Изобретение относится к прокатному производству и может использоваться для очистки от окалины-горячекатаной полосы в линии широкополосного стаиа горячей прокатки.
Известен способ очистки окапаны с горячекатаной полосы, при котором окалина сбивается струями воды высокого давле1Шя 1.
Сущность такого способа состоит в том, что в процессе движения горячекатаной- полосы на ее плоскую поверхность подают струю воды высокого давления, истекающую из сопл гидросбива. Под воздействием струи происходит быстрое охлаждение и появление тепловых напряжений в окалине, в результате которых окалина отделяется от нагретой под ней массы основного металла. При этом эффективность отделения окалины зависит от интенсивности теплообмена между нею и натекающим потоком воды. .
Недостатком этого способа является малая эффективность очистки окалины, обусловленная низкой интенсивностью теплоотдачи между струей воды и имеющей плоскую форму горячей полосой.
Цель изобретения - повышение эффективности очистки от окалины горячекатаной полосы путем интенсификации теплообмена между окалиной и натекающим пЗтоком жидкости, а также путем создания в окалине дополнительных механических напряжений, усиливающих эффект отделения ее от основного металла.
Для этого в предлагаемом способе в зоне контакта полосы со струей охладителя, полосу подвергают принудительному изгибу.
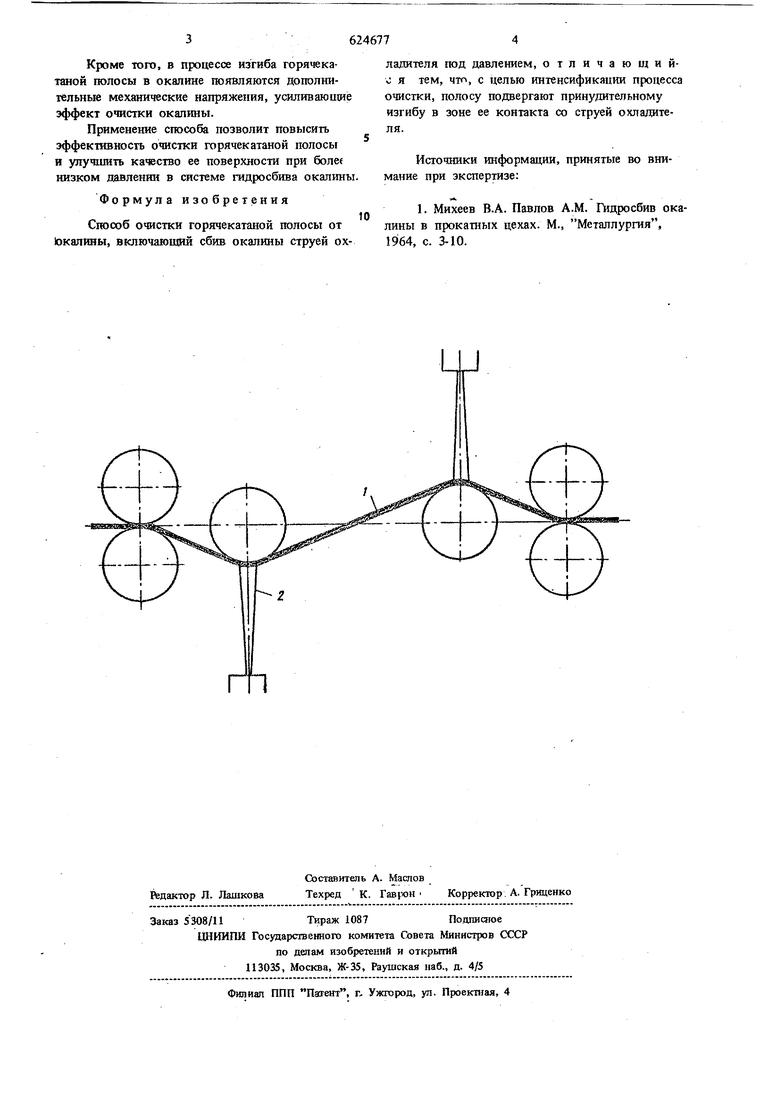
На чертеже схематически изображена Многократно изогнутая полоса.
Сущность способа заключается в том, что, если нагретая полоса 1 в зоне ее контакта с натекающим потоком жидкости будет иметь форму поверхности вращения, то интенсивность теплоотдачи между окалиной и жидкостью значительно вьпле, чем для полось, имеющей плоскую форму.
Указанная интенсификация теплообмена вызьшает в окалине более высокие тепловые напряжения и позволяет производить ее очистку с горячекатаной полосы при меньщем расходе охладителя 2. Кроме того, в процессе изгиба горя«юкатаной полосы в окалине появляются дополнительные механические напряжения, усиливающие эффект очистки окалины. Применение способа позволит повысить эффективность очистки горячекатаной полосы и улучшить качество ее поверхности при боле низком давленш в системе гидросбива окалтты Формула изобретения Способ очистки горячекатаной полосы от Ькалины, включающий сбив окалины струей охладктеля под давлением, отличаю щи й0 я тем, что, с целью интенсификации процесса очистки, полосу подвергают принудительному изгибу в зоне ее контакта со струей охладителя. Источники информации, принятьге во внимание при экспертизе: 1. Михеев В.А. Павлов A.M. Гидросбив окалины в прокатных цехах. М., Металлургия, 1964, с. 3-10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| Способ производства рулонного проката из низколегированной стали | 2020 |
|
RU2736468C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2005 |
|
RU2284234C1 |
| Способ охлаждения горячекатаного листового проката | 1982 |
|
SU1123752A1 |
| ОЧИСТКА СЛЯБА ПЕРЕД ПЕЧЬЮ С РОЛИКОВЫМ ПОДОМ КОМПАКТНОГО ЛИТЕЙНО-ПРОКАТНОГО КОМПЛЕКСА | 2002 |
|
RU2296021C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| СПОСОБ УСКОРЕННОГО ОХЛАЖДЕНИЯ РУЛОННОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2243271C1 |
| Способ производства проката | 1979 |
|
SU816599A1 |
| Сопло для гидросбива окалины | 1978 |
|
SU772639A1 |
| Сопло для гидросбива окалины с прокатываемых заготовок | 1975 |
|
SU531582A1 |
