Изобретение относится к ооласти литейного производства, в часгноеги, к изготовлению отливок с утшотнительными элементами и может быть использовано при изготовлении корпусе и других деталей трубопроводной арматуры различных конструкций.
Известен способ изготовления биметаляически, отливок, включающий нанесе- ние на арматуру сплава ва основе железа прс лежуточного слоя хрома и защитного слоя никеля ij.
Известен также способ изготовления биметаллических отливок, включающий
размещение в литейной форме уплотнителного элемента из сплава на основе титана и заливку в нее расплавленного металла. Предварительно на уплотнительный элемент наносят слой защитного
покрытия металла из рада: Zh , Nb iV, Mo, Та 2J. Способ позволяет получить герметичное соединение разнородных материалов с удовлетворительным уровнем пластических и прочностных свойств.
Недостатком этого способа является отсутствие равнопрочности получаемого с-оединения и основного иеталла изделия обусловленное ограниченной взаимной растворимостью к он так тирующихся материалов, когда уровень механических свойств соединения сравнительно выссж, но ниже аналогичных показателей соединяемых материалов.
Цель изобретения - повышение срока службы биметаллических отливок.
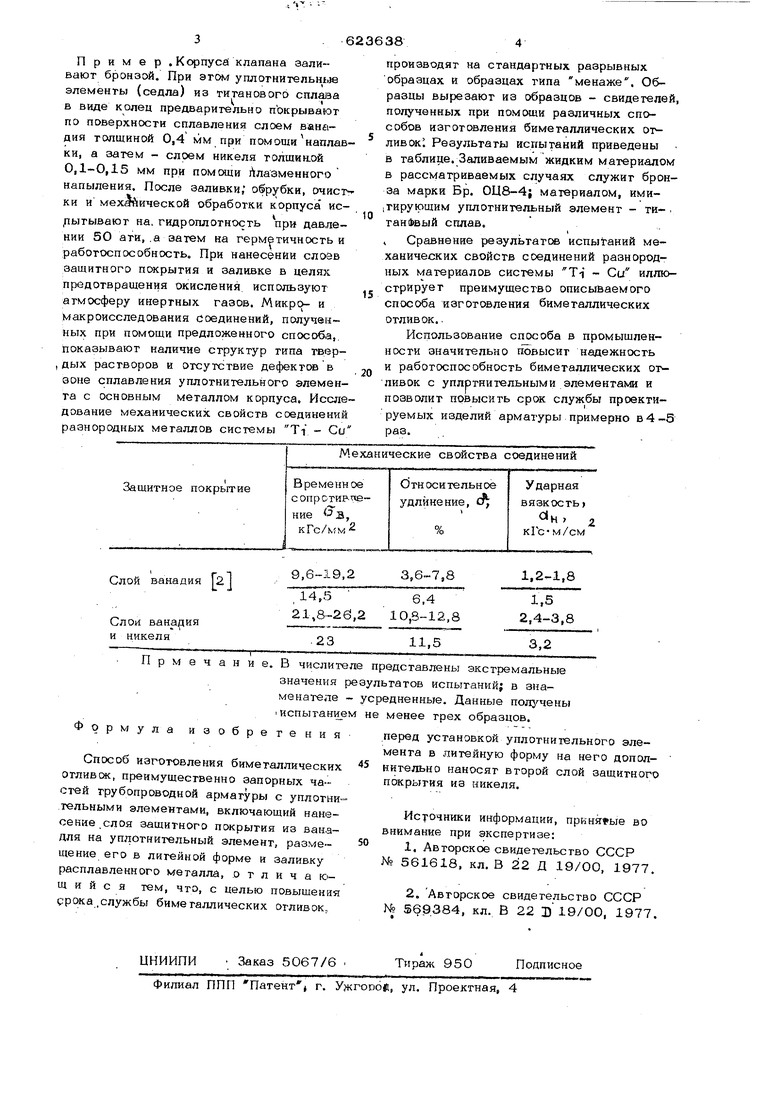
Поставленная цель достигается тем, что перед установкой уплотнительного элемента в литейную форму на него дополнительно наносят второй слой защитнго псжрытия из никеля. При этом механические свойства соединения таких разнородных материалов, как сплавы на основе титана, содной стороны, и сплавы на осйове меди или железа - с другой, повышаются за счет того, что применяемые металлы защитного посрытия имеют наивысший уровень взаимной растворимости между собой, и, соответственно, с Iконтактирующими материалами изделия. Пример . К qjnyей клапана зали-вают бронзой. При этом уплогнительные элементы (седла) из титанового сплаиза , в виде колец предварительно покрывают по поверхности сплавления слоем ванадия толщиной 0,4 мм при помощи наплав ки, а затем - слоем никеля толшиаой 0,1-0,15 мм при помощи Ллааменного напыления. После заливки; обрубки, очист ки и мех1йической обработки корпуса исдытывают на, гидроплотность при давлении 5О ати, .а затем на герметичность и работоспособность. При нанесении слоЭв защитного покрытия и заливке в целях предотвращения окисления используют атмосферу инертных газов. Микрс)- и макроисследования соединений, полученных при помощи предложенного способа,, показывают наличие структур типа гвер, дых растворов и отсутствие дефект еж в зоне сплавления уплотнительного элемента с основным металлом корпуса. Иссле дование механических свойств coeдинeнvIй разнородных металлов системы Ti - Си производят на стандартных разрывных образцах и образцах типа менаже. Образцы вырезают из образцов - свидетелей, полученных при помощи различных способов изготовления биметаллических от ливок Результаты испытаний приведены в таблице.Заливаемым жидким материалом в рассматриваемых случаях служит бронза марки Бр. ОЦ8-4; материалом, ими,тирующим уплотнительный элемент - ти- . сплав. , Сравнение результатов испытаний механических свойств соединений разнородных материалов системы Ti Си иллюстрирует преимущество описываемого способа изготовления биметаллических отливок.. Использование способа в промыщленности значительно повысит надежность и работоспособность биметаллических отливок с уплртнительными элементами и позволит повысить срсж службы проектируемых изделий арматуры примерно в 4-5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления армированных отливок | 1981 |
|
SU1044423A1 |
| Способ изготовления биметаллических отливок | 1976 |
|
SU569384A1 |
| Способ изготовления биметаллических отливок "сталь-бронза | 1977 |
|
SU745592A1 |
| Способ изготовления биметаллических отливок | 1988 |
|
SU1722683A1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
| Способ изготовления биметаллических отливок системы сталь-сплав на основе меди | 1980 |
|
SU980952A1 |
| Способ изготовления биметаллических деталей системы сталь-бронза | 2020 |
|
RU2758696C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОМПЛЕКТОВ (ТУК) ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) И МОНОЛИТНАЯ ОТЛИВКА КОРПУСА ТУК, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2011 |
|
RU2464124C1 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОТЛИВОК | 2004 |
|
RU2267378C1 |
