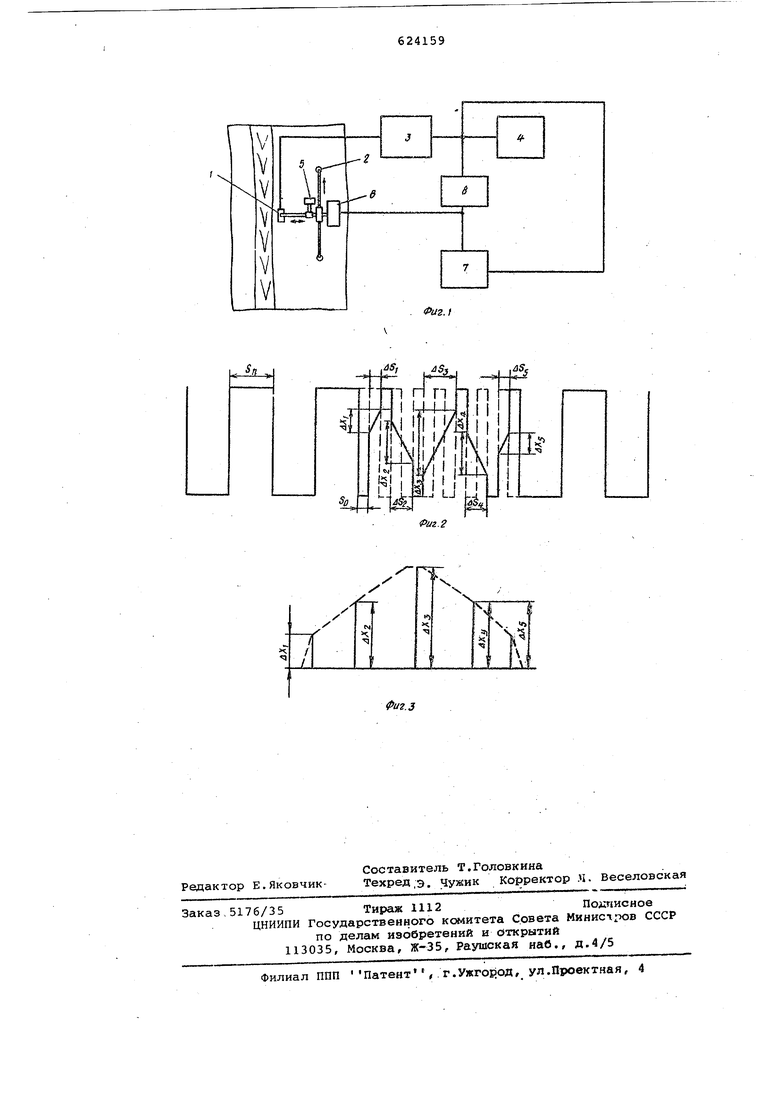
Изобретение относится к неразрушакхцему контролю материалов и изделий. Известно устройство для механизированного ультразвукового контроля сварных соединений, содержащее элек роакустический преобразователь.ульт звуковой дефектоскоп и механизмы пр дольного и поперечного перемещений преобразовате.пя ij . Скорость сканирования в этом устройстве постоянна. Недостаток известного устройства Низкая производительность контроля при заданной точности. Наиболее близким к изобретению по технической сущности является устройство для ультразвуковой дефек тбскопии, содержащее электроакустический преобразователь, ультразвуко вой дефектоскоп, регистратор, мехаRH3i«ii поперечного, и продольного пер мещений. преобразователя и схему управления- 2 J. В этом устройстве осуществляются два режима работы, при которш скорости сканирования различны. До обнаружения дефекта сканирование идет на пов||В1енной ско рости, ограниченной только условием надежного определения наличия дефеК та, а при обнаружении последнего шаг сканирования и его скорость устанавливаются в режиме регистрации параметров эхо-сигнала от дефекта. Ведостаток этого устройства - постоянство шага сканирования при регистрации дефекта, так как снижается производительность контроля при регистрации протяженных дефектов. с целью повышения производительности контроля предлагаемое устройство снабжено схемой автоматического регулирования шага сканирования в зависимости от условной ширины дефекта, вход которой соединен с блоком сигнализации дефектоскопа, а выход с механизмом продольного перемещения преобразователя. На фиг.1 представлена блок-схема предлагаемого устройства для ультразвуковой дефектоскопии; на фиг.2 траектория перемещения преобразователя при регистрации дефекта (пунктиром показана траектория перемещения преобразователя, реализуемая в известных устройствах) на фиг.3 показано распределение условной ширины дефекта лХ.{ по длине шва. Устройство содержит электроакустический преобразователь 1, механизм 2
фиксирования;преобразователя на кои
тролируемоИ поверхности, ультразау} о вой дефектоскоп 3, регистратор 4, меканйзм 5 поперечного перемацения преобразователя, механизм € продольного перемещения преобразователя, схему 7 управления и схему 8 автся атичеекого регулирования aiar® сканирований.
