Изобретение относится к оборудованию для отделки чулочно-носочных изделий, а именно к устройству для съема чулочно-носочных изделий, прошедших отделку в формировочной машине.
Принцип работы всех известных устройств для съема изделий состоит в том, что след изделия, надетого на форму, зажимается с двух сторон в плоскости формы захватами той или иной конструкции. После зажима захвату сообщается движение по необходимой для съема траектории. В процессе движения захвата изделие стягивается с формы, а затем, после перемещения захвата со снятым изделием к месту укладки, освобождается от захвата. Известны захваты различного типа, В механических захватах след изделия зажимается между жесткими элементами, функционирующими от механического 1 или пневматического привода 2. В пневматических конструкциях захватов след изделия на форме вводится
между эластичными мембранами, являющимися элемента пневмокамер. При подаче сжатого воздуха в пневмокамеры мембраны раздуваются и зажимают издели е 3. Достоинством механических захватов является их быстродействие. Недостатком является то, что для обеспечения надежного съема изделий необходимо значительное усилие зажима, что может приводить к повреждению поверхности изделий. Это происходит вследствие того, что в процессе съема следа с формы уменьшается площадь контакта между поверхностью изделия и жестким элементом захвата. Для облегчения съема изделий при использовании механических захватов предлагается подавать между зажимающим элементом и изделием сжатый воздух 4.
Достоинством пневматических захватов является надежный съем при более щадящем воздействии на изделии. Недостатком - значительно меньшее быстсл
с
XI
о
Ы
ся
G- ЧЭ
родействие вследствие того, что необходимо время для заполнения захватов воздухом и сброса давления. Поэтому пневматические захваты применяются, как правило, в устройствах для группового сьема изделий, когда быстродействие захватов не играет существенной роли. Например, при съеме одной пары изделий и производительности машины 900 пар/ч время сьема длится 4с, а при одновременном съеме 10 пар изделий - 40с. Этого времени уже вполне достаточно для работы пневматических захватов,
Наиболее близким техническим решением, выбранным в качестве прототипа дан- ного изобретения, является устройство для съема изделий с форм в машинах для отделки чулочно-носочных изделий. Оно содержит блок пневматических захватов, установленных на горизонтальной платфор- ме с возможностью перемещения по платформе с помощью гидроцилиндра, в то время как платформа может перемещаться вверх и вниз по специальной стойке также с помощью гидроцилиндра, сжатый воздух в пневмозахваты подается от централизованной пневмосети через пневмоклапаны. Недостатком данного прототипа является то, что при использовании пневмозахватов оно обеспечивает только групповойсъемиз- делий. Для производительной работы при одновременном съеме одной или двух пар изделий система снабжения пневмоззхва- тов сжатым воздухом по патенту США малоприятна.
Целью данного изобретения является расширение технологических возможностей устройства для съема чулочно-носочных изделий с пневмозахватами за счет применения в устройстве для съема специ- ального пневмоцилиндра, с помощью которого можно быстро нагнетать воздух в пневмозахваты при зажиме изделий и отсасывать его из пневмозахватов при освобождении изделий из захватов. При этом нагнетание воздуха в пневмозахваты осуществляется за счет образования в пневмо- захвате разрежения, причем разрежение в пневмозахвате образуется за счет вытягивания штока пневмоцилиндра механизмом перемещения захватов. Кроме того, с целью , расширения технологических возможностей устройства съема, предлагается конструкция пневмозахвата, обеспечивающая в процессе съема соединение двух снимае- мых изделий друг с другом и комплектование лары изделий непосредственно после съема. Это дает возможность агрегировать формировочную машину, оснащенную предлагаемым устройством, непосредственно с упаковочным оборудованием. Для этих целей пневмозахваты оснащены промежуточными упорным элементом, с помощью которого и происходит соединение изделий в пару.
