Изобретение относится к области ультразвукового (УЗ) неразрушающего контроля длинномерных изделий, в частности, железнодорожных рельсов. Способ может быть использован для обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле. Способ пригоден при дефектоскопии действующих рельсовых путей.
Сварные стыки рельсов, выполняются, как правило (в 95% случаев), электроконтактной сваркой на рельсосварочных предприятиях или передвижными рельсосварочными машинами в пути. На железных дорогах России эксплуатируются около 9,0 млн. сварных стыков рельсов. В задачах дефектоскопии сварной стык оказывается очень важным, но противоречивым и сложным элементом.
Во-первых, при современных и достаточно совершенных технологиях сварки качество сварных стыков рельсов оказывается высоким, и традиционными УЗ средствами дефектоскопии, реализующими эхо-методы контроля, сварные стыки не выявляются. Однако, при более детальном анализе рельса установлено, что металл на концевых участках рельсов, подвергнутых сильному нагреву в процессе сварки (зона термического влияния сварного стыка шириной 80-160 мм), имеет отличающиеся от основного металла акустические свойства. При озвучивании рельсов по зеркально-теневому методу продольными УЗ волнами, направленными нормально (перпендикулярно) к донной поверхности рельса, над сварными стыками происходит заметное ослабление амплитуд донных сигналов (д.с.), отраженных от донной поверхности (подошвы) рельсов.
Во-вторых, сварные стыки являются основным источником возникновения опасных дефектов и вызванных ими внезапных изломов рельсов. Известно, что в последние 10 лет от 28 до 52% изломов рельсов на железных дорогах ОАО «РЖД» происходят из-за дефектов в зоне сварных стыков. Причинами этого являются нарушения технологии выполнения сварочных работ и обработки сварных стыков, развитие трещин усталостного характера.
В-третьих, сварные стыки являются важнейшим конструктивным элементом рельсового пути, с помощью которых можно осуществить точную «привязку» координат сигналов от потенциальных дефектов на анализируемых дефектограммах к реальному рельсовому пути (для нахождения координат дефектов в пути). Это особенно важно на бесстыковых путях (79% протяженности главных путей), где перегоны могут иметь протяженность до 35 км, а какие-либо конструктивные элементы рельсового пути на этих участках, позволяющие осуществить такую «привязку» координат сигналов от дефектов, отсутствуют.
Таким образом, проблема обнаружения и оценки качества сварных стыков рельсов является актуальной.
Известны способы обнаружения и оценки сварных стыков рельсов магнитным методом неразрушающего контроля [1, 2], заключающиеся в намагничивании контролируемых рельсов до уровня, близкого к насыщению, с помощью специальных индукторных тележек, где электромагниты размещены на осях колесных пар тележки, а колеса служат полюсами электромагнитов. По фиксации изменения магнитного поля с помощью матрицы магниточувствительных датчиков [2], или по форме сигналов [1] определяют и оценивают сварные стыки рельсов. Способы являются практически бесконтактными (не требуют контактирующей жидкости) и позволяют решить поставленную задачу с достаточной для практики достоверностью. Однако известные способы обладают ограниченной областью применения, так как при реализации высокоскоростного (до 140 км/ч) контроля дополнительные и громоздкие (массой 3,5 т и более) системы намагничивания на индукторных тележках из соображений безопасности применять нецелесообразно.
Известны способы обнаружения и оценки сварных стыков рельсов ультразвуковыми [3, 4, 5] и акустико-эмиссионными [6] методами контроля, однако они предназначены для локального контроля зоны сварки с целью поиска внутренних дефектов сварки, обладают низкой производительностью (40-50 сварных стыков в смену) и не могут быть применены при высокоскоростном контроле рельсового пути.
Наиболее близким к заявляемому является способ обнаружения дефектов рельсов по патенту [7], заключающийся в перемещении по поверхности катания рельсов искательной системы, содержащей один или несколько электроакустических преобразователей (ЭАП), периодическом излучении в контролируемые рельсы УЗ зондирующих импульсов, приеме отраженных от подошвы рельса УЗ донных сигналов, регистрации их на дефектограмме, оценке параметров донных сигналов, принятых одновременно тремя ЭАП. Недостатком известного способа является отсутствие решений по определению зон сварных стыков рельсов и их качества, особенно, при контроле рельсов в широком диапазоне скоростей сканирования. В патенте не предусмотрен учет изменений параметров огибающих донных сигналов в зависимости от скорости сканирования. В результате, известное решение имеет ограниченную область применения и обладает низкой достоверностью контроля.
Основной задачей заявляемого технического решения является определение зон сварных стыков УЗ методами на фоне возможных ослаблений донных сигналов из-за поверхностных и внутренних повреждений (дефектов) рельсов или из-за нестабильного акустического контакта, а также оценка качества сварных стыков.
Технический результат - повышение надежности и достоверности неразрушающего контроля рельсов путем обнаружения сварных стыков рельсов и оценки их качества ультразвуковым методом.
