием гидропривода 14. Откалиброванная труба выводится из пресса.
Предлагаемая конструкция позволяет увеличить производительность пресса за счет исключения дополнительного механизма калибровки тру0, времени транспортировки с машины калибровки концов труб на пресс для калибровки всей длины , кроме того позволяет увеличить качество труб за счет создания точного размера концов, что улучшает условия стыковки труб при сборке газопровода.
Формула изобретения
Пресс для калибровки труб, содержащий станину, смонтированные соосно между собой на противоположных ее
3
концах два силовых цилиндра с плунжерами, закрепленную на плунжере каж- 1ДОГО из цилиндров уплотнительнуге головку, расположенный и связанный с плунжером каждого силового цилиндра возвратный цилиндр, размещенный межд уплотнительными головками обжимной блок в виде секций, каждая из которых выполнена из двух шарнирно связанных между собой полуматриц с приводом их перемещения при сведении и разведении, отличающийся тем, что, с целью повышения производительности и улучшения качества калибровки, он снабжен расположенными между обжимным блоком и каждым сило
вым цилиндром двумя дополнительными обжимными секциями, каждая из которых выполнена в виде жестко связанного с плунжером силового цилиндра дополнительного цилиндра, закрепленного на щтоке дополнительного цилиндра ;
кольца, расположенной на кольце с
возможностью перемещения относительно него в направлении продольной оси плунжера подвижной траверсы с закрепленными в ней радиально относительно упомянутой оси клиньями и установлен-,, ных на кольце с возможностью перемещения в радиальном направлении по его торцовой поверхности и взаимодействия с клиньями сегментами.
27
2Q
Фиг. 2
/2
/4
/
фиг.З
/TV
| Устройство для раздачи сварных труб | 1975 |
|
SU551088A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
