ленту нам; Г ;Бают i; pvviCH. i. hptbtjpinjuBniiкые ленты скр.-п, iio кромкам.
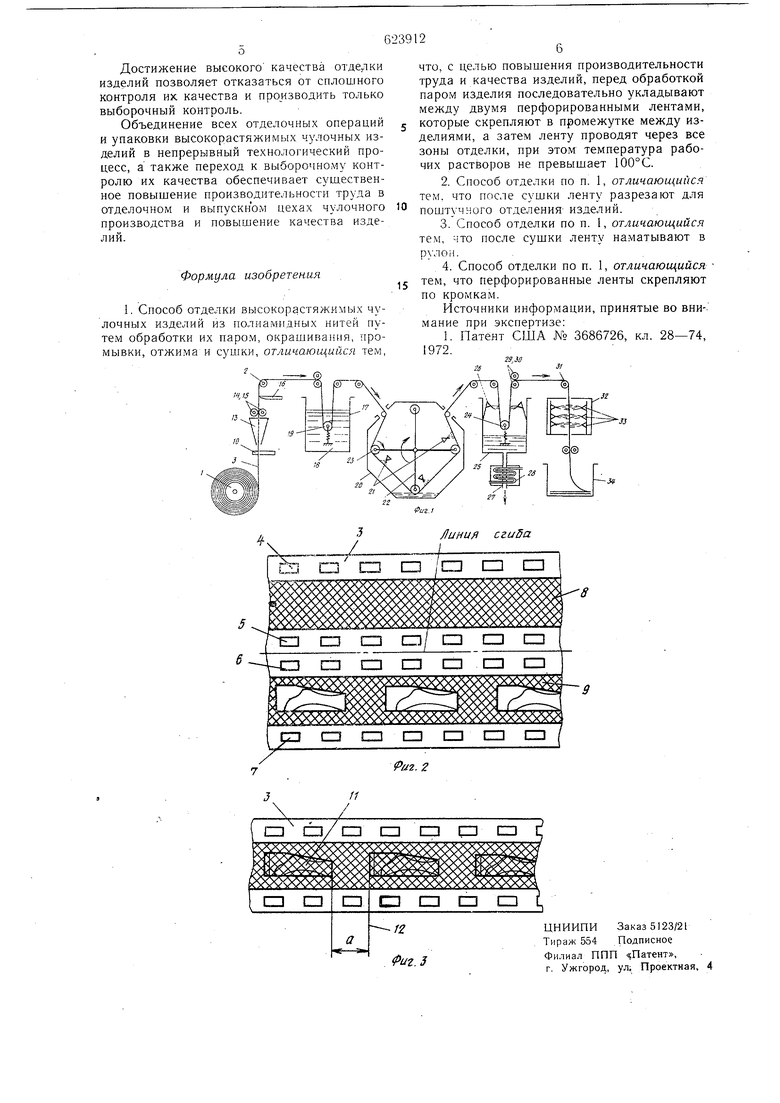
На фиг. I -- тслно..:огическая схе.ма процесса отдс.1к;: и упаковки высокорастяжимых ..точны.х изделий; ка фИГ. 2 --- перфорированная лента с уложенными на нее изделиями до соединения кромок ее; на фиг. 3 - лента после упаковки в нее изделий.
Способ отделки высокорастяж/шых чулоч-. ных изделий заключается в следуклцем.
С барабана i посредством приводного механиз.ма 2 непрерывно с ;юстоя1 ной скоростью с.матывают перфорированную ленту 3. изготовленную из термопластичного материала, например из полиэтилепа или полиэфира (jiaBcaHa).
Лента 3 имеет дорожки перфорации 4---7. из которых дорожки 4 V. 1 расположены по
сительно средней линии. ;4е.кду дорожка.ти 4, 5 и 6.. 7 |)асполо/кег:ы непрерывные полосы 8, 9 сплонп-юй гк::яЬо;)а-ции (фиг. 2). Перфорация может бы-ь няиееена также с по.мошью сиепиалыю о,; устройства, установлешгого Ь:еноередс венно перед приводным механиз.мом 2.
С помопдыо механ 1ческого, пнев.чатического или любого другого присдособления 10. расположенного между барабаном i и привод вы.м .viexaF-iH3MO.M 2, -:.а ленту . а именно на одну .:3 сплопп-юй перфорации укладывают сложенное чулоцпоел- зделие N (фиг. 1, 3), к а п р И .1 е р, и а р у ..ч у л о к и л и о дни колготки. Укла;,ку производят тактам образом, что между двумя смежными изде; иями остаются просветы 1.- одределепно.й длины. По мере продвижения ленты 3 приспособлением 13 сгибают ленту по ширине вд.вое и закрыва:ют изделия 11, При этом совмещают перфорацию .:iopo; eK 4. 7 и 5, б.
С noMOHJ.hiO нагретвух |1оликов 15, 14 сваривают кромки 3 как со CTOpoHBj дорожек 4, 7, так со сторошд дорожек 5. 6, а с помощью ножа 16 сваривают верхшою и нижнюю половины ленть в просветах 12
Приводным механизмом 2,. зубцы которого, входя Б совмещенные отверстия дорожек 4, 7 и 5, 7, направляют лентв с упакованными в нее иеотделашыми изделиями 1 в 7, цалолне шую. HaripBiviep. горячей водой 18 с добавлением смачивателя, и осуществляют ре,1аксацию изделий.
