оо 00 о со
со
Изобретение относится к станкостроению и может быть использовано в прецизионных станках для коррекции погрешностей кинематических цепей.
lie.Tb изобретения - упрощение коррек- тировки (погрешностей кинематических цепей) путем обеспечения возможности оперативного изменения величин корректирующих поправок.
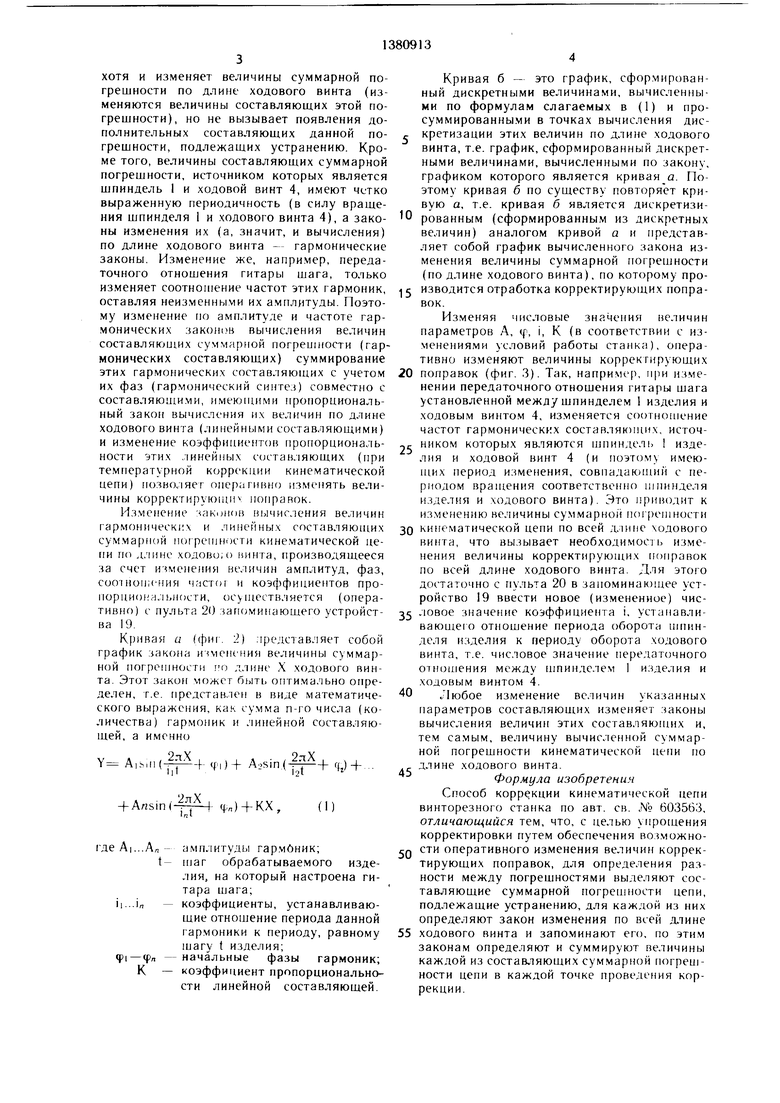
На фиг. 1 дана схема для реализации способа; на фиг. 2 графики суммарной по- грешности кинематической цени по длине хо- доного вията; измеренная ногрец ность (кривая а) и ее вычисленный аналог (кривая б); на фиг. 3 график суммарной погрешности кинематической цени по длине ходового вин- та после введения коррекции.
Способ осуществляют следующим обра- зо.м.
Предварительно измеряют величины суммарной погрешности кинематической цепи по всей длине ходового винта и выделяют циклические и накопленную составляющие зтой (югрец ности. Затем отрабатывают поправки путем .доворота ходового винта (гайки на величину, эквивалентную разности между погреп1иостями в соседних точках отработки поправок.
Выделяют оптимальное количество измеренных составляю цих, подлежащих устранению. Для каждой из них запоминают закон вычисления ее вс.шчины по длине ходового винта и но этим законам вычисляют величину соответственно каждой из них. Суммируют эти величины в каждой точке проведения вычисления. Доворот ходового винта (гайки) производят в этих точках по вычисленной суммарной погрешности. При этом ввод в зано.минающее устройство законов вычисления величин состав.чяющих производят с возмо кностью изменения этих законов.
