Изобретение относится к обработке металла, более конкретно к производству инструментов, в частности фрез для обработки металлов, и может найти широкое применение при производстве фрез с механическим креплением неперетачиваемых пластин.
Распространенный способ крепления зубьев-пластин в корпусе фрезы - напайка.
Но при напайке твердосплавных пластин в них часто появляются мельчайшие трещины, вызывающие снижение стойкости инструмента. Чтобы избежать появление трещин, совершенствуют способы напайки пластин, создают условия для равномерного их нагрева и охлаждения. Полностью устранить растрескивание пластин при напайке не удается из-за разной скорости расширения и сжатия при нагревании или охлаждении твердосплавной пластины и материала корпуса.
Поэтому стремятся заменить пайку механическим креплением твердосплавных пластин. Стойкость таких инструментов значительно выше, чем напайных.
Известна фреза с механическим креплением неперетачиваемых пластин с обычным крепежным винтом (см. кн. В. В. Кувшинский Фрезерование", Москва, "Машиностроение", 1977 г., с. 144).
Такая конструкция фрезы компактна, но не удобна в эксплуатации. Чтобы заменить пластину, необходимо вывернуть крепежный винт и вместо него ввинтить в резьбовое отверстие специальный ключ. Этот ключ упирается в дно паза и вытягивает клин.
Известна фреза с механическим креплением неперетачиваемых пластин, многогранных или цилиндрических вставок-столбиков в выступах корпуса болтами и прижатыми к планкам упорными винтами (см. кн. К.В. Кувшинский, "Фрезерование", Москва, "Машиностроение", 1977 г., стр. 144-145).
Конструкция обеспечивает высокую точность расположения зубьев (вставок-столбиков): радиальные и торцевое биение их не превышает 0,03-0,04 мм. Это достигается высокой точностью обработки отверстий под столбики на координатно-расточном станке и шлифованием столбиков по диаметру на бесцентрово-шлифовальном станке.
Фреза с зубьями-столбиками имеет важную особенность. После затупления фрезы достаточно несколько повернуть столбики и можно снова продолжать работу. Цилиндрический столбик можно повернуть пять-шесть раз относительно его оси, а затем вынуть из гнезда и перевернуть, используя вторую сторону. Только после такого многократного использования столбик перетачивают по передней поверхности на плоскошлифовальном станке.
Фрезы с многолезвийными зубьями-столбиками позволяют примерно в 1,5 раза повысить стойкость по сравнению с напайными твердосплавными фрезами.
Однако при всех преимуществах данной конструкции она не достаточно экономна в отношении твердосплавного материала. Для его экономии в твердосплавном столбике рекомендуют делать отверстие.
Известна фреза с механическим креплением неперетачиваемых пластин, выбранная в качестве ближайшего аналога, включающая корпус с выполненными в нем посадочными местами, в которых расположены по одной в каждом неперетачиваемые пластины, установленные с возможностью поворота относительно своей оси и перестановки, позволяющей использовать опорную поверхность как режущую, при этом каждая пластина снабжена центральным сквозным отверстием для ее фиксации в корпусе с помощью закрепляющего элемента (см. кн. В.В. Кувшинский "Фрезерование", Москва, издательство "Машиностроение", 1977 г., стр. 145-146, рис. 62 на стр. 143).
Такая конструкция фрезы более перспективна и экономична по сравнению со столбиками, поскольку пластину, в частности, в виде диска можно не только поворачивать, но и переворачивать, используя опорную поверхность как режущую. В результате стойкость инструмента удваивается.
Однако стойкость данного инструмента остается все же недостаточной. Кроме того данная конструкция фрезы не достаточно экономична.
Причиной, препятствующей достижению требуемого технического результата, является наличие у дисковых пластин данной конструкции фрезы всего двух сторон - опорной и режущей, которые могут быть использованы для фрезерования.
Кроме того, после использования двух сторон пластину отправляют на завод на переработку, поскольку размеры сколов, образующихся на сторонах во время обработки, не позволяют подвергать ее переточке, а толщина пластины выбрана минимально-необходимой, исходя из условий жесткости.
