Изобретение относится к термообра- работке сварных труб, в частности к устройствам для термообработки.
Известно устройство для термообработки сварных швов, содержащее нагревательный элемент, помещенный в изолирующие гильзы, собранные в секции и закрепленные в каждой секции перемычкой, причем крайние секции имеют сквозной паз ||lj .
Известно также устройство для термической обработки сварных стыков горизонтально расположенных труб, содержащее зигзагообразный нагреватель в виде проволоки переменного сечения, размещенной в изолирующих трубках, клеммы соединения с источником тока и гибкую ленгу для крепления устройства на трубе .
Однако для использования известных устройств при термообработке необходимо укреплять их по периметру стяжной стальной лентой, укрывать двумя-тремя слоями асбестового полотна и сверху плотно закрывать специальным теплоизолирующим матом, т. е. требуется большое количество матов и теплоизолирующих прокладок для крепления устройства. Кроме того, известные устройства сложны в изготовлении, так как требуются керамические кольца и трубки трех различных видов, а также специальные проводники с переменным сечением. Большое количество сварных перемычек в этих устройствах обуславливает как сложность их
изготовления, так и сравнительно малый срок службы.
Цель изобретения - увеличение срока службы устройства и упрсвдение его изготовления.
Для этого нагреватель выполнен в
виде прямолинейных проводников постоянного сечения, а блоки установлены относительно друг друга с зазором, равном 0,О5-О,3 длины блока.
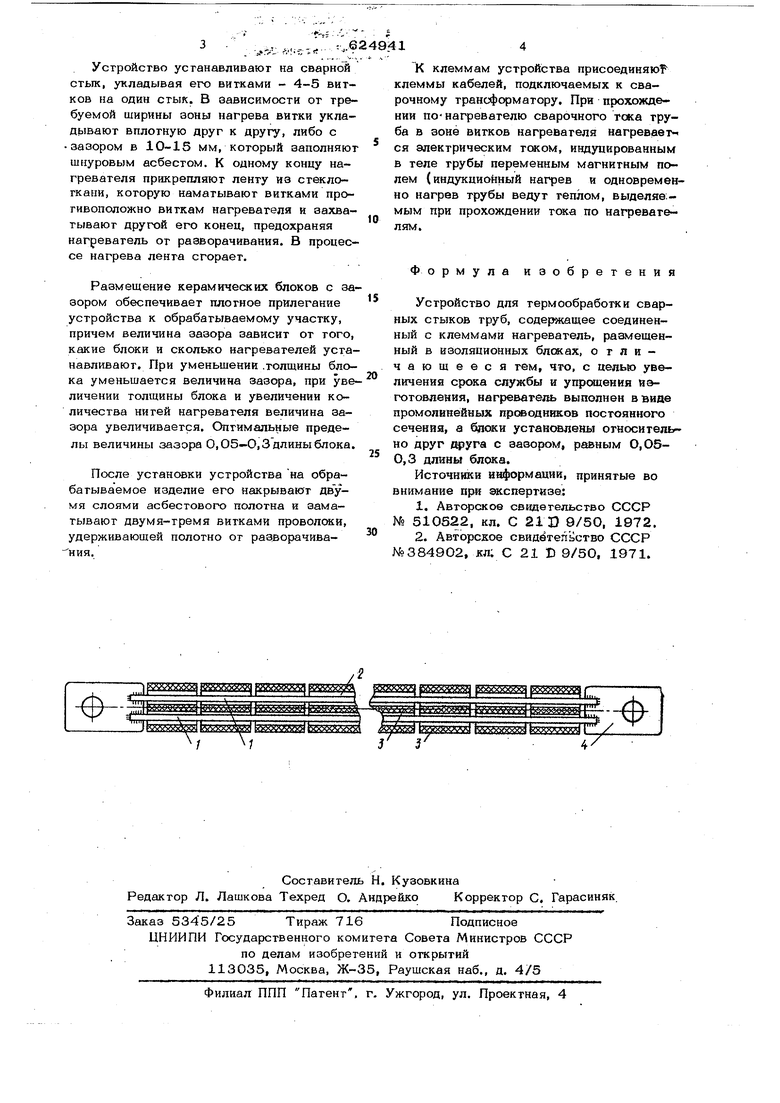
На чертеже изображено устройство для
термообработки сварных стыков труб.
Устройство имеет нагреватели 1, пропущенные через сквозные отверстия 2 в керамических блоках 3. Концы нагреваггелей соединены с клеммами 4. Устройсгво устанавливают на сварной стык, укладывая его витками - 4-5 витков на один стык. В зависимости от требуемой ширины зоны нагрева витки укладывают вплотную друг к другу, либо с зазором в 10-15 мм, который заполняют шнуровым асбестом. К одному концу нагревателя прикрепляют ленту из стеклоткани, которую наматывают витками противоположно виткам нагревателя и захватывают другой его конец, предохраняя нагреватель от разворачивания. В процессе нагрева лента сгорает. Размещение керамических блоков с за зором обеспечивает плотное прилегание устройства к обрабатываемому участку, причем величина зазора зависит от того, какие блоки и сколько нагревателей уста навливают. При уменьшении .толщины блока уменьшается величина зазора, при уве личении толщины блока и увеличении количества нитей нагревателя величина зазора увеличивается. Оптимальные пределы величины зазора 0,О5-0,3 длины блока. После установки устройства на обрабатываемое изделие его накрывают ДвУмя слоями асбестового полотна и заматывают двумя-тремя витками проволсжи, удерживающей полотно от разворачива-ния. К клеммам устройства присоединяю клеммы кабелей, подключаемых к сварочному трансч|)орматору. При прохождении по-нагревателю сварочного тока труба в зоне витков нагревателя нагревает-ся электрическим током, индуцированным в теле трубы переменным магнитным полем (индукционный нагрев и одновременно нагрев трубы ведут теплом, выделяе.мым при прохождении тсжа по нагревателям. Формула изобретения Устройство для термообработки сварных стыков труб, содержащее соединенный с клеммами нагреватель, размещенный в изоляционных блоках, отличающееся тем, что, с целью увеличения срока службы и упрощения изготовления, нагреватель выполнен в виде промолинейаых проводников постоянного сечения, а бдсаси установлены огносительг но друг друга с зазором равным О,О50,3 длины блока. Источники информации, принятые во внимание при экспертизе: 1.Авторсасое свидетельство СССР № 510522, кл. С 21D 9/50, 1972. 2.Авторское свидетельство СССР №384902, кл; С 21 D 9/50, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки сварного соединения | 1990 |
|
SU1786146A1 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2001 |
|
RU2190149C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| Гибкий водоохлаждаемый индуктор | 1981 |
|
SU1029428A1 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2001 |
|
RU2218510C2 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2002 |
|
RU2235937C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТАЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2557041C1 |
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |
| Устройство для термической обработки | 1989 |
|
SU1812224A1 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ ИЛИ СВАРНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2579850C2 |