Устройство, реализующее способ, состоит из П1пинделя 1 (фиг. 1), зубчатой передачи 2, сменных зубчатых колес 3 гитары шага, ходового винта 4, взаимодействуюп1.ей с ним гайки 5, связанной червячной передачей 6 с иснолните. 1ьны.м электродвигателем 7, служащим для доворота гайки 5.
Информационный выход кругового датчика 8, дающего команды на вычисление дискретной величины (дискретизацию) составляющих суммарной погрешности кинематической цепи и, те.м са.мым, определяющего точки вычисления (дискретизации) по длине ходового винта и установленного на пшин- деле 1, связан с первым счетным входом 9 программируемого синтезатора 10, выход которого связан с преобразователем II. Сигналы с последнего поступают в сравнивающее устройство 12 и далее, после усиления усилителем 13, подаются на электро- двигатель 7 доворота гайки 5.
С электродвиг ателем 7 связан датчик 14, регистрирующий величину доворота ИСГЕОЛНИ
5
0
0
5
0
5
5
0
тельного двигателя 7 и гайки 5, информационный выход которого связан со сравнивающим устройством 12.
Измерение величин суммарной погрешности кинематической цепи производится кинематометром, состоящим из кругового датчика 15 и лазерного интерферометра 16, сигналы с которых поступают на арифметическое устройство 17, а затем на анализатор 18, находящий оптимальное количество составляющих измеренной суммарной погрешности кинематической цепи, подлежащих устранению, и определяющий для каждой из них закон вычисления ее величины по длине ходового винта.
Ввод в запоминающее устройство 19 законов вычисления величин составляющих суммарной погрешности осуществляется с пульта 20. Информационный выход запоминающего устройства 19 связан с информационным входом синтезатора 10. С вторы.м счетным входом 21 синтезатора 10 связан датчик 22 фаз, регистрирующий нулевые фазы законов, вводимых в запоминающее устройство 19, и установленный на шпинделе 1.
По ко.мандам от датчиков 8 и 22 программируемый синтезатор 10 вычисляет по законам, введенным в запо.минающее устройство 19, величину каждой составляющей и сумму этих величин в каждой точке их вычисления (дискретизации) по длине ходового винта.
На выходе синтезатора 10 формируются сигналы в цифровом коде, несущие полную информацию о разности между вычисленными величинами суммарной погрешности в соседних точках отработки поправок. Эти сигналы поступают на преобразователь II, преобразующий их в эквивалентные и пригодные после подачи на сравнивающее устройство 12 и усиления на усилителе 13 к подаче на электродвигатель 7, который через червячную передачу 6 осуществляет до- ворот гайки 5.
При вращении электродвигателя 7 датчик 14 регистрирует величину его доворота и сообщает ее в сравнивающее устройство 12. При появлении на входах сравнивающего устройства эквивалентных сигналов. Т.е. сигналов от преобразователя 11 на исполнение доворота определенной величины и от датчика 14 об исполнении этого доворота, сигнал рассогласования на выходе сравнивающего устройства 12 становится равным нулю, что приводит к остановке электродвигателя 7. Таким образом, отрабатываются корректирующие поправки, и тем самым, вводится коррекция суммарной погрещности кинематической цепи.
Существенное влияние на точность кинематической цепи оказывают, как правило, только погрешности ходового винта и шпинделя изделия. При этом любое изменение передаточного отношения гитары шага (между пшинделем 1 изделия и ходовым винтом 4)
хотя и изменяет величины суммарной погрешности по длине ходового винта (изменяются величины составляющих этой погрешности), но не вызывает появления дополнительных составляющих данной по- грещности, подлежащих устранению. Кроме того, величины составляющих суммарной погрешности, источником которых является щпиндель 1 и ходовой винт 4, имеют четко выраженную периодичность (в силу вращения шпинделя 1 и ходового винта 4), а законы изменения их (а, значит, и вычисления) по длине ходового винта - гармонические законы. Изменение же, например, передаточного отношения гитары шага, только изменяет соотношение частот этих гармоник, оставляя неизменными их амплитуды. Поэтому изменение по амплитуде и частоте гармонических законов вычисления величин составляющих суммарной погрешности (гармонических составляющих) суммирование этих гармонических составляющих с учетом их фаз (гармонический синтез) совместно с составляющими, имеющими пропорциональный закон вычисления их величин по длине ходового винта (линейными составляющими) и изменение коэффициентов пропорциональности этих линейных составляющих (при температурной коррекции кинематической цепи) позволяет операгивно изменять величины корректирующие поправок.
