1
Изобретение относится к области обработки металлов давлением, а именно к устройствам для накатывания внутренней упругой резьбы.
Известен инструмент для изготовления резьбы в гайках, выполненный в виде двух ступеней, первая из которых представляет собой развертку, переходящую в метчик неполного профиля, а вторая - резьбодеформирующий метчик с калибрующим участком 1.
Наиболее близким рещеиием из известных является двухступенчатый метчик, состоящий из двух последовательно расположенных канавкообразующей и резьбодеформирующей ступеней с заборным .и калибрующим участками, имеющих одинаковый щаг выступов и жестко связанных между собой щейкой 2.
Недостаток указанных метчиков заключается в том, что они не могут быть использованы При изготовлении упругой резьбы в отверстии.
Целью изобретения является получение упругой резьбы.
Указанная цель достигается тем, что выступы резьбодеформ ирующей ступени смещены вдоль оси метчика на полшага относительно выступов на каиавкообразуюпдей ступени, причем длина пяейки с учетом длины заборного участка резьбодеформпрующей ступени меньше длины накатываемой резьбы.
Такое выполнение метчика обеспечивает получение упругой резьбы за счет преобразования канавки, образуемой канавкообразующей частью метчика, в полость при накатывании резьбы резьбодеформирующей частью метчика.
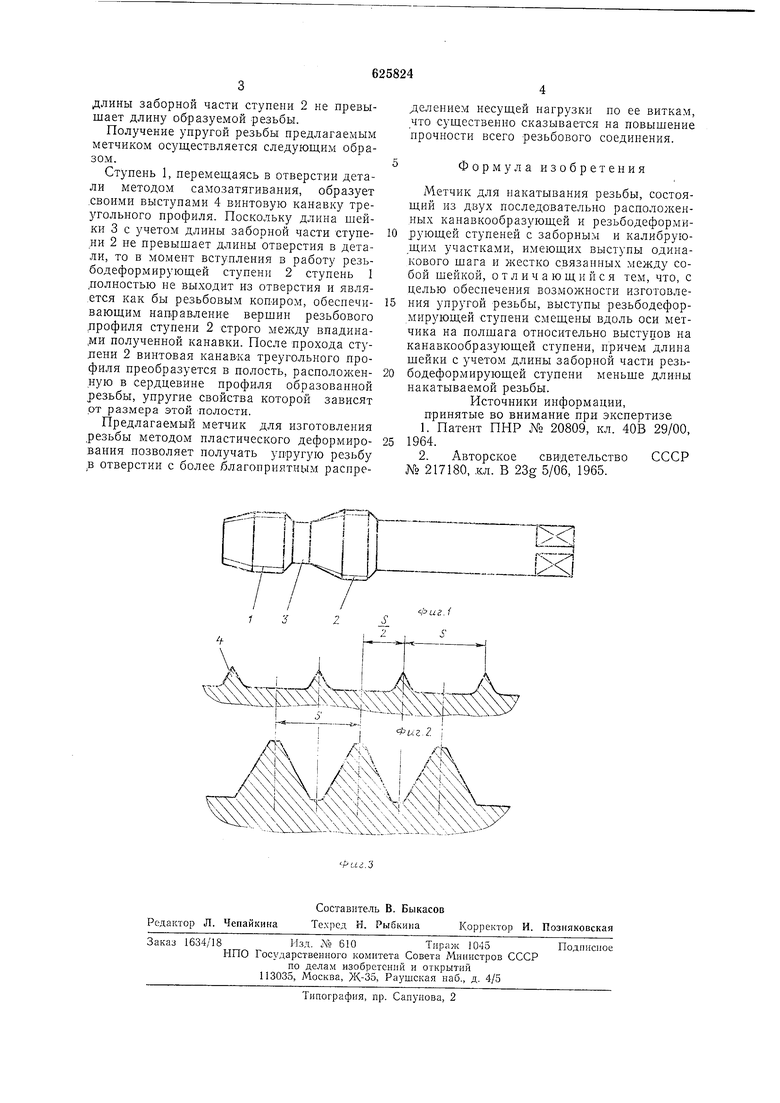
На фиг. 1 изображен метчик для изготовления упругой резьбы методом пластического деформирования; на фиг. 2 и 3 показаны профили канавкообразующей и резьбодеформирующей ступеией.
Метчик для изготовления упругой резьбы методом пластического деформирования содержит канавкообразующую ступень 1, обеспечивающую получение винтовой канавки треугольного профиля с шагом S, равным шагу 5 получаемой резьбы, методом резания или пластического деформирования. Резьбодеформирующая ступень 2 представляет собой бесструечный метчнк (по ГОСТу 18840-73), вершины профиля резьбы которого смещены вдоль оси метчиggpyjj jjj j
на полшага -;- относительно
к а
выступов канавкообразующей ступени. Ступень 2 жестко связана со ступенью 1 по,средством июикп 3, длина которой с учетом
длины заборной части ступени 2 не превышает длину образуемой резьбы.
Получение упругой резьбы предлагаемым метчиком осуществляется следующим образом.
Ступень 1, перемещаясь в отверстии детали методом самозатягивания, образует .своими выступами 4 винтовую канавку треугольного профиля. Поскольку длина шейки 3 с учетом длины заборной части ступе,ни 2 не превышает длины отверстия в детали, то в момент вступления в работу резьбодеформирующей ступени 2 ступень 1 полностью не выходит из отверстия и явля,ется как бы резьбовым коп-иром, обеспечивающим направление вершин резьбового лрофиля ступени 2 строго между впадина,ми полученной канавки. После прохода стулени 2 винтовая канавка треугольного профиля преобразуется в полость, расположенную в сердцевине профиля образованной резьбы, упругие свойства которой зависят от размера этой лолости.
Предлагаемый метчик для изготовления резьбы методом пластического деформирования позволяет получать упругую резьбу ,в отверстии с более благоприятным распределением несущей нагрузки по ее виткам, что существенно сказывается на повышение прочности всего резьбового соединения.
Формула изобретения
Метчик для накатывания резьбы, состоящий из двух последовательно располо;-кенных канавкообразующей и резьбодефор1мирующей ступеней с заборным и калибрующим участками, имеющих выступы одинакового шага и жестко связанных между собой шейкой, отличающийся тем, что, с целью обеспечения возможности изготовления упругой резьбы, выступы резьбодеформирующей ступени смещены вдоль оси метчика на полшага относительно выступов на канавкообразующей ступени, причем длина шейки с учетом длины заборной части резьбодеформирующей ступени меньше длины накатываемой резьбы.
Источники информации, принятые во внимание при экспертизе
1.Патент ППР № 20809, кл. 40В 29/00, 1964.
2.Авторское свидетельство СССР № 217180, .кл. В 23g 5/06, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Метчик бесстружечный | 1985 |
|
SU1243872A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| Метчик | 1985 |
|
SU1323266A1 |