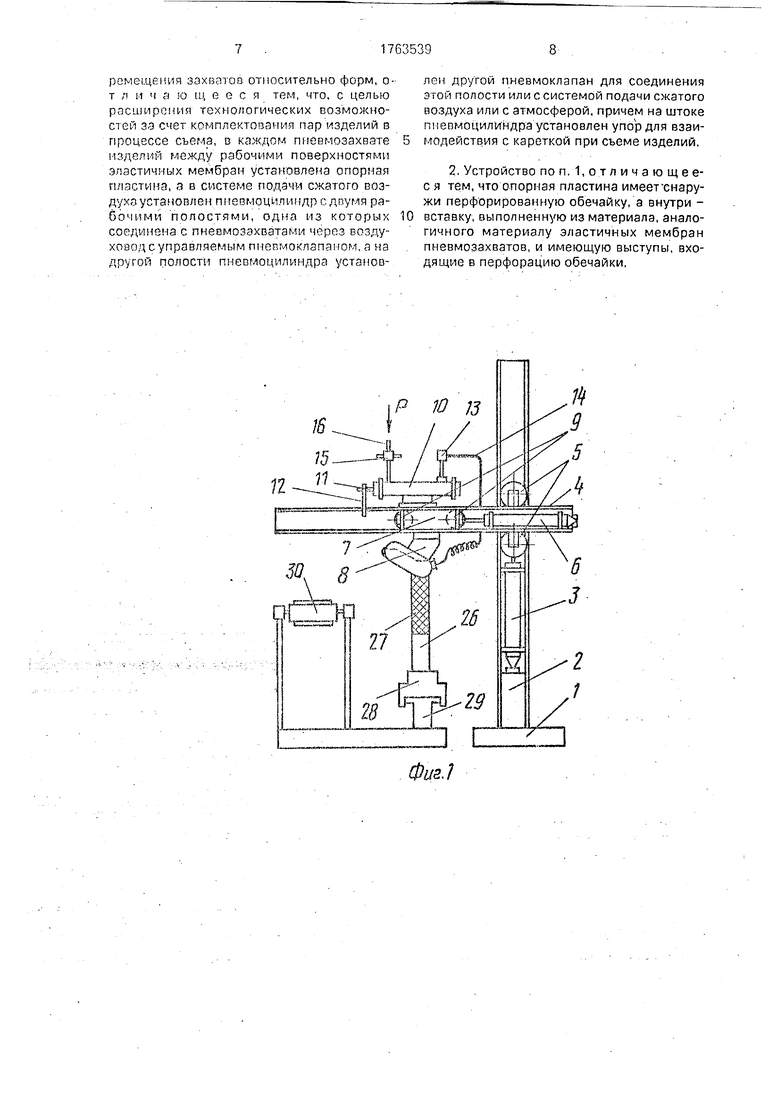
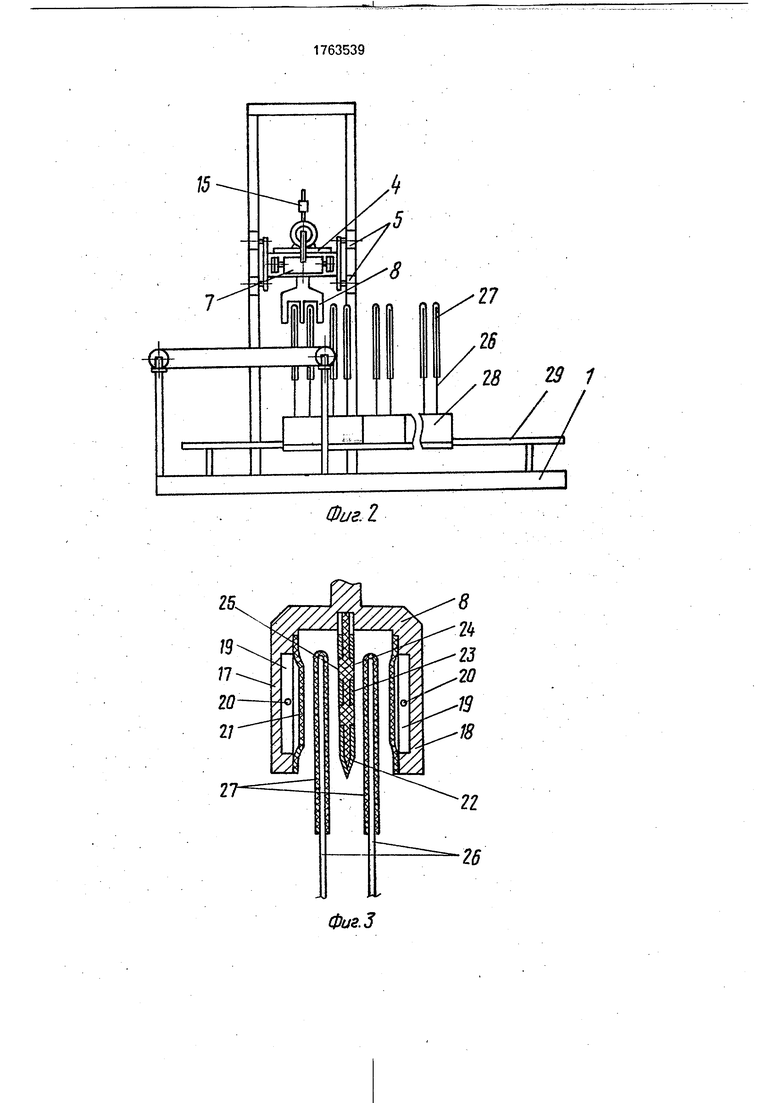
На фиг. 1 изображено устройство, вид сбоку: на фиг.2 - то же, вид спереди; на фиг. 3 - пневмозахват в разрезе; на фиг.4 - вариант установки двух пневмозахватов в устройстве.