Изменение : ;1кон()в вычисления величин гармонических и линейных составляющих суммарной погрешности кинематической цепи по длине ходово;() пинта, производящееся за счет изменения неличин амплитуд, фаз, соо шопк кия часто и коэффициентов про- порцио1;а;1Ы1()сти, осуществляется (оперативно) с пульта 20 загк минающего устройства 19.
Кривая а (фиг. 2) представляет собой график закона ичменсния величины суммарной погрешности I o длине .X ходового винта. Этот закон может быть опти.мально определен, т.е. представлен в виде математического выражения, ка.к сумма п-го числа (количества) гармоник и .чинейной составляющей, а именно
2л.Х
2л X
Y A,.s,n(fp+ф|)+ A2sin,( rg +
-(-AAisin (
2лХ
+ KX,
е А|...АП - амплитуды гар.мбник;
t- таг обрабатываемого изделия, на который настроена гитара щага;
...п - коэффициенты, устанавливающие отношение периода данной гармоники к периоду, равному щагу t изделия;
ф|-фл - начальные фазы гармоник; К - коэффициент пропорциональности линейной составляющей.
Кривая б - это график, сформированный дискретными величинами, вычисленными по формулам слагаемых в (1) и просуммированными в точках вычисления дискретизации этих величин по длине ходового винта, т.е. график, сформированный дискретными величинами, вычисленными по закону, графиком которого является кривая а. Поэтому кривая б по существу повторяет кривую а, т.е. кривая б является дискретизи0 рованным (сформированным из дискретных величин) аналогом кривой а и представляет собой график вычисленного закона изменения величины суммарной погрешности (по длине ходового винта), по которому про5 изводится отработка корректирующих поправок.
Изменяя числовые значения еличин параметров А, (f, i, К (в соответствии с изменениями условий работы станка), оперативно изменяют величины корректирующих
0 поправок (фиг. .3). Так, например, при изменении передаточного отношения гитары щага установленной между щпинделем 1 изделия и ходовым винто.м 4, изменяется соотношение частот гармонических составляняцих, источc НИКОМ которых являются шпиндель 1 изделия и ходовой винт 4 (и поэтому имеющих период изменения, совпадающий с периодом вращения соответственно шпинделя изделия и ходового винта). Это приводит к изменению величины сум.марной Ц()1)еп1ности
0 кинематической цепи по всей длине ходового винта, что вызывает необходимое: изменения величины корректирующих поправок по всей длине ходового винта. Для этого достаточно с пульта 20 в запоминак)ц.1ее устройство 19 ввести новое (измененное) чис5 -ювое значение коэффициента i, устанавливающею отнощение периода оборота шпинделя изделия к периоду оборота ходового винта, т.е. числовое значение передаточного отношения между шпинделем 1 изделия и ходовым винтом 4.
0 Любое изменение величин указанных пара.метров составляющих изменяет законы вычисления величин этих составляюп|их и, тем самым, величину вычисленной суммарной погрешности кинематической перти по длине ходового винта.
Формула изобретения Способ коррекции кинематической цепи винторезного станка по авт. св. cNg 603563, отличающийся тем, что, с целью упрощения корректировки путем обеспечения возможноо сти оперативного изменения величин корректирующих поправок, для определения разности между погрещностями выделяют составляющие суммарной погрешности цепи, подлежащие устранению, для каждой из них определяют закон изменения по всей длине
5 ходового винта и запоминают его, по этим законам определяют и суммируют величины каждой из составляющих суммарной погрец - ности цепи в каждой точке проведения коррекции.