Для решения этой задачи в ультразвуковом способе обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле, заключающийся в перемещении по рельсам с переменной скоростью искательной системы, содержащей один или несколько электроакустических преобразователей, периодическом излучении в контролируемые рельсы ультразвуковых зондирующих импульсов, приеме отраженных от подошвы рельса ультразвуковых донных сигналов, регистрации их на дефектограмме, оценке их параметров, отличающийся тем, что при известных скоростях перемещения предварительно определяют и задают для каждой скорости ожидаемый диапазон параметров участков рельсов с ослаблениями амплитуд донных сигналов, при наличии такого участка определяют зону сварного стыка и по величине параметров ослаблений донных сигналов оценивают его качество.
Для повышения вероятности правильного обнаружения сварных стыков предварительно формируют шаблон регулярных сварных стыков, определяют и сохраняют в списке координаты участков с ослаблениями донных сигналов, вычисляют коэффициент взаимной корреляции координат объектов из списка и шаблона, и по его величине выделяют сигналы от сварных стыков.
В процессе сканирования контролируемых рельсов (периодическом излучении УЗ колебаний и приеме отраженных от подошвы рельса сигналов), ослабление амплитуд последовательностей донных сигналов в зоне сварных стыков рельсов относительно нормального уровня амплитуд в зоне основного металла, происходит по ряду причин:
- ослабление и рассеивание УЗ колебаний на сложной измененной структуре металла в зоне термического влияния сварного стыка (heat affected zone - HAZ);
- наличие геометрических неровностей - локальных одиночных или двойных смятий головки рельса, приводящих к ухудшению и нарушению акустического контакта (условий ввода и приема УЗ колебаний) в зоне сварного стыка рельсов. Глубина допустимой неровности в зоне сварного стыка по [8] может достигать до 4,0 мм.
В заявляемом способе эти два фактора, в целом отрицательно влияющие на качество контроля, предлагается использовать для обнаружения (локализации) зон сварных стыков рельсов УЗ методом, т.к. эти факторы вызывают ослабление амплитуд донных сигналов. По анализу параметров указанных ослаблений можно определить наличие сварного стыка. Однако, как показывают проведенные исследования, параметры изменений амплитуд д.с. существенно зависят от скорости сканирования, что заметно усложняет решение поставленной задачи.
В связи с этим, для выделения зон сварных стыков УЗ методом приходится применять дополнительные способы и признаки:
1. Полученная предварительно, экспериментальным путем, зависимость параметров ослабления донных сигналов от скорости сканирования для конкретных участков пути. Для этого по результатам тестового проезда, известными способами определяют зоны сварных стыков и определяют весь диапазон возможных значений ослаблений амплитуд донных сигналов в этих зонах.
2. В качестве параметров для анализа предлагается использовать не только факт ослабления амплитуд последовательностей донных сигналов над сваркой, а выполнить более полный анализ с учетом протяженности ослабления амплитудной огибающей д.с. и величины этого ослабления, т.е. использовать интегральный параметр Q. Использование такого параметра позволяет более точно оценить сложное поведение донных сигналов в зоне сварки, а также - упрощает автоматизацию обнаружения сварных стыков.
3. Использование свойства регулярности расположения сварных стыков на рельсовом пути. Сварные рельсовые плети состоят в основном из рельсов одинаковой длины (преимущественно, 25 м), соединенных в плеть с помощью сварки. Естественно, и на формируемых дефектоскопным средством дефектограммах, ослабления огибающей донных сигналов над сварными стыками, также, следуют регулярно.
Заявляемый способ иллюстрируют следующие графические материалы.
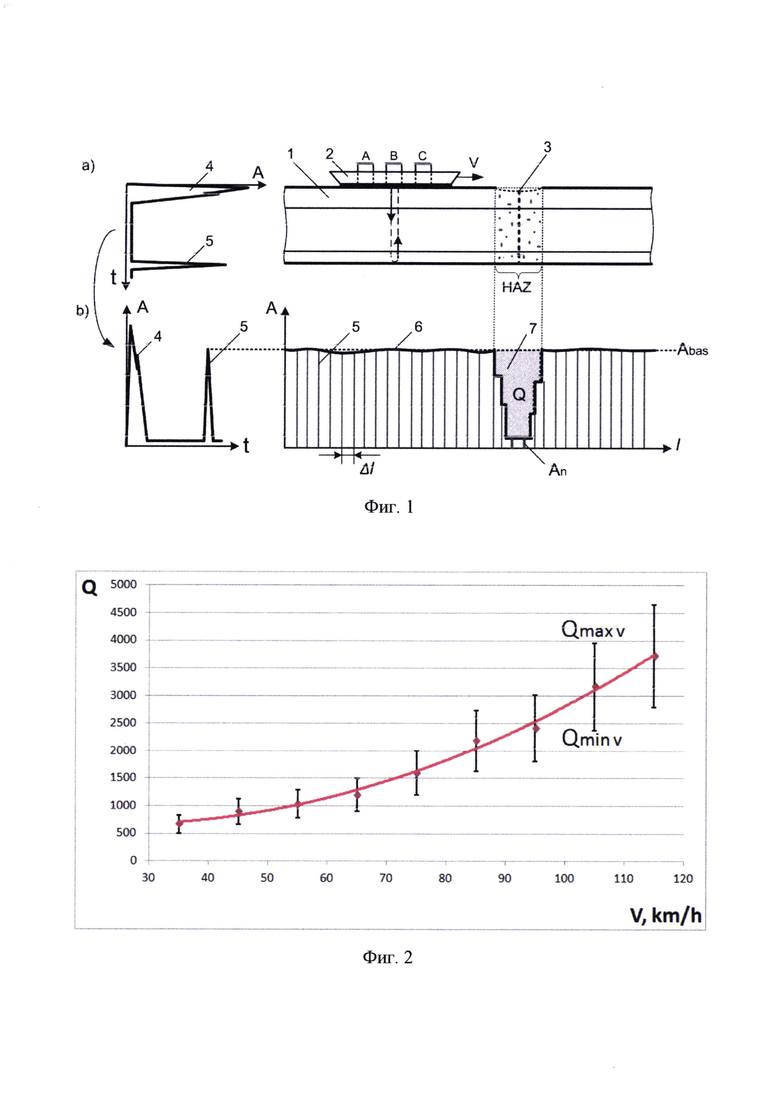
Фиг. 1. Схема дефектоскопии (фиг. 1а) и процесс формирования амплитудной огибающей (фиг. 1б) последовательностей д.с., где:
1. Объект контроля - железнодорожный рельс.
