Изобретение относится к области обработки металлов давлением, а более конкретно к устройствам для формования прямоугольных деталей из кольцевых заготовок и может быть использовано в приборостроении, микроэлектронике при изготовлении преимущественного корпусов микросборок.
Цель изобретения - обеспечение возможности формования прямоугольных деталей из кольцевых заготовок.
На фиг.1 изображено устройство для изготовления корпусов микросбо- рок, вид спереди; на фиг.2 - вид А .на фиг.1; на фиг.З - вид Б на фиг.2.
Устройство содержит основание 1 с приводом в виде гидроцилиндра 2 и корпусом 3, в котрром размещены узлы раздачи и обжима и механизм выталкивания. Узел раздачи содержит подпружиненные разжимные ползуны 4 и передаточный механизм в виде взаимодействующего с ползунами 4 клинового штока 5, связанного со штоком гидроцилиндра 2 через траверсу 6. Ширина разжимных ползунов 4 оп15еделяет размер (заданный) одной из сторон прямоугольной детали 7. Узел обжима содержит подпружиненные обжимные пол- зуны 8 и передаточньй механизмов виде связанных с траверсой 6 клиновых штоков 9, взаимодействующих с обжимными ползунами 8. Механизм выталкивания содержит подпружиненную каретку 10 с толкателями 11 и клиновыми кронштейнами 12, причем каретка 10 через подпружиненные фиксаторы 13 связана с клиновым штоком 5 передаточного механизма узла раздачи. В корпусе 3 также размещены упоры 14, ограничивающие перемещение разжимных ползунов 4. Упоры 14 с помощью клиньев 15 устанавливают так,, что расстояние между упорами 14 соответствует заданному размеру второй стороны прямоугольной детали 7.
Устройство работает следующим образом.
Обрабатываемую деталь 7 (кольцевую заготовку) устанавливают в устройство на разжимных ползунах 4. Подают давление в гидроцилиндр .2, ко- торьй через траверсу 6 одновременно заставляет перемещаться вниз клино- шые штоки 5 и 9, фиксаторы 13 входят в зацепление с пазами Клинового щто- ка 5, При этом разжимные ползуны 4,
625472
разжимая деталь 7 с двух сторон, перемещают ее стенки до упоров 14, а обжимные ползуны 8, сжимая деталь 7 с двух сторон, перемещают ее стенки до упора в разжимные ползуны 4, формируя прямоугольный профиль за один ход поршня гидроцилиндра 2.
При обратном ходе поршня гидроци10 линдра 2 траверса 6 перемещает клиновые штоки 5 и 9 вверх, при этом разжимные ползуны 4, поджимаясь к штоку 5, и обжимные ползуны, поджимаясь к штокам 9, освобождают деталь
If 7, Каретка 10 поднимается с клиновым штоком 5 и толкатели 11 выталкивают деталь 7 из зоны обработки. При взаимодействии фиксаторов 13 с клиновь ми кронштейнами 12 фиксаторы 13 выходят
20 из пазов клинового штока 5, каретка 10 возвращается вниз.
Изготовлен макетный образец устройства для партии корпусов микросборок 200 щт размером 34 20 мм, высо-
25 той 3,6 мм, толщина стенки 1,2 мм. В качестве заготовки использовано металлическое кольцо с наружным диаметром 31,8 мм, внутренним диаметром 29,4 мм, высотой 4,2 мм. Давление
30 гидроцилиндра 1000 кг, время обработки одной детали 12 с. Получены корпу|- са микросборок с точностью геометри- (ческих размеров t0,02 мм, при этом обеспечена стабильность получения
25 размеров.
Таким образом, устройство обеспе чивает формование i прямоугольных деталей из кольцевых заготовок с - высокой точностью геометрических
40 размеров и стабильностью их получения.