Таким образом, задачами, на решение которых направлено данное изобретение, являются повышение стойкости и экономичности данного инструмента.
Поставленные задачи достигаются тем, что в известной конструкции фрезы с механическим креплением неперетачиваемых пластин, содержащей корпус с посадочными местами, в которых расположены неперетачиваемые пластины, установленные с возможностью поворота относительно своей оси и перестановки для использования опорной поверхности в качестве режущей, при этом каждая пластина выполнена с центральным сквозным отверстием для ее фиксации в корпусе с помощью закрепляющего элемента с головкой, согласно изобретению, фреза снабжена дополнительными, идентичными основным неперетачиваемыми пластинами, каждая из которых размещена в тех посадочных местах корпуса, в которых расположены основные неперетачиваемые пластины, при этом одна из пластин расположена сверху, а другая - снизу, с сопряжением одна с другой по одной из торцевых поверхностей, при этом дополнительные неперетачиваемые пластины установлены с возможностью поворота вокруг своей оси и перестановки для использования их опорных поверхностей в качестве режущих, каждая пара из основной и дополнительной неперетачиваемых пластин установлена с возможностью перестановки, для изменения их места в посадочном месте корпуса, на одном из торцев каждой неперетачиваемой пластины выполнен фигурный паз, а закрепляющий элемент выполнен в виде шпильки с выступом на наружной поверхности в случае сопряжения основной и дополнительной неперетачиваемых пластин торцами с указанным фигурным пазом, причем размеры и конфигурация указанного выступа шпильки идентичны размерам и конфигурации образованного паза или закрепляющего элемента в виде винта в случае сопряжения основной и дополнительной неперетачиваемых пластин другими торцами.
При этом в каждом из посадочных мест корпуса выполнено сквозное отверстие, расположенное соосно отверстиям в неперетачиваемых пластинах.
Кроме того, противоположный головке конец закрепляющего элемента в случае сопряжения пластин торцами, имеющими фигурный паз, выполнен в виде многогранника.
Дополнительно фреза снабжена фиксирующими гайками, установленными на головках закрепляющих элементов в случае сопряжения неперетачиваемых пластин торцами, имеющими фигурный паз.
Кроме того, фреза снабжена фиксирующими гайками, установленными на концах закрепляющих элементов, противоположных головкам.
Наличие в конструкции фрезы дополнительных, идентичных основным неперетачиваемых пластин, каждая из которых размещена в тех же посадочных местах корпуса, в которых расположены основные неперетачиваемые пластины, при этом одна из пластин расположена сверху, а другая - снизу с сопряжением одна с другой по одной из торцовых поверхностей, и которые при этом установлены с возможностью поворота вокруг своей оси и перестановки для использования их опорных поверхностей в качестве режущих и установка в то же время каждой пары из основной и дополнительной неперетачиваемой пластин с возможностью перестановки для изменения их места в посадочном месте корпуса позволяет значительно повысить стойкость фрезы и как следствие ее экономичность.
Это достигается за счет того, что после затупления одной из пластин, установленной в посадочном месте по ее режущей, а после перестановки (переворачивания) и по ее опорной поверхности, она может быть переставлена вниз посадочного места, а на нее устанавливается другая пластина, бывшая до этого внизу, и используются ее аналогичные поверхности.
Кроме того, этому еще в большей степени способствует и тот факт, что нижняя пластина, во-первых, способствует предотвращению повреждения корпуса в случае поломки верхней (режущей) пластины и, во-вторых, является надежной жесткой опорой верхней пластины, причем, чем выше ее твердость, тем реже поломки и выкрашивание верхних (режущих) пластин, поскольку, чем тверже материала нижней (опорной) пластины, тем надежней удается избежать появления изгибающих напряжений, вызывающих поломку и выкрашивание верхней (режущей) пластины.
Выполнение на одном из торцев каждой неперетачиваемой пластины фигурного паза еще в большей степени способствует повышению экономичности инструмента, без снижения его стойкости. Это обеспечивается за счет экономии дорогостоящего материала, из которого изготовлены данные пластины.
