Изобретение относится к области металлургии, а именно к способам обработки металлов давлением, и может быть использовано при горячем прессовании прутков из труднодеформируемых сплавов.
Уровень техники
Известны различные способы получения прессованных прутков из труднодеформируемых сплавов.
Известен способ изготовления сплошных биметаллических изделий, состоящих из сердцевины и оболочки, включающий совместное горячее прессование сборной заготовки в матрицу с приложением усилия к заднему торцу и получение сплошных биметаллических изделий с требуемыми геометрическими размерами слоев при минимальном количестве итераций (патент RU №2608119, В22С 23/22, приоритет 07.08.2015). Способ низко технологичен при малой толщине наружного слоя сборной заготовки.
Известны способы:
- полунепрерывного гидромеханического прессования заготовок с предварительным нанесением на них бингамовского пластика в виде плотно облегающей капсулы, подачей одной за другой в контейнер и прессовании через последовательно установленные деформирующую и калибрующую матрицы гидростатическим давлением рабочего агента (патент RU №2440864, B22J 5/04, приоритет 08.07.2010);
- изготовления прутков, состоящих из плакирующего материала и материала сердцевины, посредством комбинации процессов глубокой вытяжки и ударной экструзии (заявка WO №2012152235, В21С 23/22, приоритет 07.05.2011).
Способы требуют специального оборудования и поэтому недостаточно технологичны.
Известны также способы прессования прутков из заготовок в оболочке в виде чехла или плотно облегающей капсулы из пластичного материала, представляющей обечайку, закрытую с торцов крышками.
В частности, известно устройство для прессования прутков из композитных заготовок в оболочке, передняя крышка которой выполнена в виде сегмента сферической оболочки с вогнутой наружной поверхностью (патент RU №78706, В21С 23/00, приоритет 10.07.2008). Достаточно сложная форма капсулы снижает технологичность способа. Кроме того, затягивание более пластичного материала оболочки в пресс-утяжину снижает выход годного.
Наиболее близким к предлагаемому техническому решению по своей технической сущности и достигаемому эффекту является, принятый за прототип, способ прессования прутков из прочной заготовки, размещенной в оболочке, изготовленной из материала менее прочного, более пластичного, чем материал заготовки, и состоящей из обечайки с приваренными плоской задней и конической передней крышками, причем передняя крышка снабжена вкладышем из материала, соответствующего по прочностным свойствам материалу заготовки (патент RU №1605365, В21С 23/22, приоритет 15.05.1994). Как и в предыдущем способе, достаточно сложная форма оболочки также снижает технологичность способа, а затягивание материала оболочки в пресс-утяжину снижает выход годного.
Раскрытие изобретения
