В предлагаемом аппарате для гальванического покрытия мелких деталей применен обычный качающийся лоток для обрабатываемых деталей. В отл.ичие от известных аппаратов в описываемом аппарате для транспортировки изделий по направлению длины лотка во время их обработки качающийся лоток снабжен двумя или более рядами наклонно установленных направляющих.
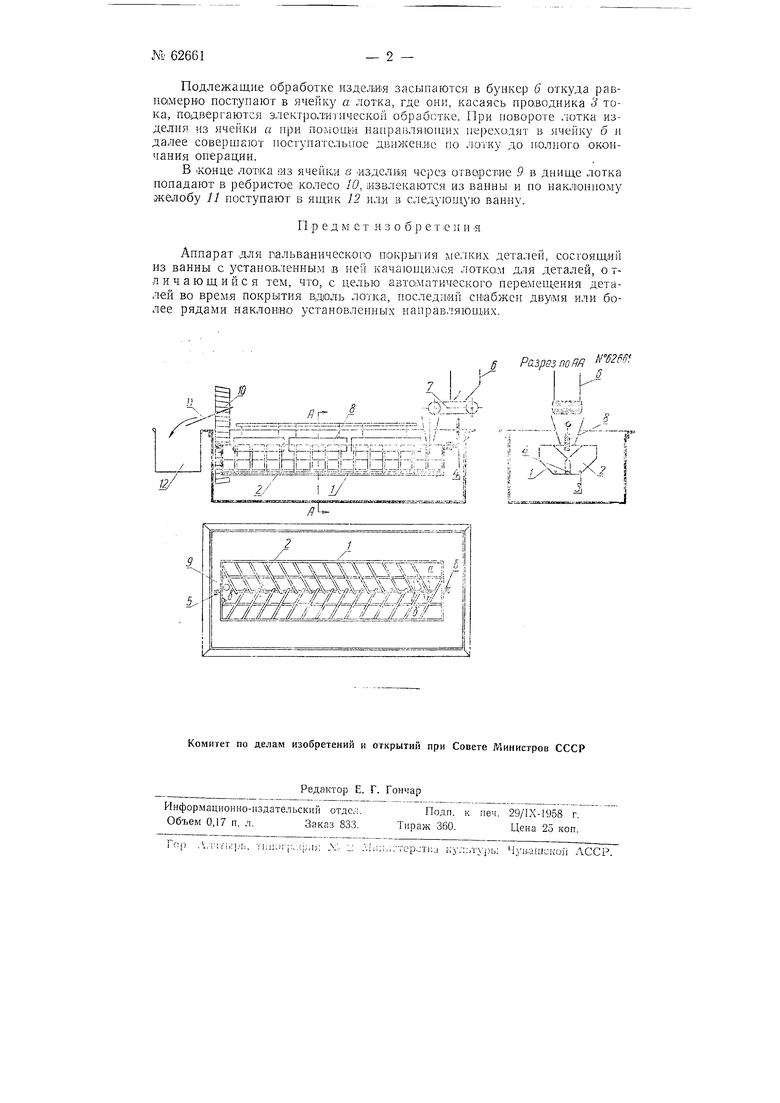
На чертеже изображен предлагаемый аппарат в двух проекциях.
Аппарат представляет собою гальваническую ванну с установленным в |ней ЛОТК10М для транспортировки и контакт)ирован:ия деталей. ЛОБОК состоит 1ИЗ основания 1 и наклонно установленных направляющих 2. В углах, образуемых днищем -л наклсн11ЫЛ и стенками лотка, по всей его длине проложены ме|Дные проводники 3 тока. На днище л:отка укреплено ребро 4 ДЛ|Я поворачивания деталей в процессе обработки. В верхней части торцовых стенок лотка укрепляются цапфы, при помощи которых вращается лоток. Материалом для изготовлевия лотка и направляющих может служить эбонит, текстолит, целлулоид, Л1 гнофоль, бук или другой материал, устойчивый к эл1сктрол;1та:м н имеющи/г ровную поверхность. Лоток устанавливается в ванну « при помощи приводного механизма ему сообщается периодическое возвратно-вращательное движение относительно оси 5-5. Общий уго, поворота оси лотка различен для различных изделий. Для круглых деталей угол может быть принят в 60- 70°, для деталей, имеющих плоск;;ие стороны,-больше 90°.
На одном конце ванны над лотком усганав;п1вается бункер б с пптателе/м 7, равномерно подаюнгий детали на обработку, а на противоположном ее конце-механиз, дл,я извлечения уже обработанных деталей. Крепление анодов 8 осуществляется на продольных бортах ванны. Комплект таких ванн образует аппарат, в котором автоматически совершается весь технологический цикл обработки деталей.
Подлежащие обработке изделия засыпаются в бункер 6 откуда равномерно поступают в ячейку а лотка, где они, касаясь проводника тока, подвергаются электролитической обработке. При повороте лотка изделия из ячейки а при помощи направляюпгих п:ерехО|Дят в ячейку б и далее совершают поступательное движенл-ьс по лотку до полного окончания операции.
В iKOHue лотка мз ячейки в -изделия через отварстие 9 в днище лотка попадают в ребристое колесо 10, извлекаются из ванны и по наклопному желобу 11 поступают в ящ:ик 12 ил.и в следуюпхую ваниу.
Пред м е т и з о б р е т ;е и и -я
Аппарат для пальвапического покрытия мелких деталей, состоящий из ванны с установленным iB ней качаюишмоя лотко.м для деталей, о тличающийся тем, что, с целью авто|Матического пере)мещ;ения деталей во времл покрытия вдюль лотка, последний снабжен двумя или более рядами наклонно установленных направляюп их.
§ Ъ
g .:EE2fE:HqE-5S H EEf ...Т/,./1.
П L,.., г л §71
I Н -г- УЙНЬ::УР ННтг1г -1 i i I u i Xf/ j
J .u dya;;:iu i i
tfl-j- /--4 / - --4 I j
11/ j
ff Разрззпот
о
7}к
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванических покрытий листов кровельного железа и других изделий | 1937 |
|
SU54961A1 |
| Устройство для лужения металлических изделий в расплавленном олове | 1946 |
|
SU70044A1 |
| Устройство для перегрузки изделий | 1977 |
|
SU686953A1 |
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
| Барабан для гальванической обработки деталей | 1960 |
|
SU138120A1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
| УСТРОЙСТВО ДЛЯ ТРАВЛЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2031976C1 |
| Устройство для нанесения гальваническихпОКРыТий HA МЕлКиЕ дЕТАли | 1980 |
|
SU846608A1 |
| КОЛОКОЛЬНАЯ ВАННА12 | 1973 |
|
SU407980A1 |
| Электромагнитная линия для обработки деталей в жидкой среде | 1976 |
|
SU739133A1 |