Ф.ормула изобр е .т е и и я
45 1 Устройство для деформирования полых заготовок, содержащее размещенные в корпусе узлы раздачи и обжима, выполненные в виде разжимных и обжимных ползунов, связанных через пе50 редаточные механизмы с приводом перемещения, отличающееся тем, что, с целью расширения технологических возможностей, обеспечения формования прямоугольных деталей из
55 кольцевых заготовок, оно снабжено установленными по ходу перемещения разжимных ползунов регулируемыми упорами, разжимные и обжимные ползуны попарно размещены во взаимно: перпендикулярных направлениях, а передаточные механизмь: ползунов соединены, с приводом с возможностью их синхронного перемещения,
2, Устройство по n.J, отличающееся тем, что пepeдaтoчt-, ные механизмы вьтолнены в виде клиновых штоков, соединенных с приводом через траверсу.
3, Устройство по пп,1 и 2, о т - л и ч а ю щ е е с я тем, что оно снабжено механизмом выталкивания заготовки, вьтолненным в виде размещенных в корпусе клиновых кронштейнов и подпружиненной каретки с толкателями, которая связана с клиновым штоком передаточного механизма узла раздачи посредством фиксаторов,взаимодействующих с клиновьми кронштейнами.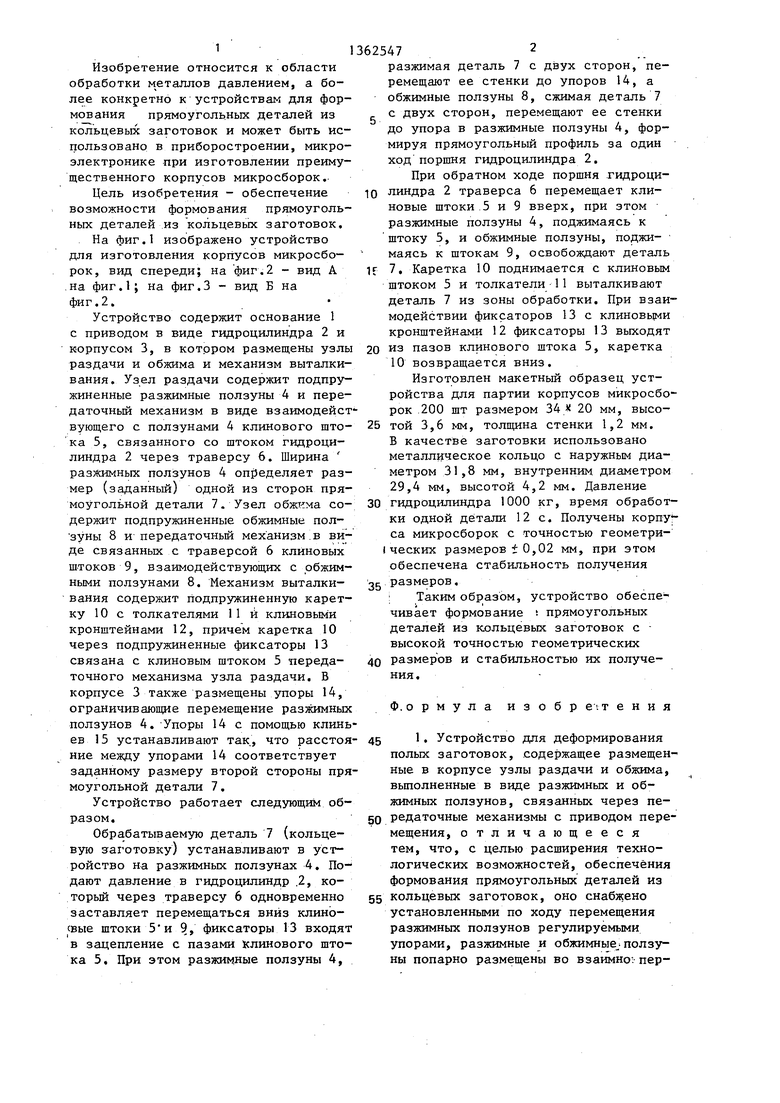
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изменения диаметра концов труб | 1977 |
|
SU623617A1 |
| Устройство для изготовления полых изделий | 1980 |
|
SU919783A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1969 |
|
