(54) УСТРОЙСТВО ДЛЯ НАПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН НА ДЕРЖАВКУ РЕЖУЩЕГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для напайки износостойких пластин | 1990 |
|
SU1748983A1 |
| Устройство для крепления под пайку твердосплавной пластины к державке режущего инструмента | 1980 |
|
SU929370A1 |
| Устройство для шагового перемещения изделий | 1986 |
|
SU1447727A1 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| УСТРОЙСТВО для НАПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН НА ДЕРЖАВКУ ИНСТРУМЕНТА | 1969 |
|
SU238329A1 |
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1969 |
|
SU253561A1 |
| УСТРОЙСТВО для ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU311714A1 |
| Полуавтомат для пайки инструмента | 1974 |
|
SU575192A1 |
| Полуавтомат для пайки твердосплавных пластин с державками режущего инструмента | 1984 |
|
SU1465224A1 |
| Устройство для механизированной пайки инструмента | 1975 |
|
SU617211A1 |
1
Изобретение относится к пайке и может быть использовано в инструментальном производстве для напайки твердосплавных пластин на державки режуш,его инструмента.
Известно устройство для напайки твердосплавной пластины на державку режущего инструмента, содержаш,ее станину с копиром и приводной планшайбой, на которой смонтированы радиально расположенные зажимные устройства, каждое из которых выполнено в виде 2-х рычажных захватов 1.
Недостатками известного устройства являются невысокая производительность и недостаточная точность ориентации твердосплавной пластины относительно державки. . Наиболее близким к изобретению является устройство для высокочастотной пайки пластин с державками, содержащее станину, на которой смонтированы механизм ориентации твердосплавной пластины, индуктор, узел фиксирования твердосплавной пластины на державке, узел транспортирования .державки 2.
Недостатками устройства являются невысокая производительность, недостаточная точность ориентации твердосплавной пластины относительно державки, а также наличие вредного воздействия токов высокой частоты на обслуживающий персонал.
