54) СПОСОБ ПАЙКИ МКОГОЛЕЭВИЙНОГО ИНСТРУМЕНТА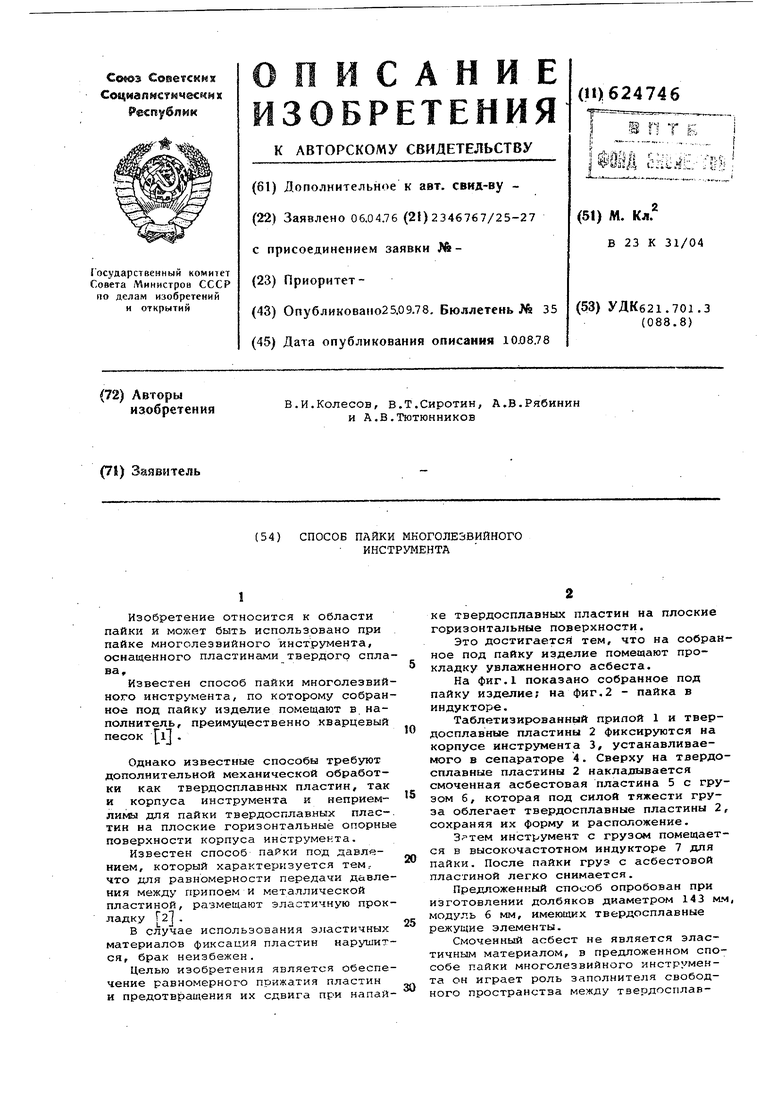
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| СПОСОБ ПАЙКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1970 |
|
SU274624A1 |
| Устройство для напайки твердосплавных пластин на державку режущего инструмента | 1981 |
|
SU965678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ПРИПОЯ | 2018 |
|
RU2691019C1 |
| Способ сборки и крепления твердосплавных пластин в корпусе режущего инструмента | 1990 |
|
SU1782185A3 |
| Способ индукционной пайки твердосплавного инструмента | 1980 |
|
SU961904A1 |
| ФРЕЗА С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ НЕПЕРЕТАЧИВАЕМЫХ ПЛАСТИН | 1999 |
|
RU2151030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛОДКИ УПОРНОГО ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2007 |
|
RU2374514C2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2015 |
|
RU2631565C2 |
| УСТРОЙСТВО для НАПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН НА ДЕРЖАВКУ ИНСТРУМЕНТА | 1969 |
|
SU238329A1 |
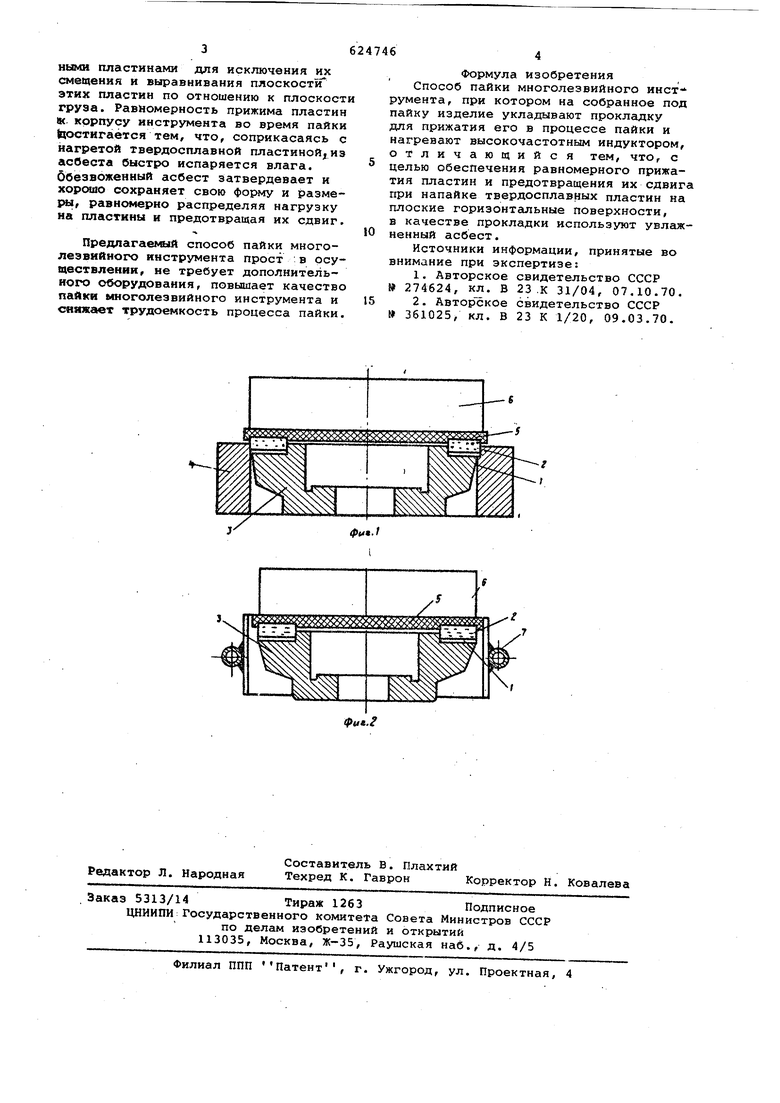
Изобретение относится к области пайки и может быть использовано при пайке многолезвийного инструмента, оснащенного пластинами твердого спла ва. Известен способ пайки многолезвий ного инструмента, по которому собран ное под пайку изделие помещают в наполнитель, преимущественно кварцевый песок ij . Однако известные способы требуют дополнительной механической обработки как твердосплавных пластин, так и корпуса инструмента и неприемлимы для пайки твердосплавных пластин на плоские горизонтальные опорные поверхности корпуса инструмента. Известен способ пайки под давлением, который характеризуется темчто для равномерности передачи давления между припоем и металлической пластиной, размещают эластичную прокладку 2 . В случае использования эдгастичных материалов фиксация пластин нарушится, брак неизбежен. Целью изобретения является обеспечение равномерного прижатия пластин и предотвращения их сдвига при напайке твердосплавных пластин на плоские горизонтальные поверхности. Это достигается тем, что на собранное