SU247902A1 |
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Устройство для обжима концов трубчатых заготовок | 1977 |
|
SU863091A1 |
| Станок для деформирующего протягивания | 1985 |
|
SU1346410A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 1990 |
|
RU2019339C1 |
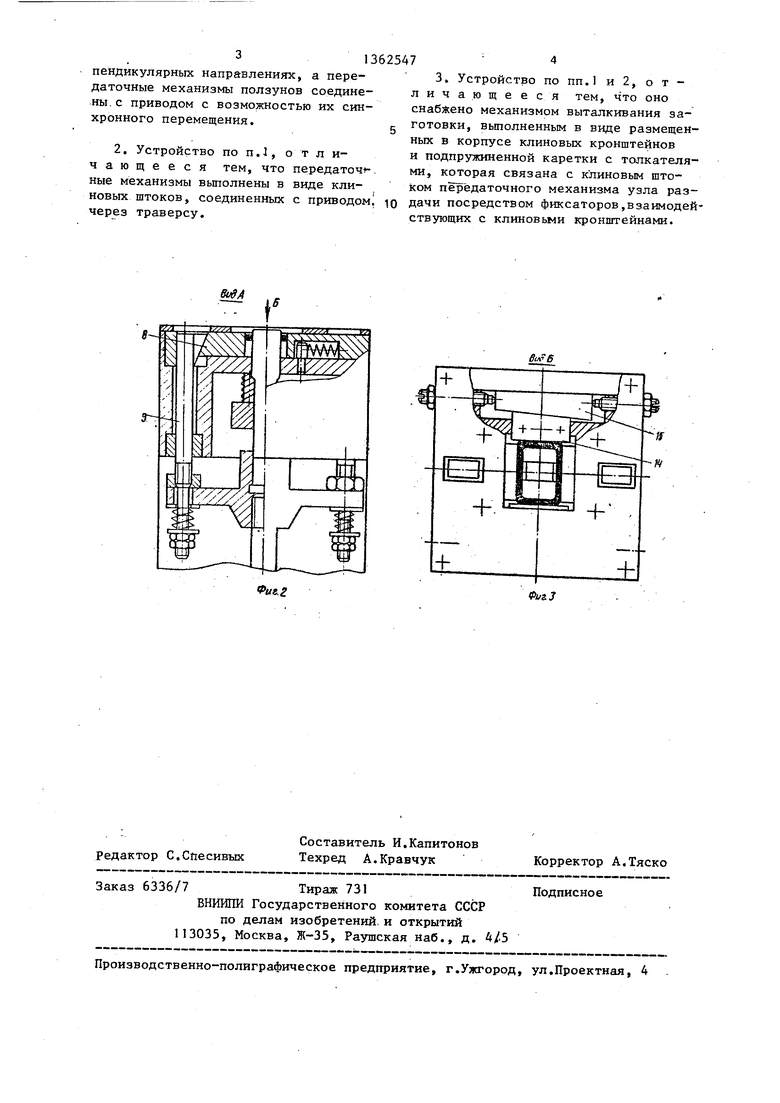
Изобретение относится к области обработки металлов давлением, а более конкретно к устройствам для формования .прямоугольных деталей из кольцевых заготовок, и может быть использовано в приборостроении, микроэлектронике при изготовлении преимуществен но корпусов микросборок. Цель изобретения - расширение технологических возможностей путем обеспечения возможности формования прямоугольных деталей. Обрабатываемую деталь 7 устанавливают на разжимных ползунах 4. При подаче давления в видродилиндр 2ползуны 4 раздают деталь 7 с. двух сторон до упоров, а обжимные ползуны 8 формируют прямоугольный профиль. При этом передаточные механизмы ползунов выполняют в виде клиновых штоков, связанных с приводом через траверсу. Имеется также механизм выталкивания заготовок, 2 з.п. ф-лы, 3ил. СО С5 ГО сд 4: 
ev9A
StifB
.2
Редактор С,Спесивьк
Составитель И,Капитонов Техред А,Кравчук
Заказ 6336/7Тираж 731
ВНИИПИ Государственного комитета СССР
по делам изобретений, и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г,Ужгород, ул,Проектная, 4
CVaJ
Корректор А.Тяско
Подписное
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU247902A1 |
