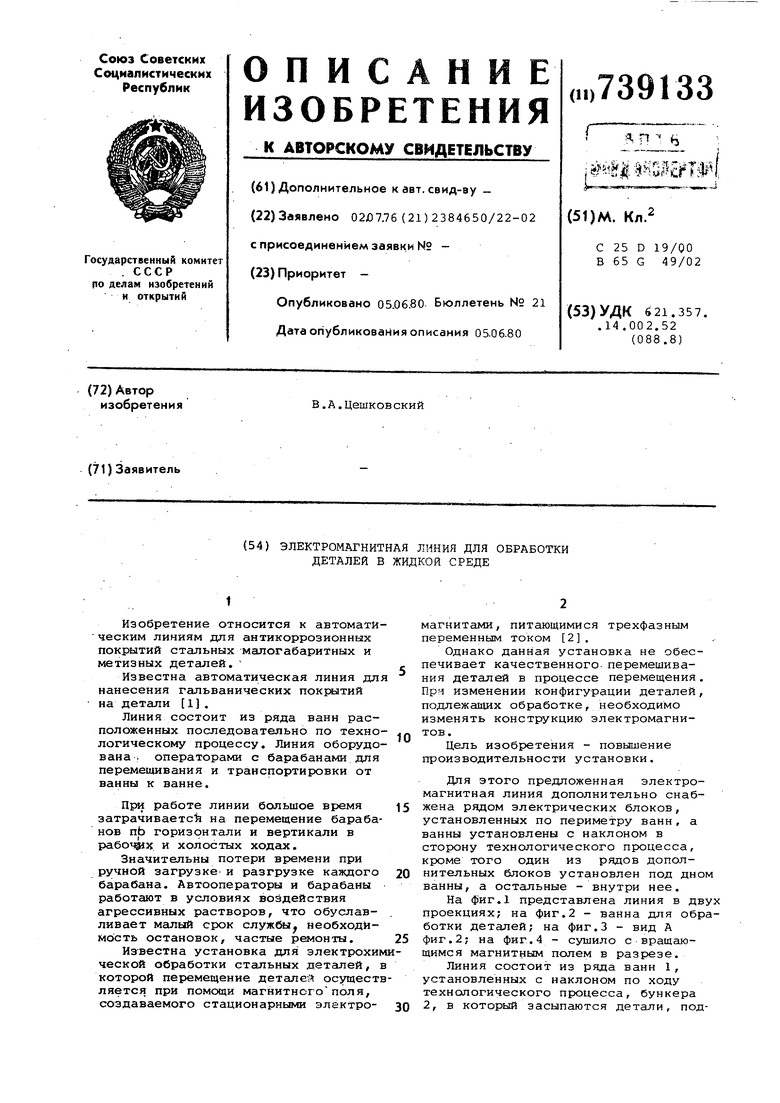
(54) ЭЛЕКТРОМАГНИТНАЯ ЛИНИЯ ДЛЯ ОВРАБОТКИ ДЕТАЛЕЙ В ЖИДКОЙ СРЕДЕ Изобретение относится к автомати ческим линиям для антикоррозионных покрытий стальных малогабаритных и метизных деталей. Известна автоматическая линия дл нанесения гальванических покрытий на детали 1. Линия состоит из ряда ванн расположенных последовательно по техно логическому процессу. .Пиния оборудо вана . операторами с барабанами для перемешивания и транспортировки от ванны к ванне. Ирк работе линии большое время затрачиваете} на перемещение бараба нов пЬ горизонтали и вертикали в рабочдих и холостых ходах. Значительны потери времени при ручной загрузке и разгрузке каждого барабана. Автооператоры и барабаны работают в условиях воздействия агрессивных растворов, что обуславливает малый срок службы, необходимость остановок, частые ремонты. Известна установка для электрохи ческой обработки стальных деталей, которой перемещение деталей осущест ляется при помощи магнитногополя, создаваемого стационарными электромагнитами, питающимися трехфазным переменнЕЛМ током 2 . Однако данная установка не обеспечивает качественного.перемешивания деталей в процессе перемещения. При изменении конфигурации деталей, подлежащих обработке, необходимо изменять конструкцию электромагнитов . Цель изобретения - повышение производительности установки. Для этого предложенная электромагнитная линия дополнительно снабжена рядом электрических блоков, установленных по периметру ванн, а ванны установлены с наклоном в сторону технологического процесса, кроме того один из рядов дополнительных блоков установлен под дном ванны, а остальные - внутри нее. На фиг.1 представлена линия в двух проекциях; на фиг.2 - ванна для обработки деталей; на фиг.З - вид А фиг.2; на фиг.4 - сушило с вращающимся магнитным полем в разрезе. Линия состоит из ряда ванн 1 , установленных с наклоном по ходу технологического прюцесса, бункера 2, в который засыпаются детали, подлежсВдие обработке. Бункер перекрывается электрозатвором 3.