Устройство (фиг. 1) имеет основание 1, на котором расположена вертикальная стойка 2. На стойке установлен пневмоци- линдр 3, корпус которого внизу связан со стойкой, а шток с горизонтльной платформой 4. которая с помощью роликов 5 может перемещаться вверх и вниз по стойке. На горизонтальной платформе установлен пневмоцилиндр б, корпус которого связан с платформой, а шток с кареткой 7, на которой в свою очередь закреплен захват 8. Каретка с помощью роликов 9 может перемещаться по платформе влево и вправо. На платформе также установлен пневмоцилиндр 10, на штоке 11 которого закреплен упор 12, имеющий возможность взаимодействия с кареткой. Одна полость этого пневмоцилиндра посредством управляемого пневмоклапана 13 и воздуховода 14 соединена с пневмозахватами, а другая посредством управляемого пневмоклапана 15 может сообщаться с мембраной 16 сжатого воздуха или атмосферой.
Пневмозахват (фиг. 3) включает в свой состав кронштейны 17 и 18, в которых имеются камеры 19. Каждая камера с помощью канала 20 сообщается с воздухопроводом 14. Обращенные друг к другу поверхности камер герметично закрыты эластичными мембранами 21. Между эластичными мембранами расположена жестко закрепленная в пневмозахвате опорная пластина 22. Пластина снаружи имеет жесткую перфорированную обечайку 23, а внутри вставку 24, выполненные из материала, аналогичного материалу эластичных мембран 21. Вставка 24 имеет выступы 25, входящие в перфорацию обечайки заподлицо с внутренней поверхностью обечайки.
Устройство для съема в отделочной машине взаимодействует с отделочными формами 26, на которые надеты изделия 27. Формы попарно установлены на державках 28, которые могут циклично перемещаться под захватами по направляющим 29. Для приема снятых изделий служит, например, транспортер 30. Устройство для съема на основании 1 устанавливается в отделочной машине на выходе из зоны тепловой обработки изделий.
Работа устройства происходит циклично, За каждый цикл снимается одна пара изделий. В исходном состоянии перед началом цикла платформа 4 находится в нижнем положении, шток пневмоцилиндра 10 выдвинут в исходное левое положение. Пара форм 26 с изделиями 27 на державке 28 по направляющим 29 подведена под устройство сьема. Механизм передвижения державок с формами относится к отделочной машине и здесь не показан. Пневмоклапан 13, соединяющий полость пяевмоцилиндра 10с пневмозахватом открыт, пневмоклапан
15другой полости пневмоцилиндра соединяет эту полость с атмосферой. При включении устройства подается воздух в левую полость пневмоцилиндра, каретка 7 с захватом 8 на роликах 9 перемещается по платформе 4 в крайнее правое положение. При этом одна из форм входит в промежуток между кронштейном 17 и опорной пластиной 22, а другая в промежуток между крон- штейном 18 и опорной пластиной 22.
После остановки захватов подается сигнал на клапан 15, который соединяет левую полость пневмоцилиндра 10с магистралью
16ч сжатого воздуха, а поршень пневмоцилиндра 10 при перемещении вправо нагнетает воздух из правой полости через клапан 13 воздухопровод 14 и каналы 20 в камеры 19 кронштейнов 17 и 18. При этом упор 12 вместе со штоком 11 перемещается в крайнее правое положение. Эластичные мембраны 21 раздуваются и прижимают формы с изделиями к опорной пластине 22. Наличие в обечайке 23 пластин перфорации, в которой размещаются выступы 25 вставки 24. обеспечивает фракционное взаимодействие пластины с поверхностью изделий приблизительно равное фракционному взаимодействию с поверхностью изделий эластичных мембран 21. Это предотвращает смещение двух сторон одного изделия относительно друг друга и изделия одного относительно другого в процессе сьема. Объем правой полости пневмоцилиндра 10 подбирается таким, чтобы обеспечить необходимую для работу захвата величину движения воздуха в его камерах после полного заполнения.