Цель изобретения - повышение производительности и точности ориентации твердосплавной пластины относительно держав5 кн.
Указанная цель достигается тем, что устройство для напайки твердосплавных пластин на державку инструмента, содержащее станину с механизмом ориентации твер,Q досплавной пластины, выполненным в виде спаренных поворотных подпружиненных захватов, индуктор и узел транспортирования, снабжено закрепленным на станине узлом фиксации твердосплавной пластины, выполненным в виде смонтированных симметрично вдоль оси станины двух штанг с индивидуальными приводами возвратно-поступательного и вращательного перемещений, жестко закрепленных на щтангах упоров, соединенных со свободно установленными
2Q на щтангах подпружиненными относительно упоров прихватами, и неподвижных ограничителей, установленных с возможностью взаимодействия с прихватами, а узел транспортирования снабжен фиксаторами, симметрично установленными вдоль оси станины
с возможностью поочередного касания с помянутыми упорами.
MexaiiK3M , ориентации дополнительно снабжен второй парой захватов, установленных на оси поворота первой пары.
Кроме того, механизм ориентации и узел фиксации смонтированы на станине за индуктором в направлении перемещения изделия.
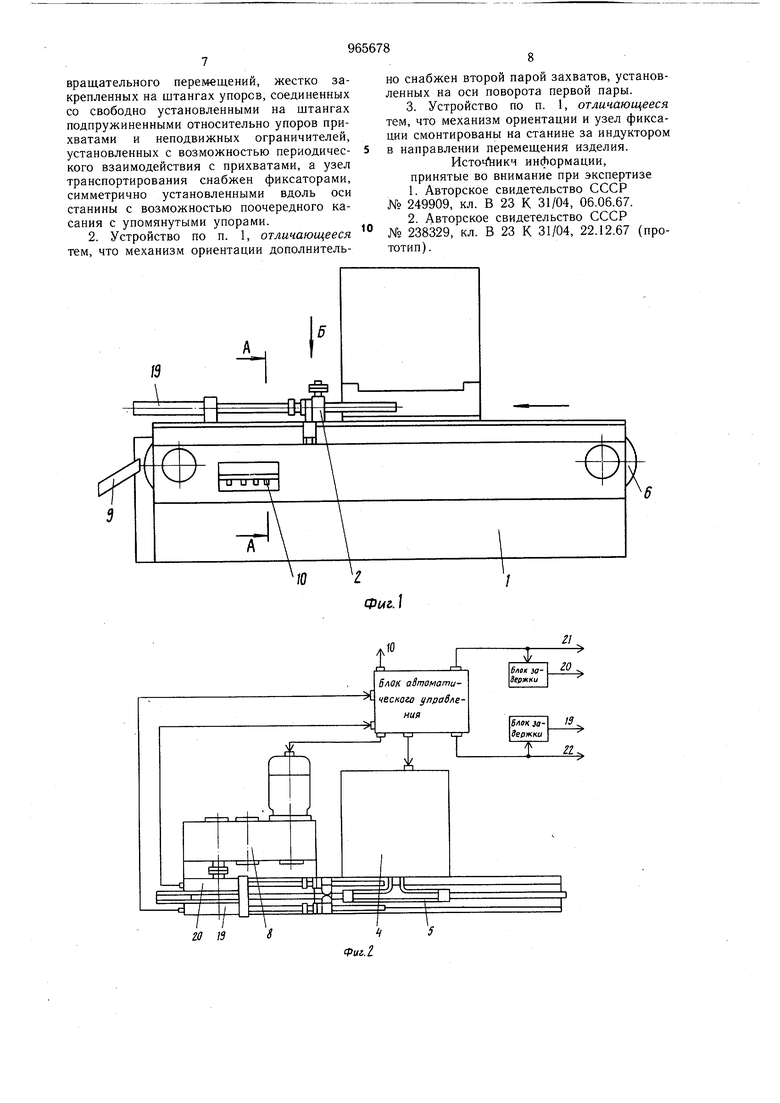
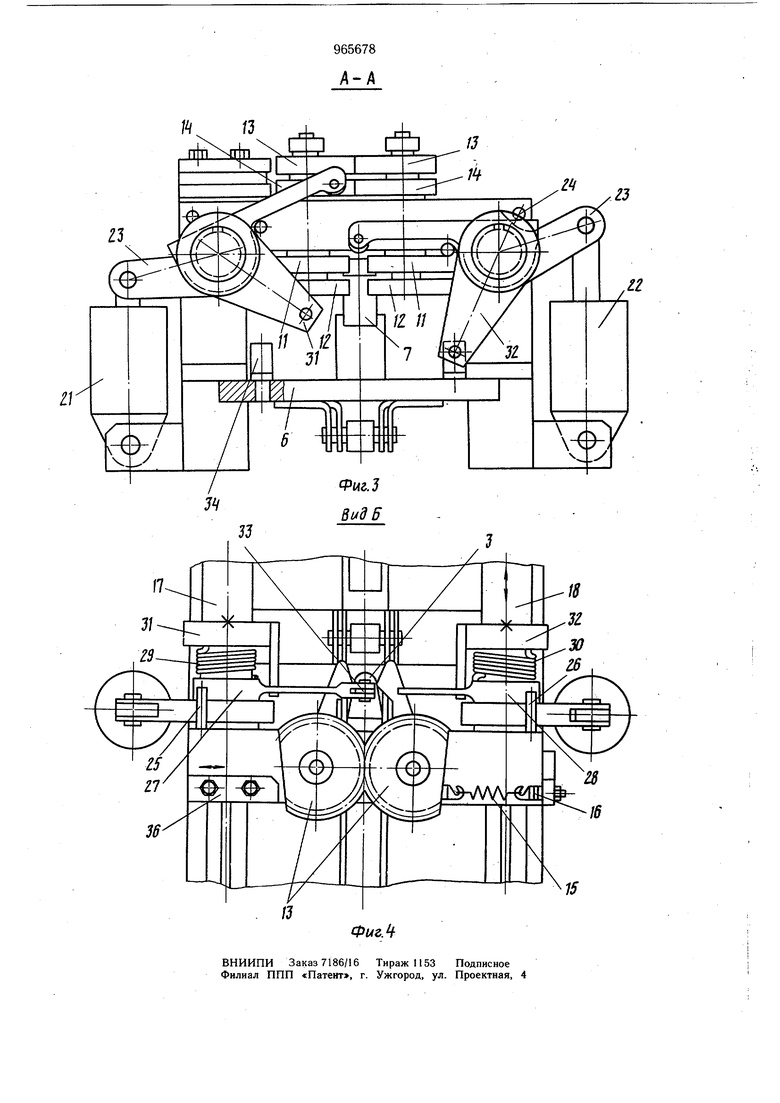
На фиг. 1 показана установка, общий вид, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - вид Б (повернут).
На станине 1 смонтированы механизм ориентации 2 твердосплавной пластины 3, блок питания 4 током высокой частоты (ТВЧ) с индуктором 5, узел транспортирования 6 державки 7, выполненный, например, в виде транспортера Непрерывного действия, блок привода 8, лоток 9 для отвода готовой продукции, спреерное устройство 10 для охлаждения цепи узла транспортирования 6, а также узел фиксирования твердосплавной пластины 3 на державке 7.