под пайку изделие помещают прокладку увлажненного асбеста. На фиг.1 показано собранное под пайку изделие; на Фиг.2 - пайка в индукторе. Таблетизирюванный припой 1 и твердосплавные пластины 2 фиксируются на корпусе инструмента 3, устанавливаемого в сепараторе 4. Сверху на твердосплавные пластины 2 накладывается смоченная асбестовая пластина 5 с грузом 6, которая под силой тяжести груза облегает твердосплавные пластины 2, сохраняя их форму и расположение. инструмент с грузом помещается в высокочастотном индукторе 7 для пайки. После пайки груз с асбестовой пластиной легко снимается. Пред1ложенный способ опробован при изготовлении долбяков диаметром 143 мм, модуль 6 мм, имеющих твердосплавные режущие элементы. Смоченный асбест не является эластичным материалом, в предложенном способе пайки многолезвийного инструмента он играет роль заполнителя свободного пространства между твердосплавными пластинами для исключения их смещения и выравнивания плоскости этих пластин по отношению к плоскост груза. Равномерность прижима пластин 1к корпусу инструмента во время пайки Достигается тем, что, соприкасаясь с нагретой твердосплавной пластинойдиз асбеста быстро испаряется влага. Обезвоженный асбест затвердевает и хорошо сохраняет свою Форму и размерЫг равномерно распределяя нагрузку на пластины и предотвращая их сдвиг.
Предлагаекодй способ пайки многолезвийного инструмента прост в осуществлении, не требует дополнительного оборудования, повышает качество пайки многолезвийного инструмента и снижает трудоемкость процесса пайки.
Формула изобретения Способ пайки многолезвийного инст румента, при котором на собранное под пайку изделие укладывают прокладку для прижатия его в процессе пайки и нагревают высокочастотным индуктором, отличающийся тем, что, с целью обеспечения равномерного прижатия пластин и предотвращения их сдвиг при напайке твердосплавных пластин на плоские горизонтальные поверхности, в качестве прокладки используют увлгшненный асбест.
Источники информации, принятые во внимание при экспертизе:
274624, кл. в 23 .К 31/04, 07.10.70.
361025, кл. В 23 К 1/20, 09.03.70.
фч.1