Все ванны соединены между собой пластмассовыми наклонньами лотками 4 Количество ванн устанавливается по технологии. Последняя ванна в линии соединена с лотком индукционным сушилом 5 с вращающимся магнитным полем. За сушилом расположена емкость б, куда поступают обработанные детали.
Каждая ванна оборудована. индук-ционньоми блоками 7-9 состоящими из листов электромагнитного железа,, b пазах которых уложен обмоточный провод,, создающий бегущее магнитное поле.
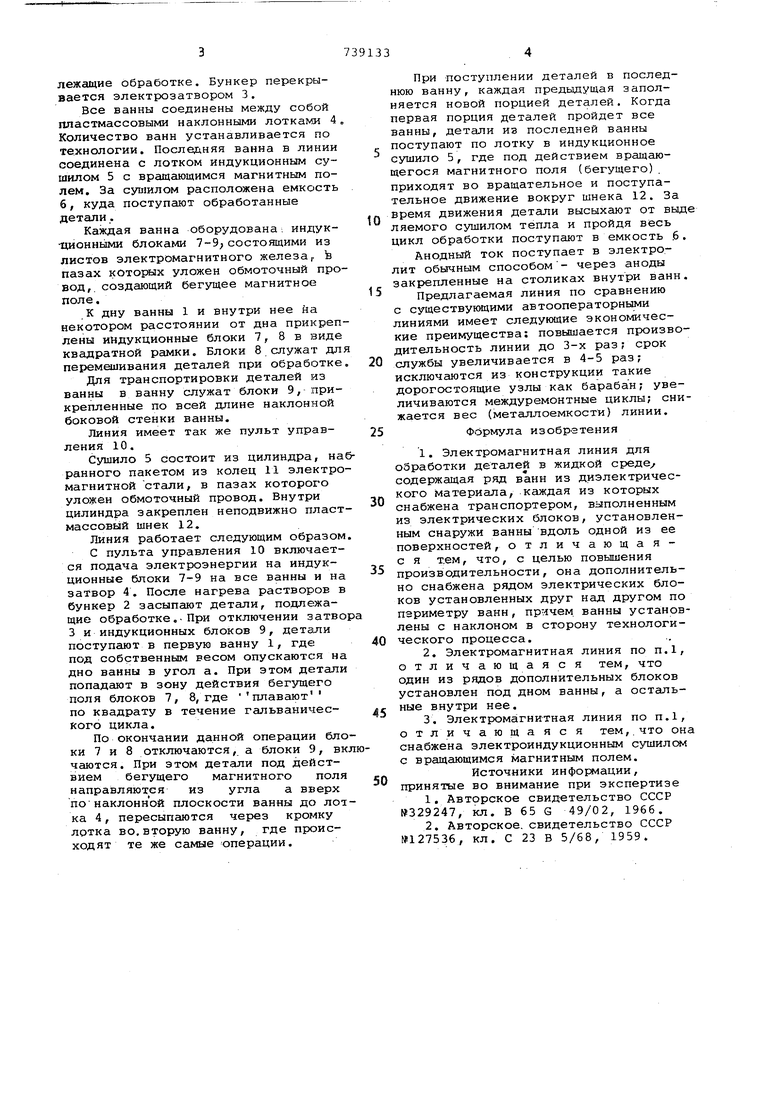
К дну ванны 1 и внутри нее на некотором расстоянии от дна прикреплены индукционные блоки 7, 8 в виде квадратной рамки. Блоки 8 служат дл перемешивания деталей при обработке
Для транспортировки деталей из ванны в ванну служат блоки 9, прикрепленные по всей длине наклонной боковой стенки ванны.
Линия имеет так же пульт управления 10.