2. Искательная система дефектоскопического средства с электроакустическими (ЭАП) преобразователями А, В и С.
3. Сварной стык рельсов с поверхностной неровностью (смятием) в зоне термического влияния.
4. УЗ зондирующий импульс.
5. Донный сигнал, отраженный от донной поверхности рельса, при нормальном вводе УЗ колебаний в металл рельса.
6. Амплитудная огибающая последовательности донных сигналов, формирующаяся в процессе перемещения дефектоскопического средства.
7. Ослабление амплитудной огибающей донных сигналов над сварным стыком рельса.
Abas - базовый уровень огибающей донных сигналов.
An - амплитуда n-го донного сигнала в последовательности.
Δl - шаг сканирования.
Q - интегральный параметр, учитывающий протяженность и величину ослабления амплитудной огибающей донных сигналов над сварным стыком.
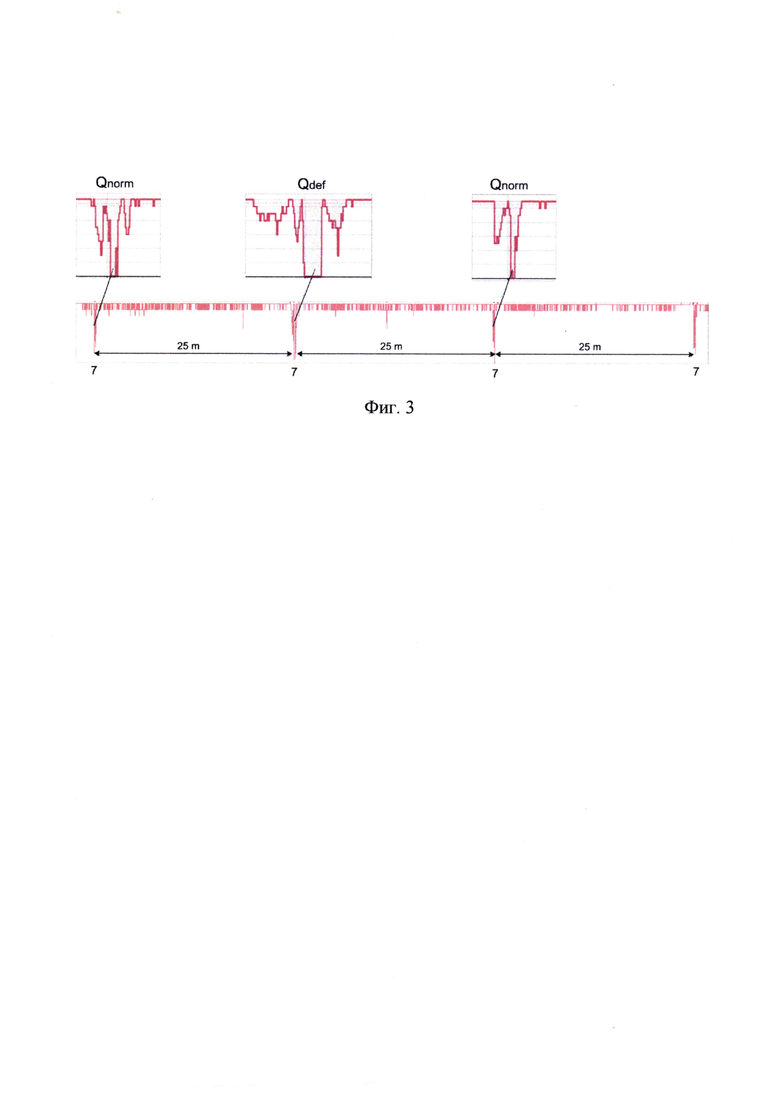
Фиг. 2. Зависимость интегрального параметра Q ослаблений донных сигналов в зонах сварных стыков от скорости сканирования V (получена экспериментальным путем).
