(54) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ Изобретение относится к нанесенто гальванических покрытий, и, в частности предназначено для хромйрсжання звеньев пильной.цепи. Известно устройство для нанесения гальванического покрытия на мелкие детали, содержащее ванну с электролитом, токоподводы, лоток, бункер, и.Ленточный транспортер fl Т . Однако известным устройством нел1 эя производить местное покрытие деталей, процесс хромирования производится в стационарной ванне, а не в протоке электролита, что не позволяет повысить плотность тока, а следовательно скорость хромирования. Наиболее близкой к изобретению по технической сущности является установка для нанесения гальванических покрыти на мелкие детали, содержащая электроли тические ванны, устройство для транстюртировки деталей в виде бесконечного эластичного ремня, токоподводяшие элементы и кассеты, в которые загружаются обрабатываемые детали Недостатками известного агрегата являются низкая производительность из-за малой, допустимой в стационарных ваннах, плотности тока и необходимости вручную загружать и выгружать детали в кассеты; недолговечность кассет, рабо. тающих в агрессивных средах, и необходимость иметь их в большом количестве. Цель изобретения - повышение производительности за счет автоматизации опе рации загрузки и выгрузки изйелий. Указанная цель достигается тем, что установка для нанесения гальванических покрытий на мелкие детали, содержащая электролитические ванны, устройство для транспортировки деталей в виде бесконечного эластичного ремня и тсжоподводяшие элементы, снабжена вибробункером, с лотком и клиновидным ножом с транспортером, эластичный ремеиь выполнен с продольным пазом с одной стороны и гнездами, размешенными в боковых поверхностях ремня, в которых в шахматном порядке установлены токоподводящие контакты, а электролитические ванны вьтолнены в виде емкости, образованной корпусом с каналом, по всей длине которого вьшолнены отверстия, и поверхностью ремня.
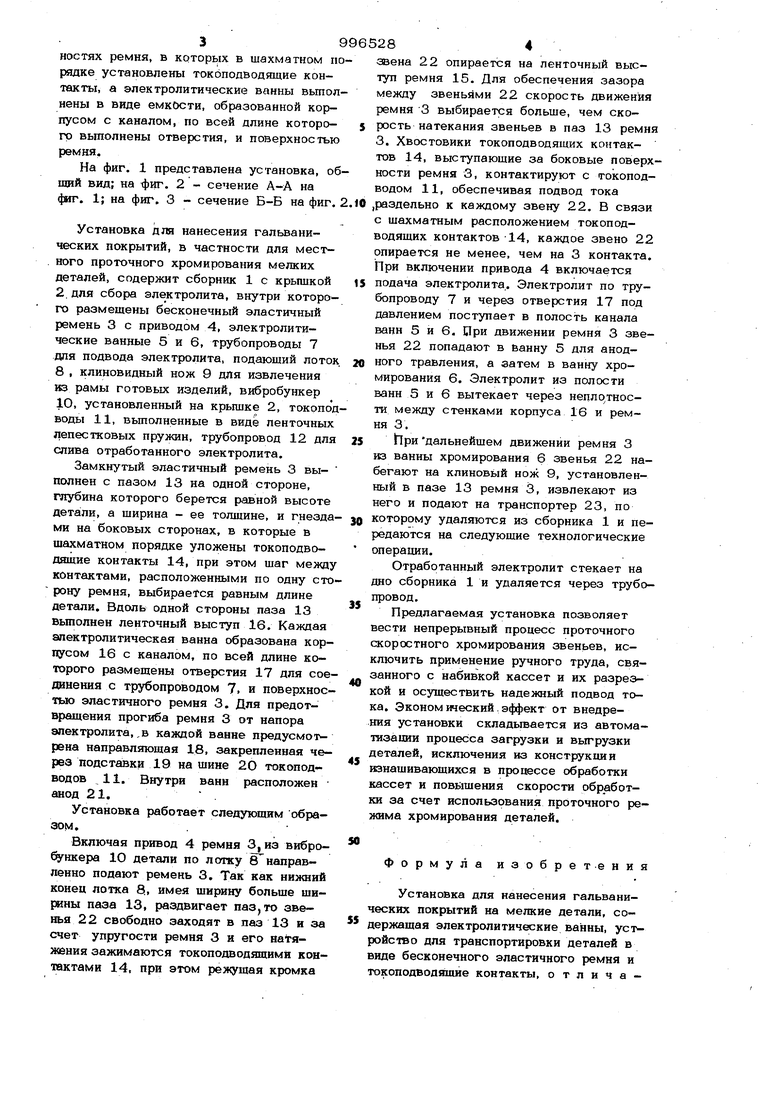
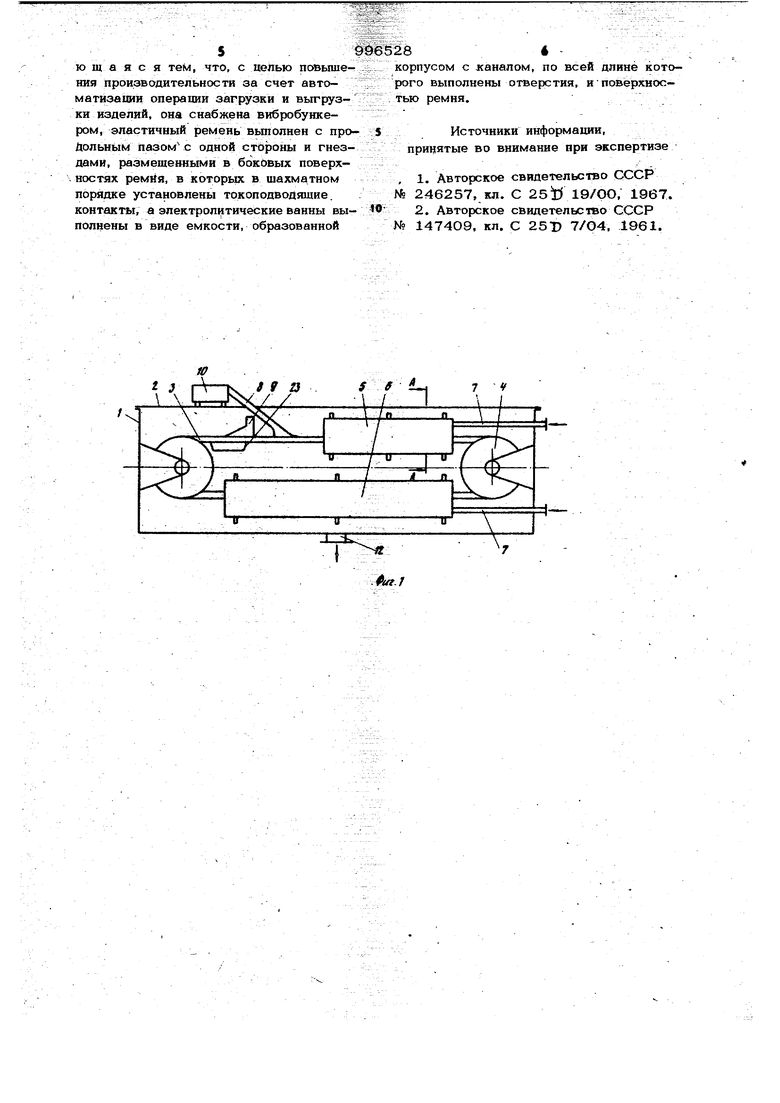
На фиг, 1 представлена установка, общий вид; на фиг. 2 - сечение А-А на фнг. 1; на фиг. 3 - сечение Б-Б
Установка для нанесения гальванических покрытий, в частности для местного проточного хромирования мелких деталей, содержит сборник 1 с крышкой 2.для сбора электролита, внутри которого размещены бесконечный эластичный ремень 3 с приводом 4, электролитические ванные 5 и 6, трубопроводы 7 для подвода электролита, подающий лоток 8 , клиновидный нож 9 для извлечения из рамы готовых изделий, вибробункер 10, установленный на крьпике 2, токрподводы 11, вьшолненные в виде ленточных лепестковых пружин, трубопровод 12 для слива отработанного электролита.
