3
пресса, после чего к блоку прикладывается усилие и осуществляется горячее гидростатическое прессование капсулы 4 с порошком 5.
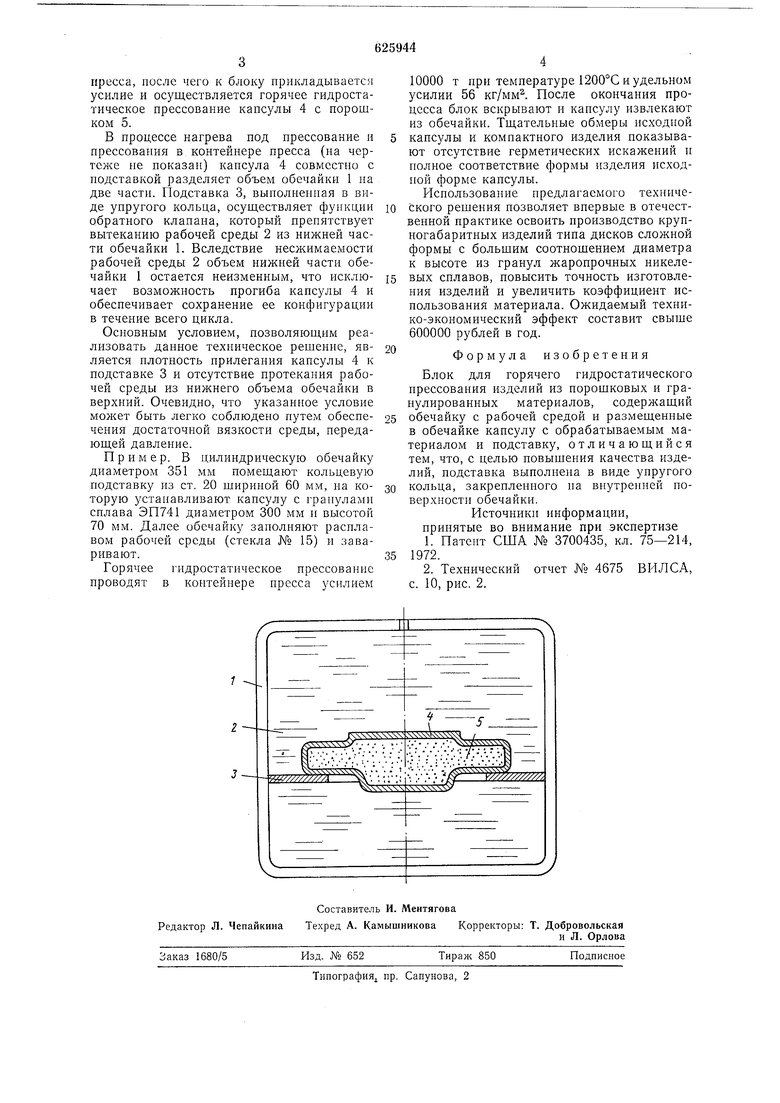
В процессе нагрева под прессование и прессования в контейнере пресса (па чертеже не показан) капсула 4 совместно с подставкой разделяет объем обечайки 1 на две части. Подставка 3, выполненная в внде упругого кольца, осуществляет функции обратного клапана, который препятствует вытеканию рабочей среды 2 из нижней части обечайки 1. Вследствие несжимаемости рабочей среды 2 объем нижней части обечайки 1 остается неизменным, что исключает возможность прогиба капсулы 4 и обеспечивает сохранение ее конфигурации в течение всего цикла.
Основным условием, позволяющим реализовать данное техническое рещение, неляется плотность прилегания кансулы 4 к подставке 3 и отсутствие протекания рабочей среды из нижнего объема обечайки в верхний. Очевидно, что указанное условие MOK-iBT быть легко соблюдено путем обеспечения достаточной вязкости среды, передающей давление.
Пример. В цилиндрическую обечайку диаметром 351 мм помещают кольцевую подставку на ст. 20 шириной 60 мм, на которую устанавливают капсулу с гранулами сплава ЭП741 диаметром 300 мм и высотой 70 мм. Далее обечайку заполняют расплавом рабочей среды (стекла № 15) и заваривают.
Горячее гидростатическое прессование проводят в контейнере нресса усилием
- W //////7/7
10000 т при температуре 1200°С и удельном усилии 56 кг/мм После окончания процесса блок вскрывают н капсулу извлекают из обечайки. Тщательные обмеры исходной кансулы н компактного изделия показывают отсутствие герметических искажений н полное соответствие формы изделия исходной форме капсулы.
Р1спользование нредлагаемого технического решения позволяет впервые в отечественной практике освоить производство крупногабаритных изделий типа дисков сложной формы с большим соотношением диаметра к высоте из гранул жаропрочных никелевых сплавов, повысить точность изготовления изделий и увеличить коэффициент использования материала. Ожидаемый технико-экономический эффект составит свыше 600000 рублей в год.
Формула изобретения
Блок для горячего гидростатического прессования изделий из порошковых и гранулированных материалов, содержащий обечайку с рабочей средой и размещенные в обечайке капсулу с обрабатываемым материалом и подставку, отличающийся тем, что, с целью повышения качества изделий, подставка выполнена в виде упругого кольца, закрепленного па внутренней новерхностн обечайки.
Источники информации,
нрииятые во внимание при экспертизе
1.Патент США № 3700435, кл. 75-214, 1972.
2.Технический отчет № 4675 ВИЛСА, с. 10, рис. 2.
ЩйШУг
Y////////////.
чЧЧХЧХХХУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячего прессования труднодеформируемых сплавов | 2017 |
|
RU2668646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК ИЗ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2201977C2 |
| Устройство для горячего гидростатического прессования порошка | 1982 |
|
SU1080932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОГО БЕСШОВНОГО ЛЕЙНЕРА ДЛЯ КОМПОЗИТНЫХ БАКОВ ИЗ ТИТАНОВЫХ СПЛАВОВ И ЛЕЙНЕР, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2014 |
|
RU2596538C2 |
| Способ изготовления компактных заготовок из гранул титановых сплавов | 1991 |
|
SU1787687A1 |
| Теплоизолирующий колпак печи газостата | 2022 |
|
RU2793353C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ГРАНУЛИРОВАННЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2014 |
|
RU2556848C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2002 |
|
RU2228960C1 |
| Установка горячего гидростатического деформирования изделий из порошковых материалов в капсулах | 1977 |
|
SU597511A1 |
| ЗАГОТОВКА ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU1739583C |
