Изобретение относится к машиностроению, в частности к станкостроению и может быть использовано в винторезных станках для коррекции погрешности кинематической цепи и ходового винта.
Известен способ коррекции кинематической цепи винторезного станка по основному авт.св. hfc 6О3563, заключающийся в измерении погрешностей кинематической цепи по всей длине ходового винта в ряде точек, запоминании разности между погрешностями соседних замеров и довороте ходового винта в каждой точке замера на величину,эквивалентную этой разности причем, не учитывается по- грешность винта, возникакицая от температурной его деформаций, следствием чего является низкая точность коррекции.
Целью изобретения является повьпиенне точности коррекции.
Для этого по предлагаемому способу в запоминающее устройство вводят разность погрешностей замеров соседних участков винта, определяемых при различных значениях температуры, а доворот
винта производят на величину угла, эквивалентную разности погрешностей для фактической температуры.
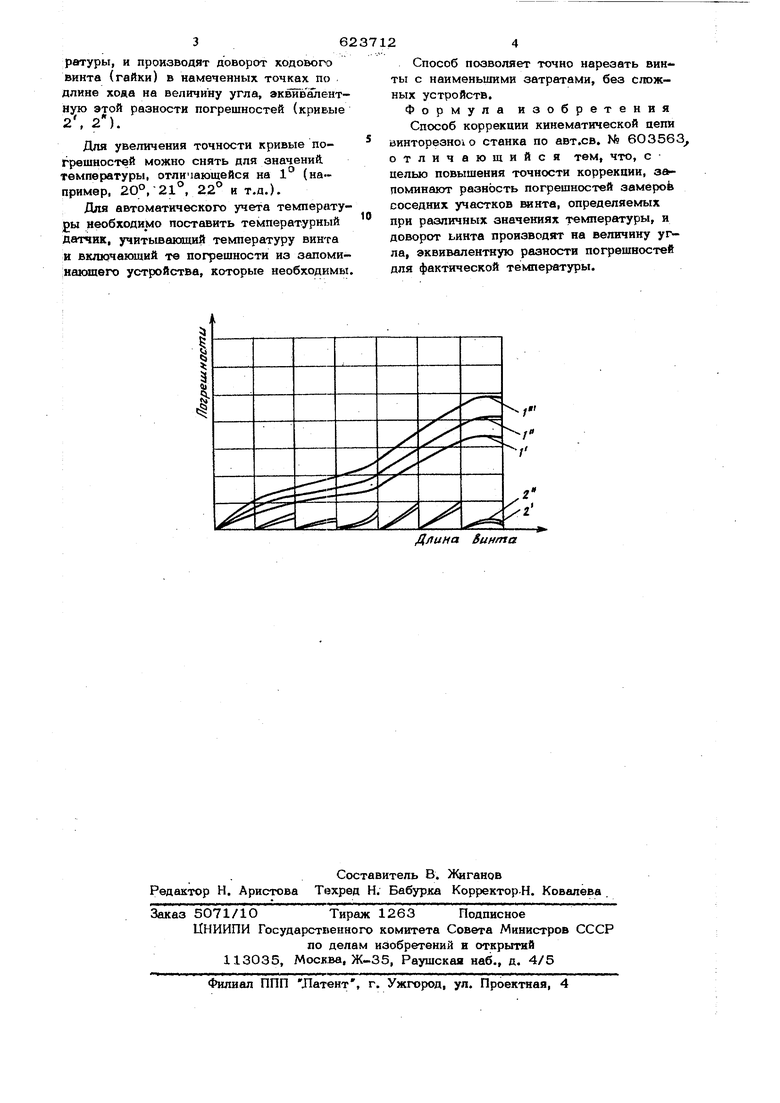
Способ иллюстрируетч:я чертежом..
Кривые 1,1, показывают вариант погрешиостей кинематической цепи станка при различных температурах, а кривые 2,2 - погрешности после проведения корректировки.
При изготовлении станка и его отладке и тарировке определяют погрешности кинематической цепи вдоль всей длины ходового винта в намеченных точках при различных температурах, например, при 10°, 15°.20°. , 30° и т. д. (кривые 1,1,1). Определюот разност погрешностей в соседних точках и результаты вводят 6 запомннакшгее устройство (запоминают).
При обработке детали замеряюттемпературу внита (или окружающей среды), берут разности погрешностей в соседних замерах, определениых оля этой температуры, и производят доворот ходовопо винта (гайки) в намеченных точках по длине хода на величину угла, эквйвалентную этой разности погрешностей (кривые 2, 2).
Для увеличения точности кривые погрешностей можно снять для значений температуры, отличаюшейся на 1° (например, 2О°, 21°, 22° и т.д.).
Для автоматического учета температуры необходимо поставить температурный датчик, учитывакяций температуру винта и включающий те погрешности из запоми;наюшего устройства, которые необходимы.
Способ позволяет точно нарезать винты с наименьшими затратами, без сложных устройств.
Формула изобретения Способ коррекции кинематической цепи винторезною станка по авт.св. № 603563 отличающийся тем, что, с целью повышения точности коррекции, зенпоминают разность погрешностей замёроЬ соседних участков винта, определяемых при различных значениях температуры, и доворот ьинта производят на величину угла, эквивалентную разности погрешностей для фактической температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ коррекции кинематической цепи винторезного станка | 1975 |
|
SU603563A1 |
| Способ коррекции кинематической цепи винторезного станка | 1986 |
|
SU1380913A2 |
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ КИНЕМАТИЧЕСКОЙ ЦЕПИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1994 |
|
RU2069605C1 |
| Способ коррекции кинематической цепи винторезного станка | 1977 |
|
SU625909A2 |
| Способ позиционирования металлорежущего инструмента | 1981 |
|
SU1024225A1 |
| Способ компенсации погрешности шага резьбы | 1980 |
|
SU891221A1 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ С ПЕРЕМЕННЫМ ШАГОМ | 2008 |
|
RU2381873C1 |
| СПОСОБ ПОДАЧИ КАРЕТКИ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ХОДОВЫМ ВИНТОМ И ХОДОВЫМ ВАЛОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1989 |
|
SU1826316A1 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1959 |
|
SU120781A1 |
Длина Винта