После срабатывания пневмоцилиндра 10 клапан 13 закрывается, а клапан переключается на соединение с атмосферой, Подается воздух в правую полость пневмоцилиндра 6 и нижнюю полость пневмоцилиндра 3. Каретка 7 перемещается по платформе 4 влево, а сама платформа перемещается на колесах 5 вверх по стойке 2. Захват при этом стаскивает носки с форм по направлению следа. Каретка 7 после стаскивания следа упирается в упор 12 и при дальнейшем движении вытягивает шток 11 пневмоцилиндра 10 из правого положения в левое. При этом в правой закрытой полости
пневмоцилиндра 10 образуется разрежение. Из левой полости пневмоцилиндра 10 воздух вытесняется в атмосферу. Когда каретка 7 перейдет в крайнее левое положение, а платформа 4 в крайнее верхнее,
0 изделия оказываются снятыми и висят в захвате, разделенные пластиной 21. Пневмо- цилиндр 6 воздействует на каретку 7 и через нее на упор 12, удерживая таким образом разрежение в правой полости пневмоци5 линдра 10, Для опускания изделий вниз сбрасывается давление из нижней полости пневмоцилиндра 3 и платформа опускается в крайнее нижнее положение. При этом паголенки изделий ложатся на движущийся
0 транспортер 30, а следы находятся в захвате. В момент опускания изделий выполняется передвижение следующей пары форм под устройство сьема. Вследствие гого, что пластина 21 относительно тонкая, изделия
5 находятся практически рядом друг с другом укладке на транспортер паголенки не смещаются относительно друг друга. Это дает возможность сложить снятые изделия в пару после освобождения их из захватов.
0 Оба изделия должны быть освобождены быстро и одновременно. Обеспечивается это тем, что в заданный момент открывается клапан 13 и воздух из камер захвата перетекает в правую полость пневмоцилиндра 10.
5 Наличие в этой полости разрежения значительно повышает четкость, быстроту и одновременность срабатывания захватов. Снятая пара изделий ложится на транспортер и на нем направляется далее, например,
0 на операции по упаковке. После этого цикл съема аналогично повторяется для следующей пары и т.д.
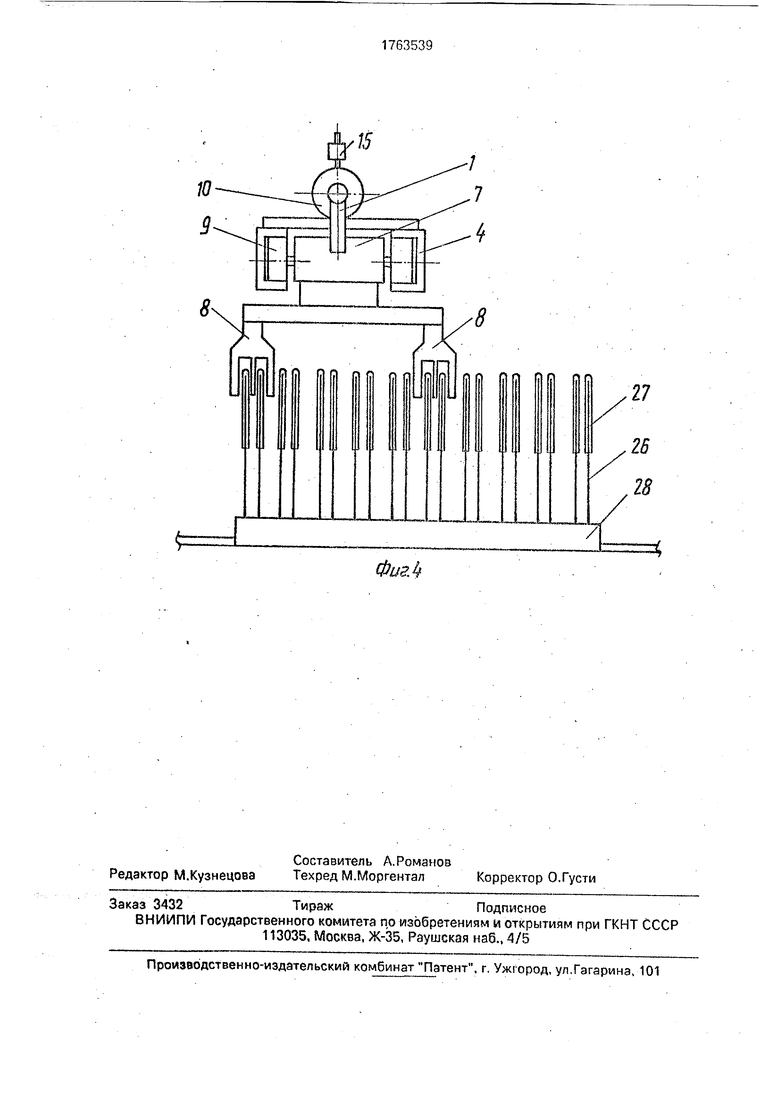
Устройство может быть оснащено двумя захватами (фиг,4). Захваты устанавливают5 ся на таком расстоянии друг от друга, чтобы при укладке на транспортер пары изделий не накладывались друг на друга. Производительность устройства возрастает в два раза. К устройству формы подаются на каретках,
0 например по 10 пар. Под захватом первоначально подают первую и шестую пары, а затем каретку переталкивают до съема всех пар.