Устройство работает следующим обраэс «
При включении дефектоскопа 3 по командам схемы 7 управления включаетоя привод продольного перемйценйя, в результате чего преобразователь сдвигается вдоль сварного шва на величину Sj5 , При обнаружении дефекта цепь питания механизма продольного перемв щекия от 7 замыкается на время, в течение которого преобразователь сдвигается на величину So , Кроме тогО( в майеит регистрации дефекта схема 8 подключает напряжение питания к приводу гфодольного перемещения, а результате чего преобразователь сдаигается ewe на величинуд8 / пропорциональн5то условной ширине дефекта. Если в качестве выходного элемента ультразвукового дефектоскопа использовать реле,;-то схема 8 может быть выполнена в гиде контактной группыi при замыкании которой подключается питание привода продольного перемещения преобразоаате я. При этом эремяг в -теченк© которого эти контакты замкнуты, соо.тв-ат(Т8ует :условной ширин© дефекта,
Использование схемы автсаиатического регулирова1}ия шага сканирования позволяет существёнйо повысить производительность механизированного ультразвукового контроля без уменьаГэния достоверности.
Форлула изобретения
устройство для ультразвуковой дефактоскопии, содержгидее электроакустический преобразователь, ультразвуковой дефектоскоп, регистратор, механизмы поперечного и продольного перемещений преобразователя и схему управления, отличающееся тем, что, с целью повышения производительности контроля, оно снабжено схемой автоматического регулирования шага сканирования в зависимости от условной ширины дефекта, вход которой соединен с блоком сигнализации дефектоскопа, а вызсод - с механизмом продольного перемещения преобразователя
Источники информации, принятые во внимание при $квп$ртлзе:
1.Гурвич . и .Ермолов И.Н. Ультраэв.укрвой-к.ойтррль- сварных швов Киев, Техника - , .1972, с.248-250.
2.Горойксгв В.Е.-и др. Опыт внедрения: механизированной установки с автоматической регистрацией параметров дефектов сварных швов. Сб. докладов Всесоюзного научно-технического саминара. Опыт внедрения неразруш ющих методов испытаний материалов. Кишинев,. 1974, с.80-86.
У2. /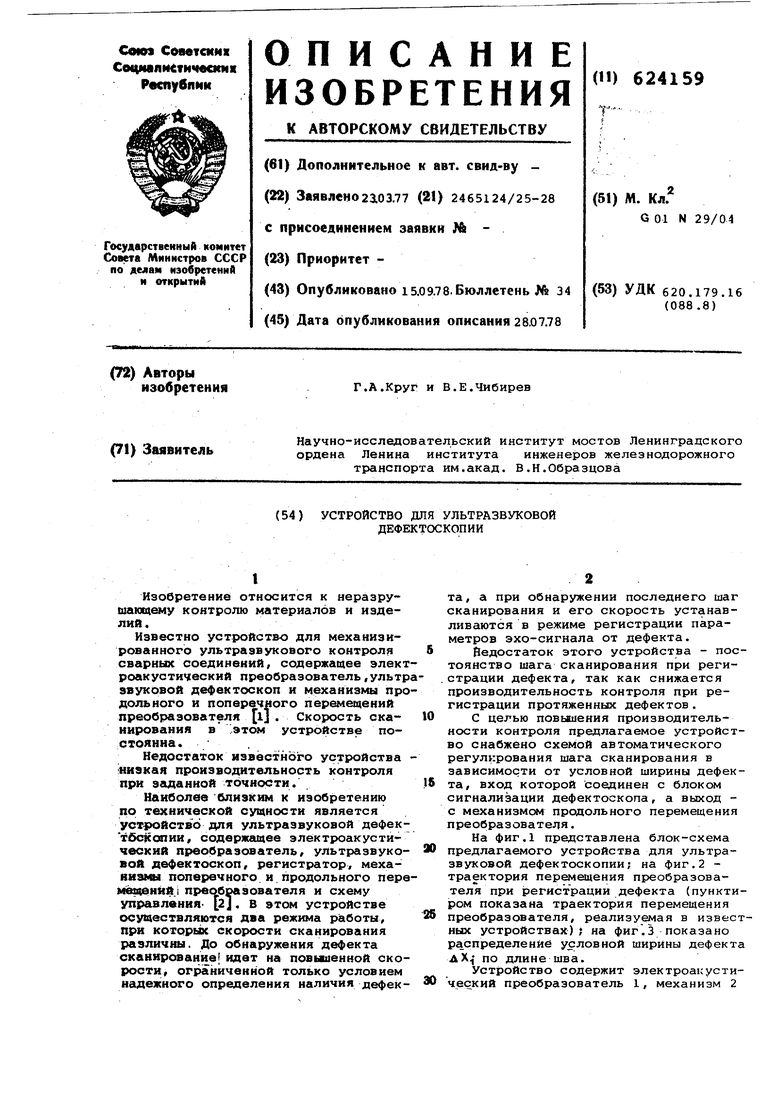

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| Устройство для ультразвуковой дефектоскопии изделий | 1982 |
|
SU1059505A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| Устройство для ультразвуковогоКОНТРОля СВАРНыХ шВОВ | 1978 |
|
SU824026A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| Устройство для ультразвуковой дефектоскопии | 1979 |
|
SU862069A1 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле | 2021 |
|
RU2764571C1 |
as.
fuz.2