Наличие в торцах пластин этих фигурных пазов и в случае сопряжения основной и дополнительной пластин этими торцами выполнение закрепляющего элемента в виде шпильки с выступом на его наружной поверхности, конфигурация и размеры которого идентичны конфигурации и размерам образованного суммарного паза, а в случае их сопряжения другими торцами - в виде винта, в еще большей степени способствует повышению стойкости данного инструмента и как следствие его экономичности. Это обеспечивается за счет того, что благодаря такому исполнению закрепляющих элементов и пластин осуществляется быстрый и удобный поворот режущей поверхности пластины по мере ее затупления.
Снабжение каждого посадочного места в корпусе сквозным отверстием, выполненным соосным отверстиям в пластинах, также способствует повышению стойкости конструкции, поскольку благодаря этому обеспечивается более надежное крепление пластин в посадочных местах и более удобное осуществление их перестановки и поворота.
Это же в свою очередь повышает экономичность конструкции за счет снижения материалоемкости.
Выполнение противоположного головке конца закрепляющего элемента в случае сопряжения пластин торцами, содержащими фигурный паз, в виде многогранника способствует удобному и быстрому осуществлению поворота режущей пластины относительно своей оси в случае затупления очередного элемента режущей поверхности, что также повышает стойкость конструкции и как следствие ее экономичность.