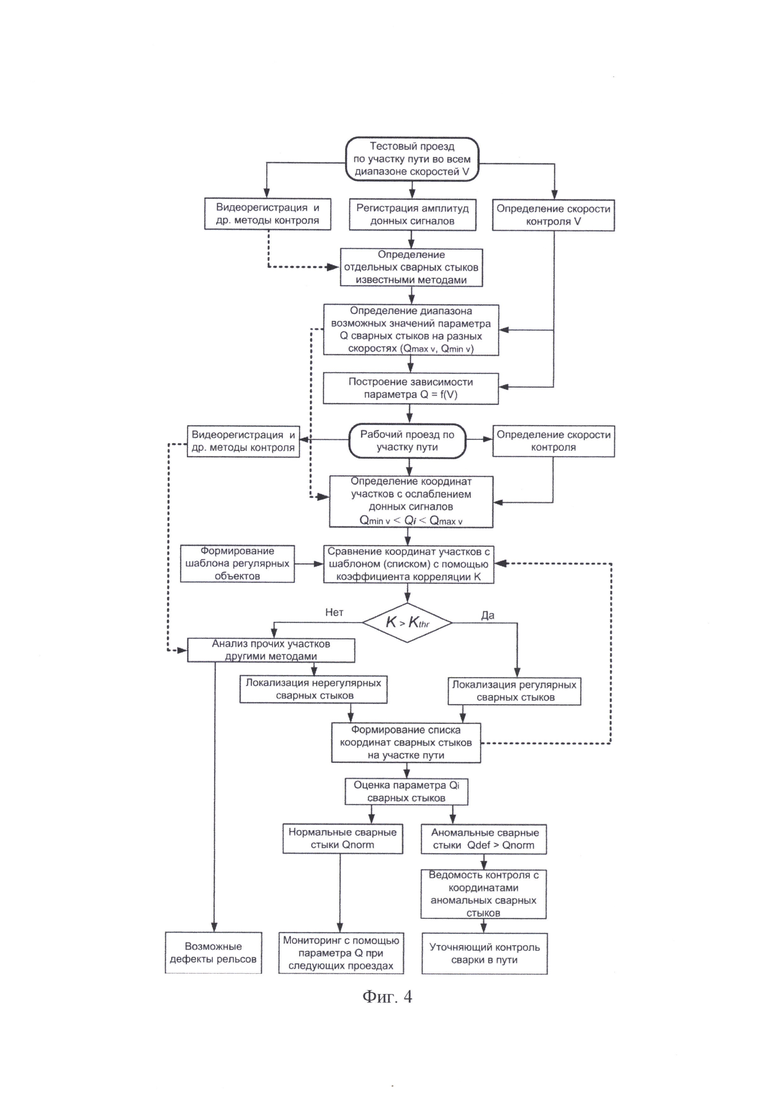
Фиг. 3. Пример регулярных (через каждые 25 м пути) ослаблений амплитудных огибающих д.с. над сварными стыками на реальной дефектограмме дефектоскопического комплекса, где:
- Qnorm - величина параметра ослабления амплитудной огибающей донных сигналов от нормальных (бездефектных) сварных стыков;
- Qdef - увеличение протяженности и величины ослабления (параметра Q) амплитудной огибающей донных сигналов над аномальным (дефектным) сварным стыком.
Фиг. 4. Алгоритм реализации заявляемого способа при тестовом (первом) и рабочих (последующих) проездах дефектоскопического средства по контролируемому участку пути.
Рассмотрим возможность практической реализации заявляемого способа.
Дефектоскопическое средство (вагон-дефектоскоп, диагностический комплекс, автомотриса, автомобиль-дефектоскоп и т.п., на фиг. 1 не показаны) с ультразвуковой аппаратурой осуществляет скоростную дефектоскопию рельсов 1 с известной скоростью сканирования V. В любом дефектоскопическом средстве имеется датчик пути (одометр - на фиг. 1 не показан), благодаря которому на получаемых УЗ дефектограммах с сигналами контроля рельсов постоянно отображается путевая координата рельсового пути.
В состав УЗ аппаратуры входит искательная система (ИС) 2, в которой располагаются электроакустические преобразователи (ЭАП) А, В и С, двигающиеся по поверхности катания рельсов. ЭАП периодически (с периодом Т) излучают в металл рельса зондирующие импульсы 4 под разными углами для обнаружения разноориентированных внутренних дефектов в рельсах. Один или несколько ЭАП в блоке 2 (на фиг. 1 - ЭАП В) принимают отраженные от внутренней поверхности подошвы рельса УЗ колебания - донные сигналы 5.
В общем случае донные сигналы можно получить не только при нормальном вводе УЗ колебаний с углом ввода α=0° (ЭАП В на фиг. 1а), но и при наклонном вводе с помощью двух наклонных ЭАП (например, на фиг. 1a ЭАП А излучает, а ЭАП С принимает отраженные от подошвы рельса УЗ колебания).
На фиг. 1а показан процесс формирования д.с. 5 на развертке типа А в координатах «Амплитуда сигналов А - время распространения УЗ колебания до отражателя и обратно t».