Задачей, на решение которой направлено предлагаемое изобретение, является повышение технологичности и увеличение выхода годного. Технический результат состоит в снижении затрат на изготовление капсулы и повышении выхода годного за счет увеличения длины используемой части прутка.
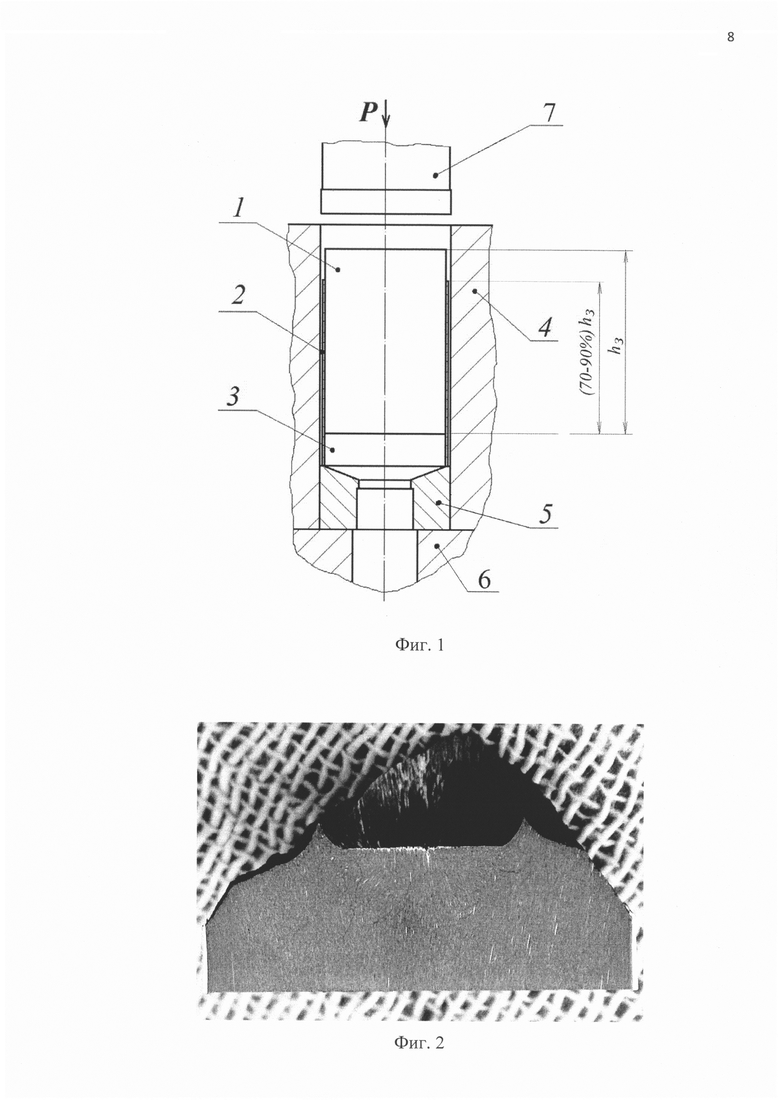
Технический результат достигается тем, что в известном способе горячего прессования в матрицу металлической заготовки, размещенной в оболочке из пластичного материала, используется оболочка, выполненная в форме стакана и состоящая из разъемных обечайки и передней шайбы, причем заготовка погружена в обечайку на 70-90% высоты заготовки.
Особенностью процесса прессования является разная скорость течения материала по сечению и по высоте заготовки. Трение о стенки контейнера затрудняет перемещение металла у стенок. При прессовании труднодеформируемых материалов с ограниченной пластичностью это приводит к поверхностному разрыву металла на поверхности прутка. Эффективным способом выравнивания скоростей течения периферийных и центральных слоев заготовки и снижения неравномерности деформации является прессование в оболочке из материала более пластичного, чем материал заготовки.
Однако прессование заготовки в оболочке в виде капсулы или чехла из пластичного металла приводит к затягиванию пластичного материала оболочки в пресс-утяжину, что снижает выход годного из-за уменьшения используемой длины прутка.
Предложенный способ позволяет повысить технологичность прежде всего за счет снижения затрат на изготовление оболочки. Оболочка в форме стакана состоит из обечайки, вальцованной, например, из листа со сварным швом или без него, и передней шайбы, отрезанной, например, от прутка нужного диаметра.
Обечайка и передняя шайба могут быть изготовлены из одного или разных материалов. Более пластичный материал обечайки обеспечивает уменьшение трения о стенки контейнера, позволяет выровнять скорость течения материала по сечению и по высоте заготовки и предотвратить разрыв металла на поверхности прутка. Более прочный материал передней шайбы позволяет избежать образования участка неустановившегося течения на переднем конце прутка.
Передняя шайба конструктивно может быть выполнена плоской или конической. В первом случае распрессовка передней шайбы происходит непосредственно перед выдавливанием, а заготовка принимает форму формообразующего участка матрицы.
Предотвратить или снизить эффект образования пресс-утяжины и повысить выход годного позволяет ограничение погружения заготовки в обечайку на 70-90% высоты заготовки (фиг. 1). При меньшей величине погружения пластичный металл обечайки не покрывает верхнюю часть боковой поверхности заготовки. При большем погружении пластичный металл обечайки может затягиваться в пресс-утяжину. Подбор соотношения прочности и пластичности материала обечайки позволяет обеспечить отсутствие разрывов металла на поверхности прутка и ограничить величину пресс-утяжины.