5
8 22
№
СЫ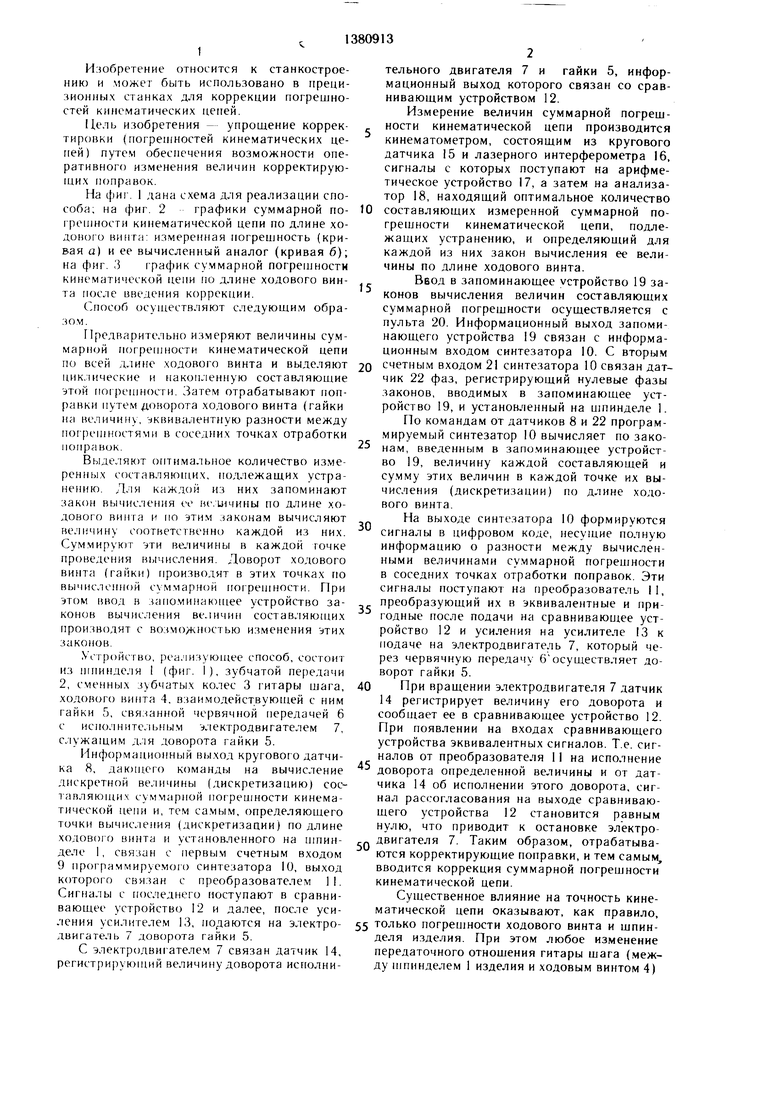
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ коррекции кинематической цепи винторезного станка | 1975 |
|
SU603563A1 |
| Резьбошлифовальный станок | 1991 |
|
SU1808545A1 |
| Способ коррекции кинематической цепи винторезного станка | 1977 |
|
SU623712A2 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТОВ С ПЕРЕМЕННЫМИ ШАГОМ И ДИАМЕТРОМ | 1963 |
|
SU216418A1 |
| Токарный станок для нарезания винтов с переменным шагом | 1982 |
|
SU1076225A2 |
| Форма выполнения устройства для бесступенчатого регулирования подачи токарного станка | 1939 |
|
SU60168A2 |
| ЗУБОШЛИФОВАЛЬНЬ[Й СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1968 |
|
SU217913A1 |
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ КИНЕМАТИЧЕСКОЙ ЦЕПИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1994 |
|
RU2069605C1 |
| Токарный станок для нарезанияВиНТОВ C пЕРЕМЕННыМ шАгОМ | 1978 |
|
SU810379A2 |
Изобретение от)1осится к области станкостроения и может быть иснользовано в прецизионны.х станка.х для коррекции но- грен1ностей кинематических цепей. Цель изобретения - уирошение корректировки путем обеспечения возможности оперативного изменения величин корректируюи1и. поправок. Д. 1я KOjipeKiuin iiorpCHiHOCTeii кинсм;пиче- скн.х цепей резьбообрабатьп аюшего ) предвари гельно измеряют ве.1ичнны суммар ной погрешности кинематическо цепи по всей длине ходоносо винта и ныд(МЯ1)| циклические и цаконленнук) составляющие ()й пог|)ен1пости. Затем отрабатьпипо поп|)авки путем доворота ходового винта (гайки). Выде; 1яют оптимальное количество (нч1- ных состав. 1яюп1их, нодлежаии1х чстраненню. Для каждой из них запоминаю закон вычисления ее величины по длине Х()Д()во() винта. 11(1 4ТИМ законам вьипкмяют IHMH- чину cooTBi TcTEieHHO каждой из них и слмми- рукя 1 Г ве, 1ичины в каждой точке проведения вычисления, а доворот ходового винта (1айк1) производят в э гн точках по вычисленной суммарной погрешности. При ввод в запоминающее устройство законов ВЫЧ11СЛС1П1Я ве. шчип состав.пнюших иро- изводят с возмож 1остьк) изме 1онин У1ИХ законов. 3 ил. Р (Л
Погрешность Y
О
ходового 8инта Фиг,.2
Погрешность
Фиг J
| Способ коррекции кинематической цепи винторезного станка | 1975 |
|
SU603563A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