На регистрируемых в процессе контроля рельсов дефектограммах фиксируется амплитуда всех принятых донных сигналов An с шагом по координате Δl (фиг. 1b). Амплитудная огибающая донных сигналов 6 представляет собой линию, соединяющую вершины всех принятых в процессе перемещения донных импульсов, и отображается на дефектограмме в координатах «Амплитуда донных сигналов А - протяженность контролируемого изделия l».
На бездефектных участках и вне зон конструктивных элементов рельсов амплитуда огибающей д.с. 6 незначительно флуктуирует из-за изменяющегося акустического контакта, но в целом стабильна и имеет постоянный (базовый) уровень Abas (фиг. 1b).
Наиболее часто встречающимися и регулярными объектами бесстыкового пути являются сварные стыки рельсов 3. В зоне термического влияния сварных стыков (зона HAZ на фиг. 1а) структура металла отличается по своим акустическим свойствам от зоны основного металла рельсов (УЗ колебания ослабляются). В процессе эксплуатации рельсового пути в зоне сварных стыков, кроме того, появляются и развиваются местные неровности (смятия) 3 на поверхности катания. С учетом этих двух факторов на регистрируемых дефектограммах над каждым сварным стыком наблюдается регулярное и заметное ослабление (спад) 7 амплитудной огибающей донных сигналов. При этом в соответствии с заявляемым способом, становится возможным распознавать сварные стыки рельсов и фиксировать их координаты.
Однако ослабления донного сигнала происходят и при прохождении искательной системы над конструктивными элементами в рельсах (болтовыми стыками, отверстиями, элементами стрелочных переводов и др.), при наличии поверхностных или внутренних дефектов в рельсах, а также из-за случайных нарушений акустического контакта (вследствие загрязнений на поверхности катания рельсов, при нарушении центровки ЭАП, недостаточном поступлении контактирующей жидкости и т.п.).
Таким образом, необходимо отличать ослабления огибающей д.с. над сварными стыками 7 и прочими ослаблениями, вызванными иными причинами.
Как показывает практика контроля, зоны конструктивных отражателей рельсового пути (болтовые стыки, отверстия в рельсах, элементы стрелочных переводов) распознаются на дефектограммах (в том числе, автоматически) по характерным эхо-сигналам сразу в нескольких каналах дефектоскопного средства.
Параметры ослаблений донных сигналов от внутренних и поверхностных дефектов, как правило, отличаются от спадов амплитудной огибающей д.с. в зоне сварных стыков по длительности и величине спада. Кроме того, дефекты фиксируются эхо-сигналами в других каналах дефектоскопа и могут быть распознаны, в том числе, алгоритмами автоматической расшифровки дефектограмм. Зоны конструктивных элементов и возможных дефектов рельсов необходимо исключить из дальнейшего анализа огибающей донных сигналов.
Участки пути, где ослабления д.с. происходят по другим причинам и отсутствуют иные признаки (например, эхо-сигналы), требуют отдельного рассмотрения.
Распознавание зон сварных стыков возможно реализовать с помощью экспериментально определенных (на реальных дефектограммах) значений параметров спадов 7 огибающей д.с. над реальными сварными стыками.
Для количественной оценки ослабления амплитуд донных сигналов над сварками относительно базового (на бездефектных участках рельсов с ровной поверхностью катания) уровня д.с. Abas, предлагается использовать интегральный параметр Q, например, по аналогии с известным способом [9]. Данный параметр, одновременно учитывает общую протяженность участка ослабления д.с. и амплитуду всех ослаблений донных сигналов и рассчитывается по выражению (фиг. 1b):

где Δl - шаг сканирования; Abas - базовый уровень огибающей донных сигналов; An - амплитуда n-го донного сигнала в последовательности; n - номер отсчета.
По существу, параметр Q представляет собой математическую площадь (интеграл) спада амплитудной огибающей 7 на дефектограмме в координатах «А - l» (фиг. 16). Количественную оценку интегрального параметра, можно производить как в условных единицах (фиг. 2), так и в виде нормированной величины (в пределах от 0 до 1,0).
Очевидно, что при увеличении скорости сканирования вследствие «пролета» искательной системы над неровностью в зоне сварного стыка, будут увеличиваться протяженность и величина спада огибающей, т.е. параметр Q. Таким образом, для надежного обнаружения зон сварных стыков на разных скоростях сканирования необходимо задать ожидаемый диапазон значений измеряемого параметра (от Qmin V, до Qmax V на фиг. 2). Для получения искомой зависимости в заявляемом способе предлагается разделить весь диапазон скоростей сканирования на поддиапазоны ΔV. Например, при наборе скорости движения дефектоскопного средства от 0 до 120 км/ч можно выделить 12 поддиапазонов по 10 км/ч. Выбор размеров поддиапазонов скоростей ΔV для построения кривой Q=ƒ (V) зависит от требуемой точности и может быть любой.
Пример экспериментально полученной зависимости интегрального параметра Q в зонах сварных стыков от скорости сканирования V представлен на фиг. 2. Как видно, диапазон разброса значений Q при увеличении скорости также увеличивается.