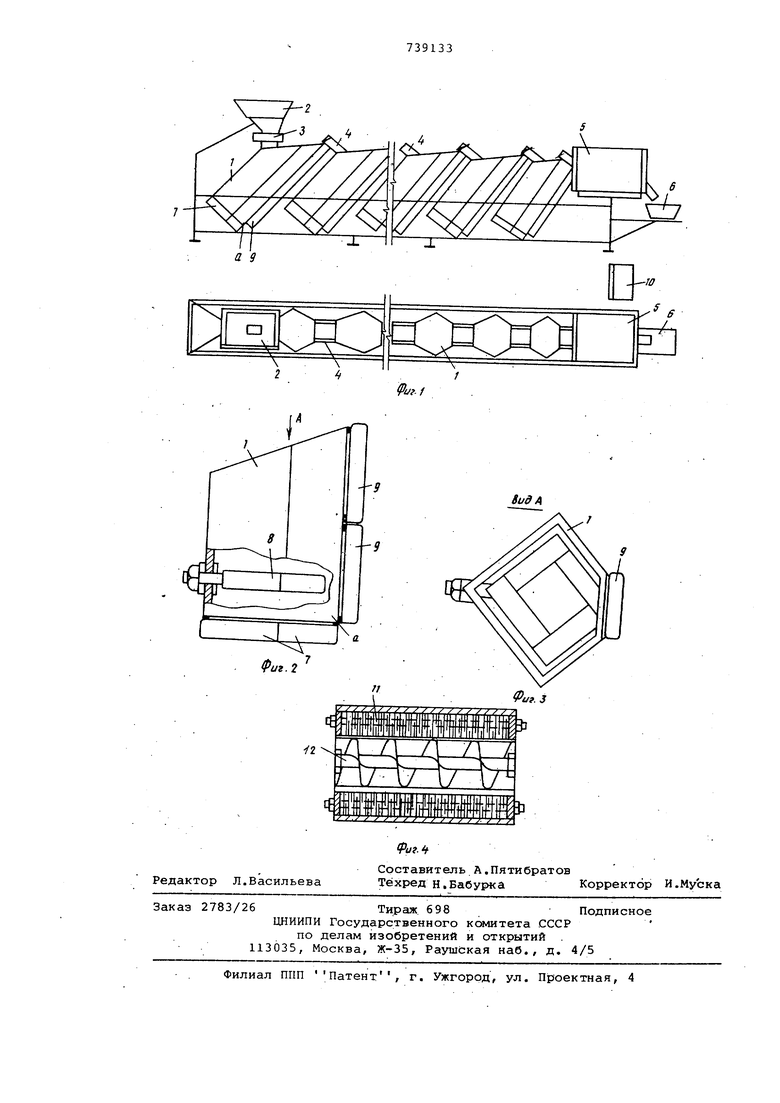
Сушило 5 состоит из цилиндра, наранного пакетом из колец 11 электромагнитной стали, в пазах которого уложен обмоточный провод. Внутри цилиндра закреплен неподвижно пластмассовьай шнек 12.
Линия работает следующим образом
С пульта управления 10 включается подача электроэнергии на индукционные блоки 7-9 на все ванны и на затвор 4. После нагрева растворов в бункер 2 засыпают детали, подлежащие обработке,. При отключении затво 3 и индукционных блоков 9, детали поступают в первую ванну 1, где под собственным весом опускаются на дно ванны в угол а. При этом попадают в зону действия бегуще;го поля блоков 7, 8, где плавают по квадрату в течение гальванического цикла.
По окончании данной операции блоки 7 и 8 отключаются, а блоки 9, вкчаются. При этом детали под действием бегущего магнитного поля направляются из угла а вверх по наклонной плоскости ванны до лотка 4, пересыпаются через кромку лотка во,вторую ванну, где происходят те же самые операции.
При поступлении деталей в последнюю ванну, каждая предыдущая заполняется новой порцией деталей. Когда первая порция деталей пройдет все ванны, детали из последней ванны поступают по лотку в индукционное сушило 5, где под действием вращающегося магнитного поля (бегущего) приходят во вращательное и поступательное движение вокруг шнека 12. За время движения детали высыхают от вы ляемого сушилом тепла и пройдя весь цикл обработки поступают в емкость .6
Анодный ток поступает в электролит обычным способом- через аноды закрепленные на столиках внутри ванн
Предлагаемая линия по сравнению с существующими автооператорными линиями имеет следующие экономические преимущества: повышается производительность линии до 3-х раз; срок службы увеличивается в 4-5 раз; исключаются из конструкции такие дорогостоящие узлы как барабан; увеличиваются междуремонтные циклы; снижается вес (металлоемкости) линии.
Формула изобретения
1.Электромагнитная линия для обработки деталей в жидкой среде/ содержащая ряд ванн из диэлектрического материала, каждая из которых снабжена транспортером, выполненным из электрических блоков, установленным снаружи ванны вдоль одной из ее поверхностей,отличающаяс я т.ем, что, с целью повышения производительности, она дополнительно снабжена рядом электрических блоков установленных друг над другом по периметру ванн, причем ванны установлены с наклоном в сторону технологического процесса.
2.Электромагнитная линия по п.1, отличающаяся тем, что один из рядов дополнительных блоков установлен под дном ванны, а остальные внутри нее.
3.Электромагнитная линия по п.1, отличающаяся тем,.что он снабжена электроиндукционным сушилом с вращающимся магнитным полем.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №329247, кл. В 65 G 49/02, 1966.
2.Авторское, свидетельство СССР №127536, кл. С 23 В 5/68, 1959.