Замкнутый эластичный ремень 3 вы- полнев с пазом 13 на одной стороне, глубина которого берется равной высоте дета1ли, а ширина - ее толщине, и гнездами на боковых сторонах, в которые в шахматном порядке уложены токоподводяшие контакты 14, при этом шаг между контактами, расположенными по одну сто рону ремня, выбирается равным длине детали. Вдоль одной стороны паза 13 вьтолнен ленточный выступ 16. Каждая апектролитическая ванна образована корпусом 16 с каналом, по всей длине которого размещены отверстия 17 для соединения с трубопроводом 7, и поверхностью эластичного ремня 3. Для предотвращения прогиба ремня 3 от напора электролита,,в каждой ванне предусмотрена направляющая 18, закрепленная через подставки 19 на шине 20 токоподводов ,11. Внутри ванн расположен анод 21.
Установка работает следующим образом.
Включая привод 4 ремня 3, из вибро нкера 10 детали по лотку 8 направленно подают ремень 3. Так как нижний конец лотка 8, имея ширину больше ширины пазе 13, раздвигает паз, то звенья 2 2 свободно заходят в паз 13 и за счет упругости ремня 3 и его натяжения зажимаются токоподводящимй контактами 14, при этом режущая кромка
звена 22 опирается на ленточный выступ ремня 15. Для обеспечения зазора между звеньями 22 скорость движения ремня 3 выбирается больше, чем скорость натекания звеньев в паз 13 ремня 3. Хвостовики токоподводящих контактов 14, выступающие за боковые поверхности ремня 3, контактируют с токоподводом 11, обеспечивая подвод тока
водящих контактов 14, каждое звено 22 опирается не менее, чем на 3 контакта. При включении привода 4 включается подача электролита. Электролит по трубопроводу 7 и через отверстия 17 под давлением поступает в полость канала ванн 5 и 6. При движении ремня 3 звенья 22 попадают в ванну 5 для анодного травления, а затем в ванну хромирования 6. Электролит из полости ванн 5 и 6 вытекает через неплотности между стенками корпуса 16 и ремня 3.
Иридальнейшем движении ремня 3 из ванны хромирования 6 звенья 22 набегают на клиновый нож 9, установленный в пазе 13 ремня 3, извлекают из него и подают на транспортер 23, по которому удаляются из сборника 1 и передаются на следующие технологические операции.
Отработанный электролит стекает на дно сборника 1 и удаляется через трубопровод.
Предлагаемая установка позволяет вести непрерывный процесс проточного скоростного хромирования звеньев, исключить применение ручного труда, связанного с набивкой кассет и их разрезкой и осуществить надежный подвод тока. Эконом ический, эффект от внедрения установки складывается из автоматизации процесса загрузки и вьп рузки деталей, исключения из конструкции изнашивающихся в процессе обработки кассет и повышения скорости обработки за счет использования проточного режима хромирования деталей.
Формула изобретения
Установка для нанесения гальванических покрытий на мелкие детали, содержащая электролитические ванны, устройство для транспортировки деталей в виде бесконечного эластичного ремня и токоподводящие контакты, о т л и ч а на фиг. 2.10 ,раздельно к каждому звену 22, В связи с шахматным расположением токопод-
ю щ а я с я тем, что, с цепью повышения производительности за счет автоматизации операции загрузки и вьпрузки изделий, она снабжена вибробункером, эластичный ремень вьпюлнен с продольным пазом с одной стороны и гнездами, размешенными в боковых поверхностях ремНя, в которых в шахматном порядке установлены токоподводящие. контакты, а электролитические ванны выполнены в виде емкости, образованной
корпусом с каналом, по всей длине которого выполнены отверстия, и поверхностью ремня.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 246257, кл. С 25tf 19/ОО, 1967.
2.Авторское свидетельство СССР N 1474О9. кл. С 251) 7/О4, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения гальванических покрытий на мелкие детали | 1985 |
|
SU1258897A2 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Устройство для гальванической обработки цилиндрических деталей | 1982 |
|
SU1039984A1 |
| Автомат для нанесения гальванических покрытий | 1975 |
|
SU534527A1 |
| Подвеска для нанесения гальванических покрытий | 1981 |
|
SU1014998A1 |
| Устройство для гальванопокрытия | 1979 |
|
SU840214A1 |
| Установка для гальванической обработки | 1981 |
|
SU950805A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1976 |
|
SU670430A1 |
W 3 890
/
7 Ч
бб
J // ff 22
//.±
ug.Z
иг.З