Однако, даже при такой селекции, случайные спады амплитудной огибающей (например, от поверхностных повреждений в рельсах или от разнообразных помех) могут попасть в указанные диапазоны параметра Q для сварных стыков. Для исключения этого в данной заявке предлагается дополнительно ввести признак регулярного следования сварных стыков в рельсовой плети (через каждые 12.5; 25 или 100 м в зависимости от характеристик контролируемых рельсовых путей).
На фиг. 3 показан фрагмент реальной дефектограммы вагона-дефектоскопа с регулярными (через 25 м) ослаблениями 7 амплитудной огибающей, который демонстрирует практическую возможность фиксации сварных стыков с помощью указанного принципа регулярности.
Кроме того, даже визуально заметно, что над некоторыми «аномальными» сварными стыками (см. в увеличенном масштабе Qdef на фиг. 3) величина (интеграл) спада огибающей донного сигнала заметно выше, чем над соседними «нормальными» сварками (Qnorm). Таким образом, с помощью предлагаемого параметра Q можно оценивать качество сварных стыков и выявлять аномальные (потенциально дефектные) сварные стыки, которые следует дополнительно проконтролировать в пути, например, с помощью ручных УЗ преобразователей.
Данным способом могут быть выявлены дефектные сварные стыки со смятиями (дефектами кода 46 по [8]), количество которых на российских железных дорогах составляет более 36,5 тысяч штук и с каждым годом растет (рост в 7 раз за последние 7 лет). Это составляет значительную проблему, поскольку высокие ударные воздействия от колес подвижных составов на неровностях в зоне сварки являются причиной зарождения и быстрого развития дефектов вплоть до внезапных изломов рельсов. Указанные неровности на сварках необходимо устранять в пути шлифовкой рельсов.
Предлагаемым способом могут быть обнаружены и сварные стыки с опасными внутренними трещинами, требующими немедленной замены остродефектного рельса.
Последовательность реализации заявляемого способа в процессе первого (тестового) проезда и выполнения последующих (рабочих) регулярных проверок рельсового пути выполняется по алгоритму на фиг. 4.
Высокоскоростное дефектоскопическое средство (вагон-дефектоскоп или диагностический комплекс) перемещается по рельсовый путям со скоростью V. В процессе тестового проезда по мере набора скорости диагностического средства от нуля до максимального значения (например, до 120 км/ч) необходимо зафиксировать достаточное количество сварных стыков для последующего анализа.
Из-за влияния разных факторов при высокоскоростном контроле рельсов, параметры ослаблений амплитуд последовательностей д.с. на одном и том же локальном участке рельсового пути, в зависимости от скорости сканирования (скорости V искательной системы 2 на фиг. 1а), претерпевают существенные изменения. Чем больше скорость контроля рельсов, тем, из-за названных выше причин, протяженнее величина зоны уменьшения амплитуд д.с. на локальном участке.
Для разных скоростей определяется диапазон значений параметра Q (от Qmin V до Qmax V) от статистически значимого множества сварных стыков на участке пути. Определение зон сварных стыков при первом (тестовом) проезде может выполняться любыми известными средствами, доступными на данном диагностическом средстве. Например, с использованием результатов сплошной видеорегистрации рельсов, предусмотренной в современных средствах диагностики.
Построенная по результатам тестового проезда зависимость Q от V (фиг. 2) при периодических контролях данного участка пути используется для автоматического выделения зон сварных стыков по величине интегрального параметра Q. Как показывают экспериментальные исследования способа, до 83% сварных стыков на скоростях сканирования до 110 км/ч выделяются правильно.
Для дополнительного повышения вероятности правильного обнаружения сварных стыков предлагается учитывать свойство их регулярной укладки в путь, так как рельсовую плеть, в основном, формируют из рельсов стандартной длины 25 м (реже из рельсов длиной 12,5 или 100 м) путем их сварки на рельсосварочных предприятиях. Для этого по данным дистанций пути (журнал ПУ-28) формируют шаблон регулярных сварных стыков на контролируемом участке рельсового пути.
На дефектограммах рабочего проезда (фиг. 4) выделяют все участки рельсового пути, где параметры ослаблений последовательностей д.с. для текущей скорости сканирования входят в определенный на тестовом проезде диапазон от Qmin V, до Qmax V и формируют список их координат.
Сравнение шаблона регулярных сварных стыков со списком выделенных участков, где для текущей скорости параметр Q лежит в заданном диапазоне, можно проводить разными известными способами. В частности, можно использовать подход выделения регулярных объектов магнитным методом по патенту [10], где сформированный список сравнивается с шаблоном регулярных объектов путем вычисления коэффициента К взаимной корреляции координат объектов из списка и шаблона. Несмотря на то что в аналоге используется магнитный метод обнаружения объектов, подходы, описанные в известном патенте [10], могут быть применены и при выделении ослаблений амплитуд последовательностей д.с. при контроле рельсов УЗ методами контроля. Учет принципа регулярности в проведенных экспериментальных исследованиях повышает вероятность правильного обнаружения сварных стыков рельсов до 92% (+ еще 9%).