Через компенсаторный ролик 19 .ленту вводят в устройство роторного типа 20, где с помощью системы распь ления 21 па изделия наиосят красильный раствор. Ротор 22 вращают в направ.дении, противоположном движению ленты 3, а обрезиненными родиками 23 осущ.ествляют поперечные колебания и многократные прожимы изделий во время крашения. Таким образо.м интенсифицируют процесс крашекия изделий и обеепечивают вьсокое качество окраски.
.:о;лг.: завершения крашения ленту 3 с изделиями через компенсаторный подпружикенн 1Й ролик 24 заводят в ванну 25, где про.чывают изделия чистой водой, распыленной, например, форсунками 26.
С целью снижения расхода воды ее собирают на дне ванны 25 и пр трубопроводу 27 подают в ванну 17, подогревая ее по пути с помон1,ью электронагревателя 28.
Лепту с промыты.ми изделиями направляют в жало отжимных валов 29, 30, а зате.м пере.мещают с помоцхью приводного механизма 31 в су пильную камеру 32 и сушат изделия в потоке нагретого воздуха, который подают через сопла 33.
По завершении сушки изделий ленту 3 с готовыми изделиями 11 наматывают в руло.н или укладывагот книжкой в коробку 34 или разрезают понггучно. После заполнения ко1)(1бку 34 запечатывают и отправляют на склад готовой продукции.
С.ледует отметить, что температура рабочих растворов на всех операциях процесса отде/ ки не должна превышать во избежание расстабилизации полиамидного волокна высокорастяжимых чулочных изделий. Это гарантирует сохранение прочности полиэтиленовой или полиэфирной пленки в тсче1И1е всего процесса. Кроме того, при такой температуре указанные пленки не адсорб|-:руют красители, применяемые для краHjeHHfj чулочных изделий, и сохраняют хороший внешний вид, что является одним из . оснонпых требований, предъявляемым к упаконоч;--; 1М материалам для чулочных изделий.
Применение пленки с дорожками перфорации обеспечивает правильное перемещение ленты с изделиями, иредотврапдает перекос и вытяжку 0./1НОЙ из кромок, которые могут повлечь за собой ухудшение внешнего вида упаковки и появление складок на изделиях. До.гк.л ительные звездочки, приводные или свобглдно установленные на оси, могут быть расположены в любом месте на пути движения ленты.
Кроме того, можно использовать не одну .тенту, а две и размещать изделия между нихги, сохраняя без изменений весь носледую|;;,ий процесс. Однако в этом случае нецеле-. сообразно применять пленки с дорожками нерсЬорации, поскольку совмец;ение отверст -гй затруднено.
Не исключено применение леьты не только из полиэтиленовой или полиэфирной пленки, но и из других материалов. .Можно использовать в качестве упаковки и различные сетки трубчатой формы.
Вследствие поштучной упаковки изделий обеспечивается высокое качество их окраски. Упаковочная лента фиксирует положение изделий в пространстве во время всех отделочных операций, благодаря чему исключается появление на изделиях складок, а также их смятие.
Достижение высокого качества отделки изделий позволяет отказаться от сплошного контроля их качества и производить только выборочный контроль.
Объединение всех отделочных операций и упаковки высокорастяжимых чулочных изделий в непрерывный технологический процесс, а также переход к выборочному контролю их качества обеспечивает существенное повышение производительности труда в отделочном и выпускпом цехах чулочного производства и повышение качества изделий.
Формула изобретения
1. Способ отделки высокорастяжимых чулочных изделий из полиамидных нитей путем обработки их паром, окрашивания, промывки, отжима и сушки, отличающийся тем.
СИ 1 СИ СП (
что, с целью повышения производительности труда и качества изделий, перед обработкой паром изделия последовательно укладывают между двумя перфорированными лентами, которые скрепляют в промежутке между изделиями, а затем ленту проводят через все зоны отделки, при этом температура рабочих растворов не превышает 100°С.
2.Способ отделки по п. 1, отличающийся тем. что после сушки ленту разрезают для поштучного отделения изделий.
3.Способ отделки по п. 1, отличающийся тем, что после сушки ленту наматывают в рулон.
4.Способ отделки по п. 1, отличающийся тем, что перфорированные ленты скрепляют
по кромкам.
Источники информации, принятые во вни-. мание при экспертизе:
1. Патент США № 3686726, кл. 28-74, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Лента-носитель для обработки и упаковки высокорастяжимых чулочных изделий | 1977 |
|
SU745988A1 |
| Способ обработки чулочно-носочных изделий | 1989 |
|
SU1664925A1 |
| Форма для чулочно-носочных изделий отделочного производства | 1986 |
|
SU1331922A1 |
| Устройство для съема изделий с форм в машинах для отделки чулочно-носочных изделий | 1990 |
|
SU1763539A1 |
| Эластичная тесьма | 1987 |
|
SU1472535A1 |
| Патрон для отделки нитей и пряжи | 1988 |
|
SU1601060A1 |
| МАШИНА ДЛЯ ОТДЕЛКИ ЧУЛОЧНЫХ ИЗДЕЛИЙ | 1970 |
|
SU258253A1 |
| Состав для крашения синтетических текстильных материалов | 1980 |
|
SU950836A1 |
| Пенный состав для одновременного крашения и отделки хлопчатобумажных тканей | 1981 |
|
SU1086044A1 |
| Устройство для выравнивания длины чулочно-носочных изделий на формах в отделочных машинах | 1991 |
|
SU1802013A1 |