Осуществление изобретения
Пример 1. Прессование прутка из порошкового алюминиевого труднодеформируемого сплава САС-1-50 с пониженным температурным коэффициентом линейного расширения
Прессование выполняли на вертикальном трубопрутковом прессе мощностью 8 МН (фиг. 1). Заготовка 1 имела диаметр 95 мм и высоту hЗ=160 мм. Оболочка состояла из обечайки 2 высотой 0,75hЗ+hШ и передней шайбы 3 высотой hШ=25 мм. Прессование осуществляли из контейнера 4 диаметром 100 мм в матрицу 5, зафиксированную в матрицедержателе 6, имеющую коническую формирующую поверхность с углом в вершине конуса 120° и формирующий канал диаметром 52 мм. Обечайку 2 вальцевали из листа АМг 6 толщиной 2 мм, переднюю шайбу 3 отрезали от прутка из сплава АД-31. Заготовку 1 обезжиривали, обечайку 2 и переднюю шайбу 3 очищали химическим травлением.
Контейнер 4, матрицу 5, переднюю шайбу 3 и заготовку 1 нагревали до температуры 480°С. Пуансон 7 нагревали, заглубляя его в контейнер. Перед прессованием пуансон 7 поднимали, в контейнер 4 последовательно устанавливали матрицу 5, обечайку 2, переднюю шайбу 3, заготовку 1 и выполняли прессование.
На начальном этапе прессования происходит распрессовка передней шайбы, достаточная прочность материала передней шайбы обеспечивает начальное усилие продавливания, которое позволяет избежать образования участка неустановившегося течения на переднем конце прутка.
Предложенная величина погружения заготовки в обечайку на 70-90% высоты заготовки обеспечивает покрытие верхней части боковой поверхности заготовки материалом обечайки, снижая трение о стенки контейнера, и в то же время не приводит к затягиванию пластичного материала оболочки в пресс-утяжину. Пресс-утяжина в прутке отсутствует уже непосредственно под отрезным пуансоном. Наблюдаются следы материала обечайки на поверхности, образованной отрезным пуансоном, но пресс-утяжина на участке прутка, прилегающем к отрезному пуансону, и затягивание в нее материала оболочки отсутствуют (фиг. 2). Таким образом, весь пруток после торцовки выходит в годное.
Пример 2. Прессование прутка из порошкового алюминиевого труднодеформируемого сплава САС-1-50 аналогично примеру 1. Обечайка 2 оболочки имела высоту 0,95hЗ+hШ. Пресс-утяжина в прутке распространяется на 50-100 мм от заднего торца прутка, снижая выход годного.
Пример 3. Прессование прутка из порошкового алюминиевого труднодеформируемого сплава САС-1-50 аналогично примеру 1. Обечайка 2 оболочки имела высоту 0,6hЗ+hШ. На боковой поверхности прутка на длине около 1/3 длины от заднего торца имели место поверхностные разрывы металла.
Таким образом, техническим результатом предложенного решения является повышение технологичности за счет снижения затрат на изготовление оболочки и повышение выхода годного за счет отсутствия пресс-утяжины и увеличения длины используемой части прутка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ ДИАМЕТРОМ МЕНЕЕ 70 ММ ИЗ ПРЕЦИЗИОННОГО СПЛАВА МАРКИ Н70Х20Ф8Я7 МЕТОДОМ ГОРЯЧЕЙ ЭКСТРУЗИИ | 2023 |