Однако, в процессе эксплуатации рельсового пути, из-за вырезки фрагментов рельсов с недопустимыми дефектами, могут появиться вваренные рельсовые вставки, отклоняющиеся от регулярной укладки (на фиг. 4 - нерегулярные сварки). После автоматического выделения участков со спадами огибающей д.с. наличие нерегулярных сварок подтверждается с помощью других имеющихся на дефектоскопическом средстве методов (например, по видеорегистрации). Их координаты сохраняются в формируемом списке сварных стыков с целью дальнейшего учета в последующих рабочих проездах. Тем самым вероятность правильного автоматического обнаружения сварных стыков рельсов повышается, приближаясь к предельно достижимому значению.
По значению интегрального параметра Q определяют качество сварных стыков рельсов.
Отдельные сварные стыки, где параметр Qi ~ Qdef (при этом Qdef≥Qnorm), относят к аномальным, в которых возможны дефекты (фиг. 3 и 4).
Сварные стыки с «нормальными» значениями интегральных параметров Qi ~ Qnorm, используют для дальнейшего мониторинга состояния сварки, а также для уточнения (привязки) координат сигналов от обнаруженных дефектов рельсов к ближайшим сварным стыкам (для быстрого и правильного нахождения дефектных участков в пути).
Значения Qnorm и Qdef определяют экспериментальным путем с учетом зависимости Q=ƒ(V). Выделенные аномальные сварные стыки вносят в ведомость контроля с указанием их координат для последующего уточняющего контроля с выходом в путь (например, переносным УЗ дефектоскопом).
Как отмечено выше, достигнутые на настоящее время рабочие скорости высокоскоростных дефектоскопических средств не превышают 120 (редко - 140) км/ч. Для реализации способа требуется получить донный сигнал, при этом время одного рабочего цикла, определяемого временем пробега продольных УЗ колебаний до подошвы рельса и обратно к ЭАП 2, составляет около 60 мкс. Если принять (с определенным запасом) период следования зондирующих импульсов Т=100 мкс, а дискретность отсчета амплитуд донных сигналов равной 5 мм по длине рельсового пути, то можно реализовать скорости контроля до 180 км/ч.
Основное преимущество заявляемого способа состоит в том, что обнаружение и оценка сварных стыков рельсов ультразвуковым способом при высокоскоростном контроле рельсового пути производится без использования специальных дорогостоящих устройств и методов, непосредственно в процессе УЗ контроля. Необходимо лишь ввести программную обработку амплитуд УЗ донных сигналов в соответствии с предлагаемым в способе алгоритмом.
Таким образом, заявляемый способ может быть реализован. Способ позволяет с достаточной для практики достоверностью обнаруживать сварные стыки в рельсовых плетях и оценивать их качество и, тем самым, достигается заявленный технический результат - повышение надежности и достоверности контроля рельсов ультразвуковым методом.
Источники
1. RU 2586090.
2. RU 2696066.
3. RU 2309402.
4. RU 2573705.
5. RU 191658.
6. RU 2528586.
7. RU 2668941.
8. Инструкция «Дефекты рельсов. Классификация, каталог и параметры дефектных и остродефектных рельсов». - Распоряжение ОАО «РЖД» №2499р от 23.10.2014 г. - М: ОАО «РЖД», 2014.
9. RU 2699942.
10. RU 2671368.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки работоспособности искательной системы дефектоскопических средств при высокоскоростном контроле рельсов | 2021 |
|
RU2758403C1 |
| Способ зеркально-теневого ультразвукового контроля с адаптивным пороговым уровнем | 2022 |