Снабжение головки закрепляющего элемента в случае сопряжения пластин торцами, содержащими фигурный паз, а также каждого из противоположных головке концов закрепляющего элемента фиксирующими гайками еще в большей степени способствует повышению стойкости конструкции фрезы за счет повышения надежности крепления пластин в корпусе, что в свою очередь, повышает экономичность фрезы.
Совокупность существенных признаков заявляемого объекта устройства не следует явным образом из изученного уровня техники, поэтому заявитель считает, что оно является новым и имеет изобретательский уровень.
Конструкция может найти широкое применение в инструментальной промышленности, т.е. она является промышленно применимой.
Сущность изобретения поясняется чертежами.
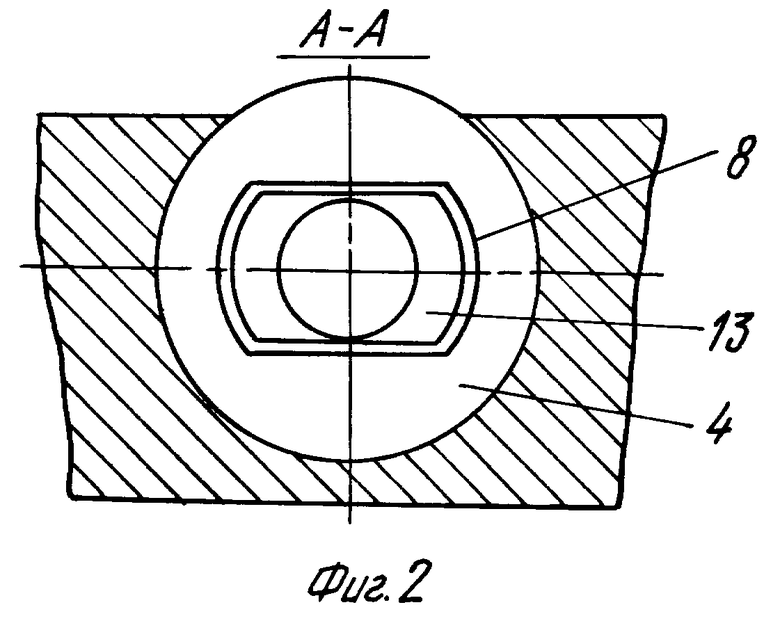
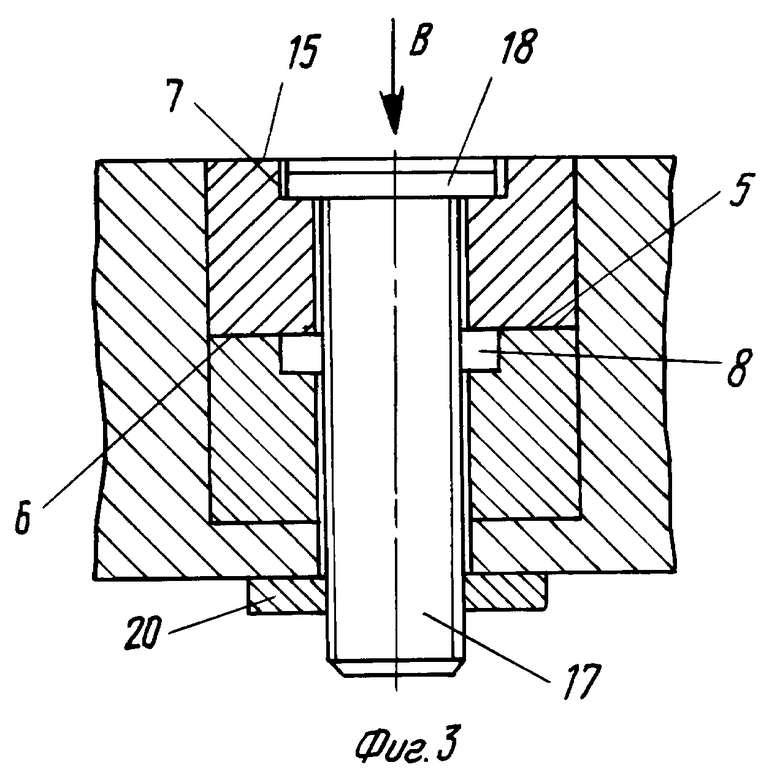
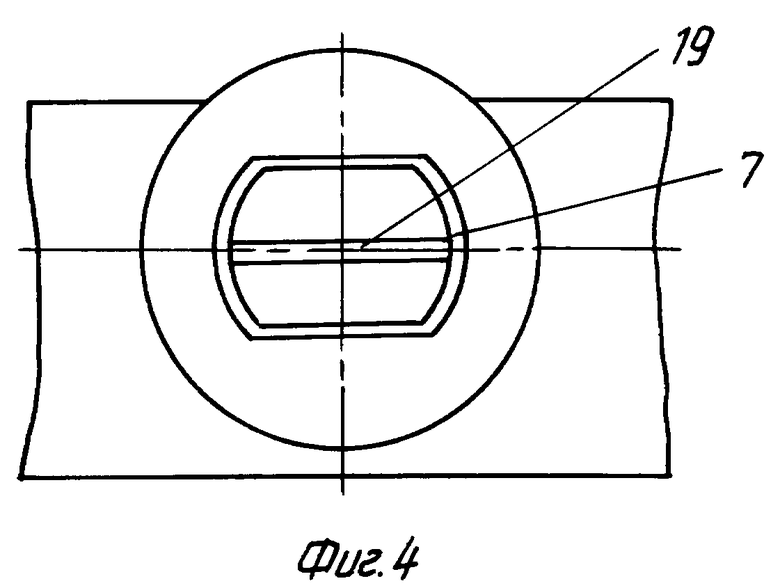
На фиг. 1 изображен общий вид заявляемой конструкции фрезы (вариант 1), на фиг. 2 - вид A-A варианта 1, на фиг. 3 - общий вид устройства (вариант 2); на фиг. 4 - вид B-B варианта 2.
Торцовая фреза со сменными пластинами типа ВКЗМ-12133-150400, предназначенная для получистовой и чистовой обработки стали, чугуна и др. материалов, состоит из корпуса 1, в котором расположены пластины 3 и 4. Пластина 3 расположена при этом сверху и является ружущей. Опорная торцовая поверхность 5 пластины 3 сопряжена с передней торцовой поверхностью 6 пластины 4. Эти же сопряженные торцовые поверхности 5 и 6 снабжены фигурными пазами 7 и 8.
Пластины 3 и 4 имеют соосные сквозные отверстия 9 и 10.
Посадочное место 2 под эти пластины 3 и 4 также снабжено сквозным отверстием 11, выполненным соосным отверстиям 9 и 10 пластин 3 и 4.