|
RU2824780C1 |
| Способ производства прутков диаметром менее 60 мм из жаропрочного сплава на никелевой основе ВЖ175-ВИ методом горячей экструзии | 2020 |
|
RU2752819C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕССОВАННЫХ ПРОФИЛЕЙ | 2009 |
|
RU2411094C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| Способ прессования | 2024 |
|
RU2839896C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2022 |
|
RU2791198C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2228810C1 |
| Способ прессования металлов и сплавов | 1987 |
|
SU1440577A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 2000 |
|
RU2184633C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при горячем прессовании прутков из труднодеформируемых сплавов, в частности из порошковых алюминиевых труднодеформируемых сплавов. Способ включает прессование заготовки из труднодеформируемого сплава, размещенной в оболочке из пластичного материала, в матрицу. Оболочку выполняют в форме стакана из разъемных обечайки и передней шайбы, а заготовку погружают в обечайку на 70-90% своей высоты. Технический результат заключается в повышении выхода годного за счет отсутствия пресс-утяжины и увеличения длины используемой части прутка. 5 з.п. ф-лы, 2 ил.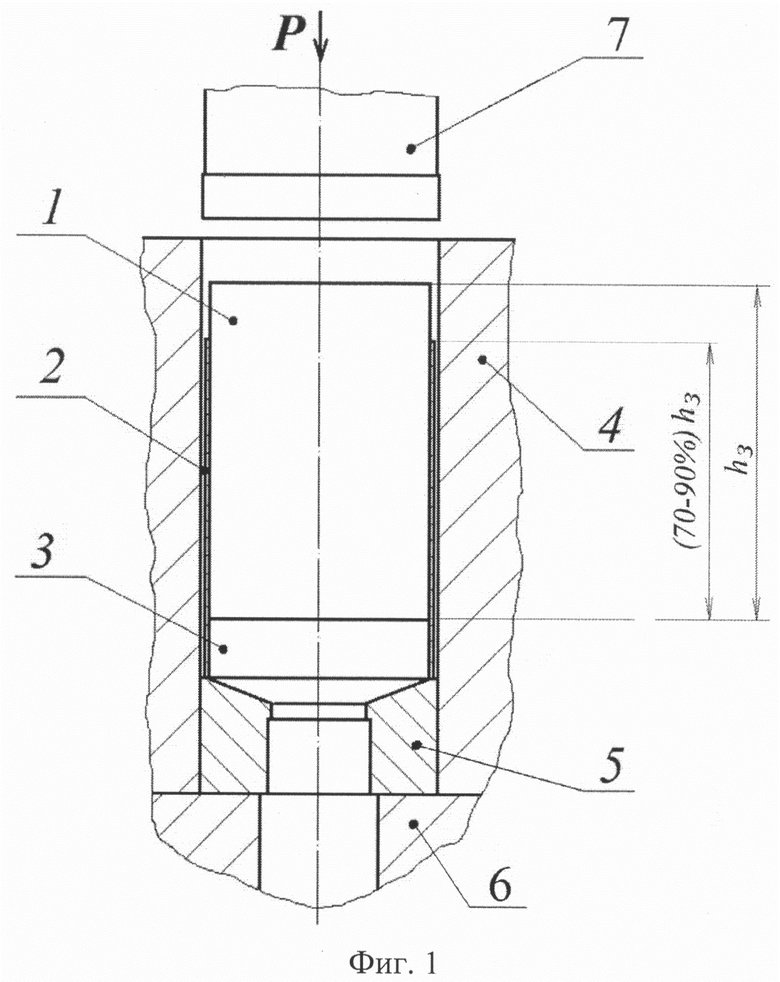
1. Способ горячего прессования труднодеформируемых сплавов в матрицу из заготовки, размещенной в оболочке из пластичного материала, отличающийся тем, что используют оболочку, выполненную в форме стакана из разъемных обечайки и передней шайбы, при этом заготовку погружают в обечайку на 70-90% высоты заготовки.
2. Способ по п. 1, отличающийся тем, что обечайку и переднюю шайбу выполняют из одного материала.
3. Способ по п. 1, отличающийся тем, что обечайку и переднюю шайбу выполняют из разных материалов.
4. Способ по п. 3, отличающийся тем, что переднюю шайбу выполняют из материала, близкого по прочностным свойствам материалу заготовки.
5. Способ по любому из пп.1-4, отличающийся тем, что переднюю шайбу выполняют плоской.
6. Способ по любому из пп. 1-4, отличающийся тем, что переднюю шайбу выполняют конической, конус которой соответствует формообразующей поверхности матрицы.
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ ЭКСТРУДИРОВАНИЯ | 1989 |
|
RU1605365C |
| Устройство для прессования труднодеформируемых материалов в оболочках | 1976 |
|
SU596317A1 |
| Заготовка для прессования труднодеформируемых материалов | 1979 |
|
SU902881A1 |
| SU 1676157 A1, 27.04.2002 | |||
| Способ прессования тугоплавких металлов | 1980 |
|
SU863049A1 |
| US 6116074 A1, 12.09.2000. | |||