Механизм ориентации 2 твердосплавной пластины 3 содержит верхнюю 1 и нижнюю 12 пары захватов, каждая из которых выполнена с возможностью синхронного разнонаправленного подпружиненного поворота в горизонтальной плоскости, что обеспечивается дву.мя парами шестерен 13 и 14. Одна из шестерен каждой пары через пружину 15 соединена с регулируемым упором 16 (на фиг. 4 показана только одна пружина 151. Захваты каждой нары расположены симметрично по обе стороны относительно продольной оси станины 1, а оси поворота каждой папы захватов совмещены. Узел фиксации твердосплавной пластины 3 на державке 7 содержит две штангн 17 и 18, расположенные горизонтально и си.мметрично относительно продольной оси станины 1, пневмоцилиндры 19, 20 и 21, 22 для обеспечения одновременного и поочередного фиксированных соответственно возвратно-прступательного и враидательного перемещений щтанг 17 и 18, что обеспечивается соединением коромысла 23 штока ннев.моцилиндров 21или 22 со щтанга,ми 17 и 18 по скользящей шпонке 24. Узел фиксации содержит также неподвижные ограничители 25, 26 и прихваты 27, 28, свободно установленные соответственно на штангах 17 и 18. Каждый из прихватов 27 и 28 соответственно через пружины 29 и 30 соединен с упорами 3 и 32, жестко связанными со штангами 17 и 18. Таким образом, каждый из прихватов 27 и 28 выполнен с возможностью подпружиненного поворота вокруг продольной оси соответствующей штанги между соответствующими упорами и неподвижным ограничителем.
На концах каждого из прихватов 27 и 28 емонтировано выполненное с возможностью проворачивания колесо 33.
На узле транспортирования 6 державки 7 смонтированы фиксаторы 34 и 35, выпол(еиные с воз.чожностью поочередн.ого касания упоров 31 и 32 по мере перемещения транспортера, и расположенные симметрично относительно продольной оси станины 1 (на фиг. 3 показаны только два фиксатора, в действительности фиксаторы расположены по всей длине транспортера). Начальное схождение захватов II и 12 устанавливается регулируемым упором 36, выполненным с воз.можностью возвратно-поступательного перемещения перпендикулярно продольной оси станины 1, в зависимости от конкретного типоразмера державки 7. Механизм ориентации 2, узел фиксации твердосплавной пластины 3 на державке 7 смонтированы на станине 1 за индуктором 5 в направлении перемещения узла транспортирования 6, показанным стрелкой на фиг. 1.
Устройство работает следующим образом.
Включение.м блока 8 приводится в непрерывное движение узел транспортирования 6. Собранные вместе с припоем державка 7 и твердосплавная пластина 3 вручную устанавливаются jfa узел транспортирования 6 при.мерно по продольной оси станины 1. Проходя через индуктор 5, питаемр 1Й ТВЧ от блока питания 4, державка 7 с твердосплавной пластиной 3 нагреваются до заданной температуры, и припой расплавляется. В таком cocтoяF ии инструмент попадает в механизм ориентации 2. Державка 7 и твердосплавная пластина .3 входят в соприкосновение соответственно с нижней 12 и верхней 11 парами захватов и раздвигают их. За счет подпружиненного синхронного разнонаправленного разворота захватов, что обеспечивается парами щестерен 13 и 14, пружинами 15 и угюром 16 твердосплавная пластина 3 точно ориентируется относительно державки 7, которая, в свою очередь, получает точную ориентацию относите;П))Ю продольной оси станины 1. Далее осуществляется фиксация твердосплавной пластины 3 на державке 7 при сохранении их взаимного расположения в течение времени схватывания припоя.
По окончании ориентации фиксатор 35 входит в соприкосновение с упором 32 и начинает перемещать его, а значит, штангу 18 и прихват 28, который в этот момент удерживается от соприкосновения с твердосплавной пластиной 3 неподвижным ограничителем 26. По мере перемещения штанги 18 прихват 28 выходит из-под ограничителя 26 и с усилием, определяемым пружиной 30, прижимает колесом 33 твердосплавную пластину 3 к державке 7. Колесо 33 обеспечивает уменьшение влияния непараллельности перемещения щтанги 18 и собранных державки 7 с твердосплавной пластиной 3.
