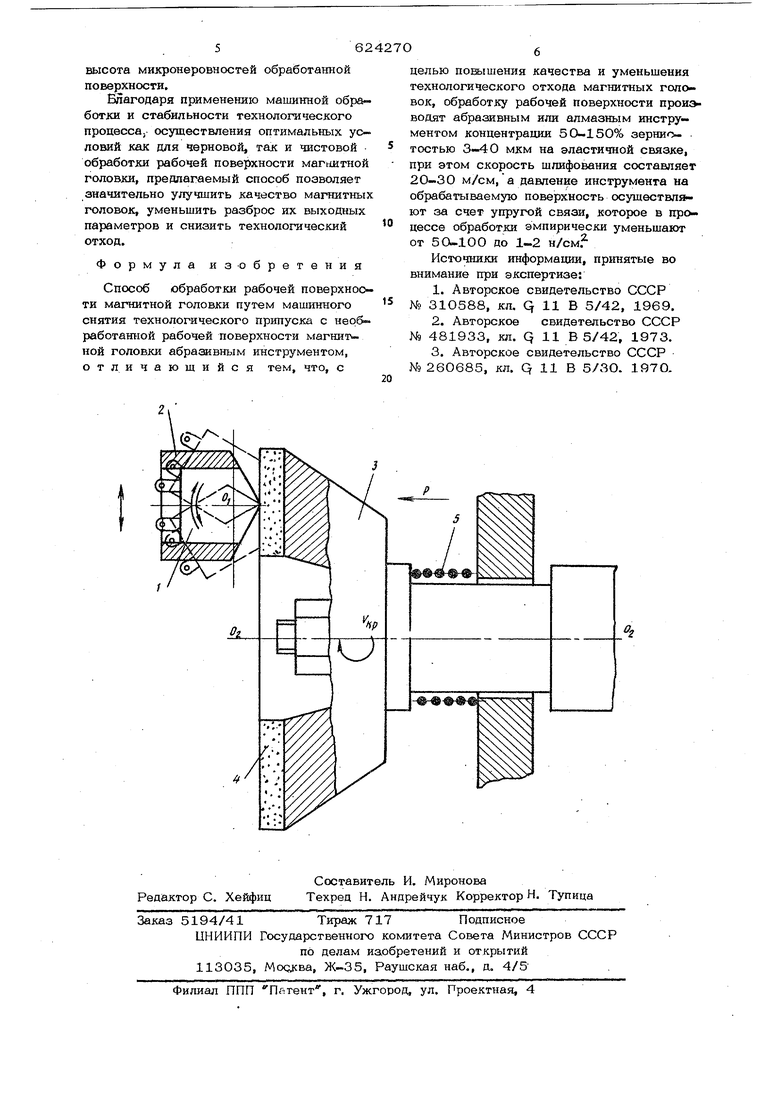
Увеличение поверхностно дефектного слоя обработанных рабочих поверхностей магнитных головок происходит иэ-за повышенных температур в зоне резания, достигающих 50О 60О°С. Высокая степень наклепа обработанных поверхностей, достигающая 35О кг/см при исходной мшсротвердости материала полусердечников магнитной головки 20022О кг/см .а также большие силы реза- ння, возникакяциь при обработке и требую щие надежного закрепления магнитных головок в оправках для шлифовки, т.е. прил(Ж(ения сил зажима, способных привести к деформации магнитной; головки, уху. щают мазгтаатные свойства материала полу сердечников магнитной головки, приводят к образованию прижогов на обрабатываемой поверхности, ухудшают геометрическое постоянство рабочих зазоров и, как результат, ведут к ухудшению параjvteTpOB магнитных головок Гз1. Целью изобретения является повышени качества и уменьшение технологического отхода магнитных головок. Цель достигается тем, что обработку рабочей поверхности по предлагаемому способу производят абразивным или алма ным инструментом концентрации 5 0-15О зернистостью 3-40 мкм на эластичной связке, при этом скорость шлифования ссютавляет 20-3О м/с, а давление инструмента на обрабатываемую поверхность осуществляют за счет упругой связи, jKOTOpoe в процессе обработки эмпиричеоjoi уменьшают от 50-100 до 1-2 н/см. На чертеже показан пример обработки магнитной головки по предлагаемому способу. Магнитную головку 1 устанавливают и закрепляют в оправке 2, которую от привода приводят во вращательно-колебательное движение относительно оси О с частотой 244 Гц (120-24О кол/мин). Отправку 2 с магнитной головкой 1 под.водят к врашаюшемуся вокруг оси , О чашечному кругу 3, на торце которого нанесен эластичный абразивный слой 4, содержшшй абразивные или алмазные зер на размером 3-40 мкм при концентрации их в евяаке от 50 до 150%. Линейную скорость эластичного абразивного слоя 4 чашечного круга 3 относительно маг- .нитной головки 1 устанавливают 2 0-3 О м/ а удельное давление, абразивного слоя на обрабатываемую рабочую поверхность магнитной головки 1 задают за счет упруго-пружинной связи 5 в пределах от 5О до 100 н/см при черновой обработк и постепенно снижают по мере съема пр пуска до 1-2 н/см при чистовой обреР ботке. С целью равномерного использования всей режущей поверхности эластичного абразиБного слоя 4 магнитную голо&ку 1 осцилл фуют вдоль него. Эластичность абразивного слоя может быть обеспечена за счет введения резины или пластмасс в состав связки. Обработка рабочей поверхности магнит ной головки по предлагаемому способу дает возможность обеспечить получение Д11 -Д12 класса чистоты обработанной поверхности (высота микронеровностей 0,08-0,02 мкм) за счет применения эластичного абразивного слоя 4, который дает возможность выравнивать съем металла разновысокими режушими зернами благодаря перемещению их в связку. Применение абразивных или алмазных зерен размером от 3 до 40 мкм дает возможность обеспечить не только высокую чистоту рабочей поверхности и качественное вскрытие рабочего зазора магнитной головки, а также обеспечить минимальную глубину наклепанного слоя за счет уменьшения нагрузок на едини ные режущие зерна. Увеличение скорости шлифования свыше 30 м/с нежелательно, так как при этом повышаются контактные температуры, в результате чего разрушается эластичная связка абразивного слоя, появляются прижоги на обрабатываемой поверхности. Уменьшение скорости резания ниже 20 м/с приводит к снижению съема металла и увеличению нагрузок на режушие зерна. В обоих случаях происходит более интенсивный износ эластитого абразивного слоя 4. Обработка рабочей поверхности по предлагаемому способу позволяет снизить температуры в зоне резания до 30035О С и уменьшить силы резания по сравнению с другими известными способами. При этом, микротвердость обработанных сердечников магнитной головки не превышает 2200-24ОО н/мм , Наличие упругой связи в системе деталь-инструмент дает возможность варьировать в широком диапазоне от 1 до 100 н/см величину удельного давления инструмента на магнитную головку и изменять величину съема металла или обеопечивать формирование шероховатости поверхности. При удельных давлениях 50-1ОО н/см обычно производят производительный съем металла, а при удельных давлениях 1- 2 н/см ведут процесс чистовой обработки, при котором обеспечивается минимальная

| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПЛОСКОГО ТОРЦОВОГО ШЛИФОВАНИЯ | 1999 |
|
RU2154568C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| Способ изготовления магнитных головок | 1976 |
|
SU892470A1 |