|
RU2787948C1 |
| Способ оценки работоспособности дефектоскопических средств при высокоскоростном контроле рельсов | 2021 |
|
RU2753810C1 |
| СПОСОБ МНОГОКАНАЛЬНОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2023 |
|
RU2809185C1 |
| Способ высокоскоростной ультразвуковой дефектоскопии длинномерных объектов | 2021 |
|
RU2756933C1 |
| Способ ультразвукового контроля локальных участков железнодорожных рельсов | 2023 |
|
RU2818035C1 |
| Способ динамической корректировки чувствительности дефектоскопических средств при высокоскоростном контроле длинномерных объектов | 2021 |
|
RU2774096C1 |
| Способ прогнозирования развитий аномалий в головке рельсов | 2019 |
|
RU2699942C1 |
| Способ магнитного обнаружения регулярных объектов рельсов | 2017 |
|
RU2671368C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ И СИНХРОНИЗАЦИИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ | 2018 |
|
RU2680927C1 |
Использование: для обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле. Сущность изобретения заключается в том, что перемещают по рельсам с переменной скоростью искательную систему, содержащую один или несколько электроакустических преобразователей, периодически излучают в контролируемые рельсы ультразвуковые зондирующие импульсы, выполняют прием отраженных от подошвы рельса ультразвуковых донных сигналов, регистрацию их на дефектограмме и оценку их параметров, при этом при известных скоростях перемещения предварительно определяют и задают для каждой скорости ожидаемый диапазон параметров участков рельсов с ослаблениями амплитуд донных сигналов, при наличии такого участка определяют зону сварного стыка и по величине параметров ослаблений донных сигналов оценивают его качество. Технический результат: повышение надежности и достоверности неразрушающего контроля рельсов. 1 з.п. ф-лы, 4 ил.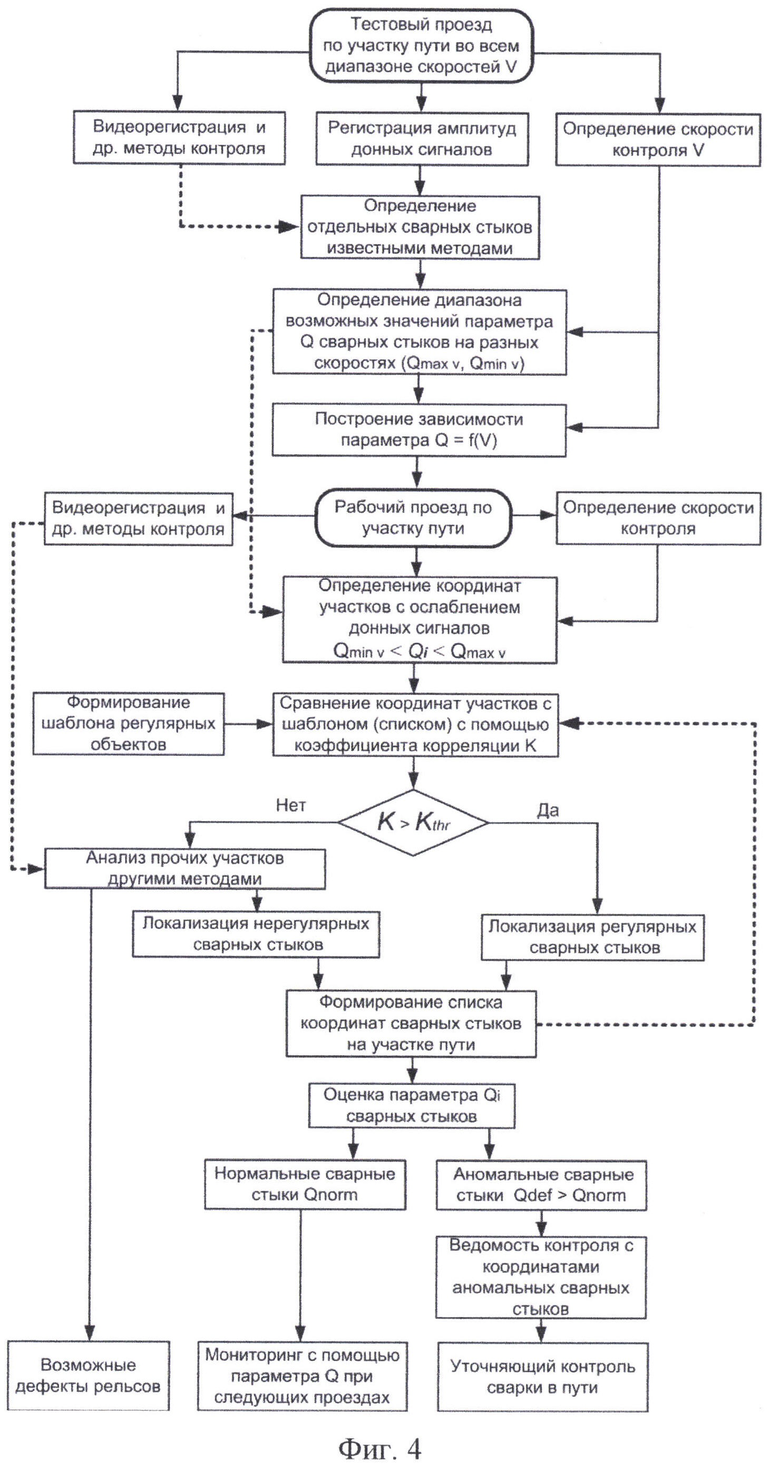
1. Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле, заключающийся в перемещении по рельсам с переменной скоростью искательной системы, содержащей один или несколько электроакустических преобразователей, периодическом излучении в контролируемые рельсы ультразвуковых зондирующих импульсов, приеме отраженных от подошвы рельса ультразвуковых донных сигналов, регистрации их на дефектограмме, оценке их параметров, отличающийся тем, что при известных скоростях перемещения предварительно определяют и задают для каждой скорости ожидаемый диапазон параметров участков рельсов с ослаблениями амплитуд донных сигналов, при наличии такого участка определяют зону сварного стыка и по величине параметров ослаблений донных сигналов оценивают его качество.
2. Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле по п. 1, отличающийся тем, что предварительно формируют шаблон регулярных сварных стыков, определяют и сохраняют в списке координаты участков с ослаблениями донных сигналов, вычисляют коэффициент взаимной корреляции координат участков из списка и шаблона и по его величине выделяют сигналы от сварных стыков.
| Способ обнаружения дефектов в рельсах | 2018 |
|
RU2668941C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОГО СПЛОШНОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2010 |
|
RU2440568C1 |
| Ультразвуковое устройство для последовательно-построчного контроля изделий | 1973 |
|
SU466446A1 |
| RU 2052808 C1, 20.01.1996 | |||
| WO 8203920 A1, 11.11.1982 | |||
| US 4174636 A, 20.11.1979. | |||