При таком расположении пластин 3 и 4, т.е. когда они сопряжены торцовыми поверхностями 5 и 6, в которых выполнены фигурные пазы 7 и 8, крепление их в корпусе 1 осуществляется с помощью закрепляющего элемента, выполненного в виде шпильки 12 с выступом 13, расположенным на его наружной поверхности, конфигурация и размеры которого идентичны конфигурации и размерам образованного суммарного паза.
В этом случае противоположный головке конец шпильки 12 выполнен в виде многогранника 14.
В случае сопряжения пластин 3 и 4 торцовыми поверхностями 15 и 16 закрепляющий элемент выполнен в виде винта 17 с потайной головкой 18 с прорезью 19.
В обоих случаях шпилька 12 и винт 17 снабжены гайкой 20, фиксирующей шпилькой 12 или винтом 17 пластины 3 и 4 в корпусе 1. Шпилька 12 содержит фиксирующую гайку 21 вместо головки.
Фреза собирается следующим образом. В посадочные места 2, в корпусе 1 вниз устанавливаются основные пластины 4, торцовые поверхности которых 16 являются опорными, а в торцовых поверхностях 6 выполнены фигурные пазы 8. Сверху на основные пластины 4 устанавливаются дополнительные пластины 3, в торцовых поверхностях 5 которых выполнены фигурные пазы 7. Торцовые поверхности 15 являются режущими (или передними).
Фиксирование пластин 3 и 4 в корпусе осуществляется с помощью гаек 20 и 21. При этом пластины 3 и 4 в данном случае нанизываются отверстиями 9 и 10 на шпильку 12 - пластина 3 со стороны головки шпильки 12, а пластина 4 - с противоположной головке стороны. После этого противоположный головке конец шпильки 2 вставляется в сквозное отверстие 11 в посадочном месте 2 корпуса 1 и фиксируется гайкой 20. После этого набор пластин фиксируется в корпусе гайкой 20.
После износа одного фрагмента режущей поверхности 15 каждой из пластин 3 осуществляют регулирование положение неперетачиваемых пластин 3 относительно оси с помощью торцового ключа с квадратной головкой, поворачивая многогранник 14 шпильки 12 на нужный угол.
При этом, поворачивая ключом (не показан) многогранник 14 с выступом 13 шпильки 12, пластина 3 поворачивается на требуемый угол благодаря конфигурации суммарного паза 7-8 и выступа 13.
После износа режущей или передней поверхности 15 пластина 3 переставляется (переворачивается) и теперь режущей или передней поверхностью становится поверхность 5, бывшая до этого опорной. При таком расположении пластин 3 и 4 крепление пластин 3 и 4 в корпусе осуществляется с помощью винта 17 с потайной головкой 18 с прорезью 19, причем головка 18 помещается в фигурный паз 7 пластины 3. Фиксирование пластин 3 и 4 в корпусе осуществляется с помощью гайки 20.
Для регулирования положения неперетачиваемой пластины 3 относительно оси достаточно вставить инструмент (отвертку) в прорезь 19 на потайной головке 18 винта 17 и повернуть его на нужный угол.
Для осуществления поворота пластины 3 несколько ослабляется гайка 20 шпильки 12 и винта 17.
При затуплении режущей (передней) поверхности 5 пластины 3 осуществляют перестановку пластин 3 и 4 относительно друг друга, т.е. пластину 3 устанавливают в посадочном месте 2 вниз, а сверху на нее устанавливают неперетачиваемую пластину 4, например, с поверхностью 16 в качестве режущей. И если в этом случае пластина сопрягается с пластиной поверхностями 5 и 6, то сборка, поворот и перестановка пластин осуществляются описанным выше способом.
После затупления фрагмента передней, режущей поверхности 16 пластины 3 достаточно несколько повернуть пластины 3 и 4, как было описано выше (случай сопряжения пластин 3 и 4 торцовыми поверхностями, содержащими фигурный паз). После окончательного износа передней (режущей) поверхности 16 пластины 3 ее переворачивают, как описано выше, и продолжают работать до полного износа этой поверхности. При этом закрепление пластин 3 и 4 в корпусе 1 осуществляется винтом 17.