Формула изобретения
5 1. Устройство для съема изделий с форм в машинах для отделки чулочно-носочных изделий, содержащее установленные на каретке пневмозахваты изделий с эластичными мембранами, соединеными с системой подачи сжатого воздуха, и средства для перемсщепия ЗЗХБПШБ относительно форм, о- т л и ч а ю щ е е с я тем, ч го. с целью расширения технологических возможностей за счет комплектования пар изделий в процессе съема, в каждом пневмозахпате изделии между рабочими поверхностями эластичных мембран установлена опорная пластина, п в системе подачи сжатого воздуха установлен пневмоципиндр г дпумя рабочими полостями, одна из которых соединена с пневмозэхватами возду- хооп 1 с управляемым ппевмокпапчногл а на полости пневмоиилиндра установ0
лен другой пневмоклапан для соединения этой полости или с системой подачи сжатого воздуха или с атмосферой, причем на штоке ппевмоцилкндра установлен упор для взаимодействия с кареткой при съеме изделий.
2. Устройство по п. 1,отличающее- с я тем, что опорная пластина имеет снару- жи перфорированную обечайку, а внутри - вставку, выполненную из материала, аналогичного материалу эластичных мембран пневмозахватов, и имеющую выступы, входящие в перфорацию обечайки,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема с отделочных форм и укладки носочных изделий | 1989 |
|
SU1726605A1 |
| Устройство для выравнивания длины чулочно-носочных изделий на формах в отделочных машинах | 1991 |
|
SU1802013A1 |
| Устройство для надевания и съема чулочно-носочных изделий | 1990 |
|
SU1721141A1 |
| Устройство для перемещения форм с чулочно-носочными изделиями в машинах для их отделки | 1989 |
|
SU1668508A1 |
| Аппарат для отделки чулочно-носочных изделий из синтетических и других волокон | 1960 |
|
SU135867A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Устройство для захвата чулочно-носочных изделий на отделочных формах | 1990 |
|
SU1735456A1 |
| Машина для формирования и отделки чулочно-носочных изделий | 1989 |
|
SU1694741A1 |
| Пресс для приклеивания подошв к обуви | 1989 |
|
SU1666049A1 |
| МАШИНА И СПОСОБ ТЕРМООТДЕЛКИ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2709427C1 |
Назначение: в оборудовании для отделки чулочно-носочных изделий. Сущность изобретения: устройство содержит установленные на каретке пневмозахватьГ стичными мембранами, соединенными с системой подачи сжатого воздуха, и средства для перемещения пневмозахватов относительно форм. Каретка перемещается пневмоцилиндром с двумя рабочими полостями. На штоке пневмоцилиндра закреплен упор, взаимодействующий с кареткой при съеме изделий. 1 з.п. ф-лы, 4 ил.
Р Ю 13
/ гЪЯ / у
Ц1|М/Х
Фаг.
- о ЙР
СЧ1«N4
а о ю п to гЬЈ
N.
S3
«о И SS S §9
x
Cxj
i
«
4
27
ФигЛ
| Патент США № 4658995, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Заявка Японии № 6135304, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для съема с отделочных форм и укладки носочных изделий | 1987 |
|
SU1433858A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Патент США № 3353726, кл | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