Прижим твердосплавной пластины 3 к державке 7 прихватом 28 осуществляется В течение заданного времени, необходимого для застывания припоя, срабатывает датчик (на фиг. 1-4 не показан), подающий давление в пневмоцилиндр 22, шток которого опускается и -коромысло 23 поворачивает по часовой стрелке (фиг. 3) штангу 18 относительно ее продольной оси. При этом прихват 28 поднимается вверх упором 32, который, в свою очередь, тоже поднимаясь, выходит из соприкосновения с фиксатором 35. Собранный режущий инструмент перемещается узлом транспортирования к лотку 9 для отвода готовой продукции, а штанга 18 пневмоцилиндрами 20 и 22 возвращается в исходное положение. В тот мо.мент, когда упор 32 выходит из соприкосновения с фиксатором 35, выполняется ориентация следующих державки 7 и твердосплавной пластины 3, а фиксацию последней на державке 7 осуществляет прихват 28. Аналогично перемещается вперед штанга 17 после соприкосновения фиксатора 34 с упором 31. Прихват 28 по мере перемещения штанги 17 выходит из-под неподвижного ограничителя 25 и опух:тивщись прижимает колесом 33 твердосплавную пластину 3 к державке 7 очередного инструмента, поступившего из индуктора 5. Таким образом, прихваты 27 и 28 работают почередно по следующей циклограмме: перемещение вперед - прижим твердосплавной пластины к державке - сов.местное с ними перемещение вперед - подъем вверх -отход поднятого прихвата назад - опускание прихвата до соприкосновения с неподвижным ограничителем. Временной сдвиг в работе прихватов 27 и 28 составляет в зависимости от настройки установки 3-4 рабочих перемещений. За исключением операции загрузки на узел транспортирования державки с твердосплавной пластиной, все операции выполняются автоматически по командам блока автоматического управления (фиг. 2), входы которого подключены к выходам пневмоцилиндров 19 и 20, а выходы которого соединены со входом спреерного устройства 10. охлаждения цепи узла транспортирования 6, со входом блока питания 4, со входом блока привода 8, а также со входами пневмоцилиндров 21 и 22 непосредственно, а со входами пневмоцилиндров 19 и 20 через блоки задержки, Блок автоматического управления выполняет следующие функции: формирует команды на включение спреерного устройства 10, блока привода 8, блока питания 4; осуществляет периодический прием команд с датчиков, расположенных на штангах 17 и 18 в расчетные моменты времени, соответствующие застыванию припоя после пайки; датчики срабатывают, когда щтанга 17 или 18 переД1естится в крайнее заднее положение (в направлении перемещения державки с напаянной твердосплавной пластиной); по получении команд с датчиков формирует сигнал управления на пневмоцилиндры (если получена команда с датчика штанги 17, то сигнал управления формируется на пневмоцилиндры 20 и 21, если - с датчика щтанги 18, то сигнал управления формируется на пневмоцилиндры 19 и 22). При этом сигналы на пневмоцилиндры 21 и 22 подаются непосредственно (при подаче давления в пневмоцилиндр, например 22, его шток опускается и коромысло 23 поворачивает щтангу 18 относительно ее продольной оси), а на пневмоцилиндры 19 и 20через блоки задержки (задержка сигнала управления осуществляется на время, необходимое для поворота штанги вокруг ее продольной оси). Сигнал управления, поступивщий на пневмоцилиндры 19 или 20. возвращает щтангу (соответственно 17 или 18) в исходное положение. Устройство обеспечивает значитель1;)е повышение производительности напай -;. стабильность прочности паяного соединения за счет постоянства всех технологических параметров, включая усилие прижима твердосплавной пластины к державке, значительное повышение точности ориентации твердосплавной пластины относительно державки независимо от типоразмера режущего инструмента. Все это ведет к повышению стойкости режущего инструмента, снижению трудоемкости его заточки., снижению брака из-за растрескивания твердосплавной пластины вследствие высоких паечных внутренних напряжений. Раздельное выполнение операций загрузки и нагрева державок с твердоспдавными пластинами исключает воздействие ТВЧ на обслуживающий персонал. Ожидаемый экономический эффект от внедрения составляет более 200 тыс. руб. в год только на одном из предприятий угольной промышленности СССР. Формула изобретения 1. Устройство для напайки твердосплавных пластин на державку инструмента, содержащее станину с механизмом ориентации твердосплавной пластины, выполненным в виде спаренных поворотных подпружиненных захватов, индуктор и узел транспортирования, отличающееся тем, что, с целью повыщения производительности и точности ориентации твердосрлавной пластины относительно державки, устройство снабжено закрепленным на станине уз,Лом фиксации твердосплавной пластины, выполненным в виде смонтированных симметрично вдоль оси станины двух штанг с индивидуальными приводами возвратно-поступательного и
вращательного перемещении, жестко закрепленных на штангах упоров, соединенных со свободно установленными на щтангах подпружиненными относительно упоров прихватами и неподвижных ограничителей, установленных с возможностью периодического взаимодействия с прихватами, а узел транспортирования снабжен фиксаторами, симметрично установленными вдоль оси станины с возможностью поочередного касания с упомянутыми упорами.
принятые во внимание при экспертизе
№ 238329, кл. В 23 К 31/04, 22.12.67 (прототип ).
13
г/
Влак автоматического управления