При небольших глубинах резания каждую поверхность (переднюю режущую и опорную) пластин 3 и 4 по мере износа можно поворачивать 7-8 раз вокруг ее оси, благодаря чему стойкость инструмента повышается в 3 раза по сравнению с известными конструкциями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Режущий инструмент | 1981 |
|
SU1007841A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 2011 |
|
RU2482941C2 |
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| ТОРЦОВАЯ ФРЕЗА | 1993 |
|
RU2090316C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| ОХВАТЫВАЮЩИЙ ЗЕНКЕРНЫЙ ИНСТРУМЕНТ И СПОСОБ ВЫПОЛНЕНИЯ ДУГООБРАЗНЫХ ПАЗОВ | 1997 |
|
RU2189297C2 |
Изобретение относится к обработке металлов, производству режущих инструментов. Технический результат: повышение стойкости и экономичности фрезы. Фреза содержит корпус, в посадочных местах которого установлены одна на другой с возможностью перестановки основная и дополнительная идентичные неперетачиваемые пластины. Пластины установлены с возможностью поворота вокруг своей оси и перестановки для использования опорной поверхности в качестве режущей. Каждая пластина выполнена с центральным отверстием и фигурным пазом на одном из торцов. В случае сопряжения основной и дополнительной неперетачиваемых пластин торцами с указанным пазом закрепляющий элемент для их фиксации выполнен в виде шпильки с выступом, размеры и конфигурация которого идентичны размерам и конфигурации образованного паза. В случае сопряжения неперетачиваемых пластин другими торцами закрепляющий элемент выполнен в виде винта. 4 з.п. ф-лы, 4 ил.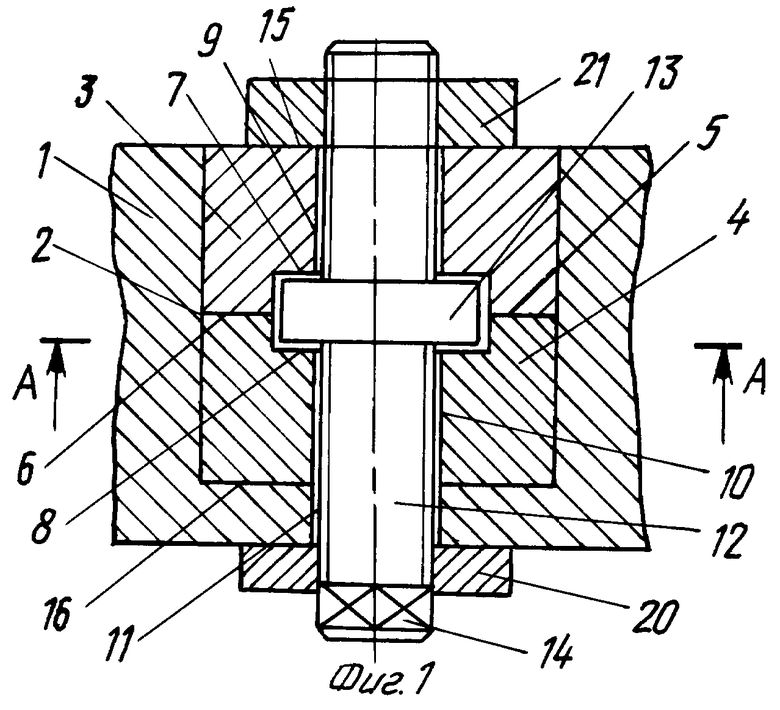
| КУВШИНСКИЙ В.В | |||
| Фрезерование | |||
| - М.: Машиностроение, 1977, с.143 - 145, рис.62е | |||
| Режущий инструмент, оснащенный пластинками твердого сплава, в частности, фрезы и резцы | 1951 |
|
SU93123A1 |
| Режущий инструмент | 1979 |
|
SU804239A1 |
| Сборный инструмент | 1986 |
|
SU1445871A1 |
| Фреза | 1990 |
|
SU1787074A3 |
| US 5346336, 13.09.1994 | |||
| DE 4430171 А1, 29.02.1996 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
